復合板材厚度在線檢測系統優化設計①
2013-04-29 10:57:30朱金枝裴立明劉媛媛
科技資訊 2013年8期
朱金枝 裴立明 劉媛媛
摘 要:為了使復合板材厚度在線檢測系統適應非平穩傳動板材的測量,同時,避免測量系統對板材表面造成劃痕,對板材厚度在線測量系統進行了結構優化設計研究。軸承支撐結構提高了系統結構的穩定性,滾動測頭的結構減小了測頭與板材表面的摩擦力及粘滯作用,保證測頭在不劃傷板材表面的前提下對板材進行厚度測量。對測量系統進行了大量的重復實驗及生產實踐,實驗及生產實踐表明,系統具有良好的穩定性及可靠性,系統分辨率可達到1,系統精度為10。
關鍵詞:板材厚度 在線檢測 結構優化設計
中圖分類號:TP274.4 文獻標識碼:A 文章編號:1672-3791(2013)03(b)-0106-02
在板材生產制造中,板材厚度精度是保證產品質量的重要指標,板材厚度控制是板材制造領域的一項重要技術。工業上,板材厚度測量儀按照測量方式分為接觸式和非接觸式。目前,非接觸式測量儀主要包括射線式、渦流式、激光式。射線式主要是當射線穿透被測目標時,被測物體吸收一定的射線能量,根據吸收后的射線強度和被測物體的材質,可以得到被測物體的厚度。射線式測厚儀主要用于被測物體成分一定的情況,且容易受溫度影響。渦流式對測量環境要求高、測量精度容易受外界因素影響、不能測量高溫物體。激光式是利用被測物體表面對激光的漫反射能量來確定被測物體的厚度,其對被測物體的表面光線反射率敏感,因此,激光式對于上下成分不確定的板材難以準確測量。對于復合板材的厚度測量,由于板材的物質組成不單一且比例不確定,上述測量方式都難以滿足復合板材的測量要求。機械接觸式的工作原理是采用上下兩個壓頭分別壓在被測物體的上下兩個表面,通過測量頭的位移來測量被測物體的厚度,因此,機械接觸式適用于測量成分不單一的板材。基于上述因素,我院曾研制過一種復合板材厚度在線檢測系統,可實現復合板材的在線連續測量。但是,經過實踐檢驗發現了一些不足,針對系統要求,對結構進行了優化設計,使測量系統適應非平穩傳動板材的測量、避免板材表面出現劃痕。對優化后的結構進行了大量的重復實驗及生產實踐,結果表明系統具有良好的穩定性及可靠性,分辨率可達到1 um,系統精度為10 um,滿足板材測量要求。
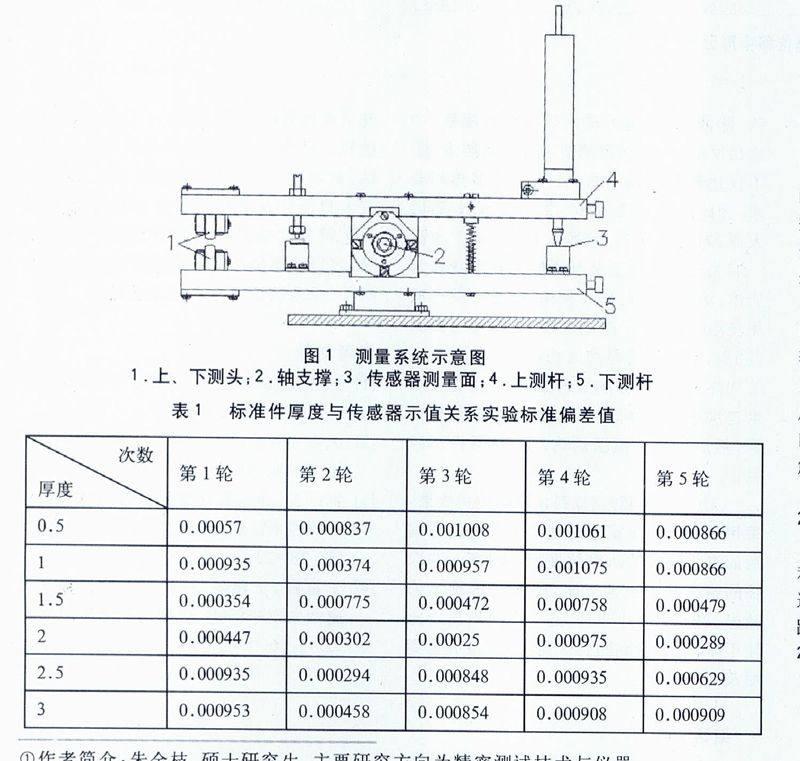
1 板材厚度在線檢測系統結構簡介(圖1)
上測頭和下測頭的結構相同,對稱安裝,工作時上、下測頭的外圓重合。運動板材由上、下測頭夾緊,板材在兩測頭間以不超過2 m/min的速度平移。上、下測頭分別固定在上、下測桿上,上、下測桿通過軸承固定在軸上,并通過軸承實現相對轉動,上、下測頭偏轉的位移量通過上、下測桿傳遞到傳感器測量面上,轉化為傳感器的位移量[1]。為了使系統適應非平穩移動板材的測量,需要對原測量系統在幾個方面進行優化設計。
