造紙法再造煙葉熱風干燥箱溫度控制改進
2013-05-03 10:44:02鄒雁
設備管理與維修 2013年4期
鄒 雁
一、存在的問題
福建金閩再造煙葉發展有限公司造紙法工藝使用的熱風干燥箱為循環風機和空氣加熱器外置式結構。為控制、調節各干燥箱的吹風速度,滿足引紙和運行時的不同要求,引紙時通過紙機DCS控制關閉下排干燥箱進風口和上排干燥箱出風口的電動調節風閥(溫度調節閥),將紙幅壓在干網上。上壓和下吸的雙層作用,保證濕紙幅緊貼干網全部通過干燥箱。運行時一旦引紙完成后,將全部干燥箱風口的風閥調到原來開度。
熱風干燥箱溫度采用西門子提供的功能塊 FB58“TCONT_CP”溫度PID模塊進行控制,FB58相對功能塊FB41“TCONT_CP”增加1個控制區,在溫度過度超調時,具有補償作用。經過試驗發現,實際控制對象在FB58作用下并不穩定,雖然解決了超調問題但往往出現震蕩,最大問題是PID參數設置非常困難,難以調整到理想狀態。熱風干燥箱溫度自動調節控制精度較低,溫度控制反饋遲緩,溫度檢測滯后,導致閥門動作頻繁,造成熱風干燥箱出口成品水分波動較大,水分無法自動控制,影響成品質量。
二、熱風干燥箱溫度控制改造
1.改進PLC程序
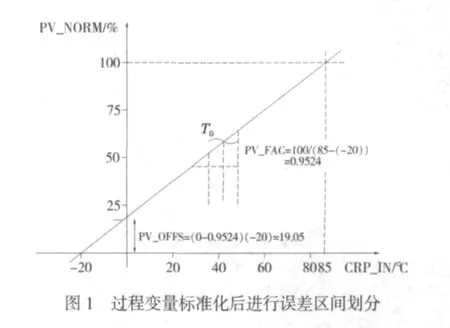
經過多次研究考慮,將過程溫度變量標準化后,嘗試不使用溫度PID,改用FB41“CONT_C”進行連續控制,雖然沒有特殊的補償作用,但可將控制目標的誤差值進行區間劃分。例如,若要將設定值作為百分數輸入,并且CRP_IN的溫度范圍為-20~85℃,則必須將溫度范圍標準化為百分數(圖1)。從圖中看出,可采用分區段的方式,分別根據誤差在不同范圍對應不同的PID參數,即將原來的1個溫度PID改成若干個程序段。實際考慮通過9個程序段控制溫度調節閥,改造后的系統應滿足以下要求:①提高溫度調節控制精度;②降低烘箱出口成品水分波動范圍;③穩定成品水分,提高產品質量。
根據分段控制設想,編寫如下PLC控制程序,其中1號熱風干燥箱溫度調節閥的控制程序:①溫度差值T0=檢測溫度-設定溫度;②程序段1,手動控制閥門開度;③程序段2,判斷溫度是否在-10≤T0≤10;④程序段3,判斷溫度是否在-5≤T0≤5;⑤程序段4,如果溫度在-5≤T0≤5,輸入對應的PID值;⑥程序段5,如果溫度在T0≤-10或10≤T0,輸入對應的PID值;⑦程序段6,如果溫度在-10≤T0≤-5或5≤T0≤10,輸入對應的PID值;⑧程序段7,分別輸入閥門開度范圍;⑨程序段8,調用PID控制功能塊。具體程序略。
2.硬件配置及人機界面組態
由于原溫度調節閥為電動執行機構,經常磨損動作異常,已更換多個閥門控制器電機,現改用故障率低的氣動調節閥。造