1.1 支撐結構的優化
由于板材在實際測量中跳動較大,原刀口支撐的開放式結構,易受破壞,難以適應復雜的測量環境,軸支撐結構可以克服原結構中穩定不住的現象。軸和測桿之間由軸承連接,可實現軸與測桿時間的相對轉動。該支撐結構加工簡單,安裝后力封閉,磨損小,且隨動范圍大。
1.2 測頭結構的優化
考慮到原測頭結構為測量球頭,測量時與板材間為滑動摩擦,易對板材產生劃痕。為了避免板材表面出現劃痕,需要對測頭結構進行改進。新測頭選擇外球面軸承來替代,外球面軸承通過階梯型膨脹螺套固定在U型架上,由膨脹螺套的階梯軸在軸向上對外球面軸承進行固定,通過膨脹螺套與螺絲的過盈配合減小外球面軸承的徑向游隙。該結構既減小了測頭與板材間的摩擦力,測頭又可通過U型架的調整孔在軸向上進行調整,方便上、下測頭中線重合,解決了原測頭易對板材造成劃痕的缺陷。
2 系統的標定實驗及實踐檢驗
為了保證系統能夠實現微米級分辨率和測量精度,需要對測量系統的設計指標進行標定實驗[2];并對標定后的系統進行實踐檢驗,滿足系統的測量要求。
2.1 測桿臂比值實驗
由于設計結構與實際結構存在加工尺寸偏差,且在裝調的過程中,不可避免的會產生零件裝配累計誤差,因此需要對測桿的臂比值進行標定實驗,確定板材厚度與傳感器輸出值之間的關系。在臂比標定實驗中,因實際板材厚度測量范圍在0.75~3 mm,選擇厚度在0.5~3 mm的量塊作為標準件,通過量塊的尺寸與傳感器的示值確定臂比值。(表1)
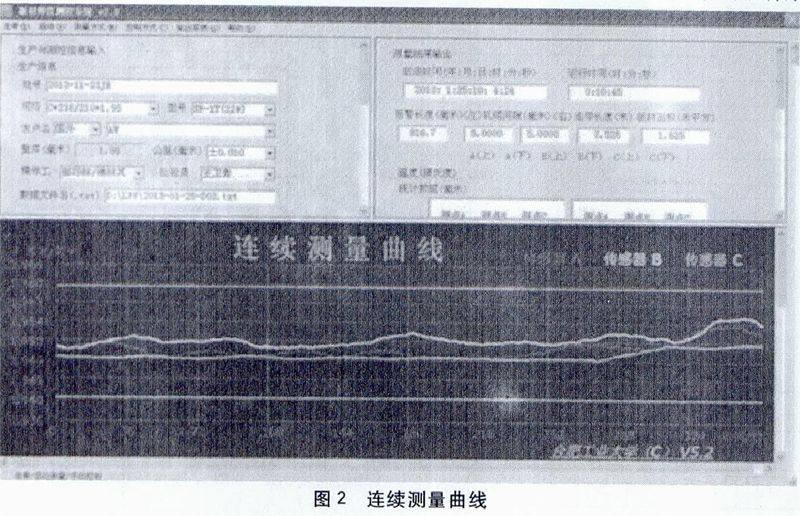
2.2 現場實驗
根據之前的標定實驗得到的系統各參數。對系統進行了板材厚度在線測量檢測,得到如圖2所示的測量曲線,圖2中橫坐標為時間軸,每一格為36秒,縱坐標為板材厚度測量值,每格為3 um。
實際應用表明,系統對于非平穩運行的復合板材的在線測量具有很高的測量精度且穩定性較好,不會對板材造成劃痕。
3 結論
系統通過對測頭的優化設計,減小了測頭與板材表面的摩擦力及粘滯作用,保證測頭在不劃傷板材表面的前提下對板材進行厚度測量。通過對支撐結構的優化,保證了系統即使在板材震動等復雜的現場環境,仍能對板材進行厚度檢測。對測量系統的標定實驗及現場實驗表明,系統分辨率可達到1 um,系統精度為10 um,且系統具有良好的穩定性,滿足復合板材的在線檢測要求。
參考文獻
[1]龐振基,黃其圣.精密機械設計[M].北京:機械工業出版社,2001.
[2]費業泰.誤差理論與數據處理[M].北京:機械工業出版社,2001.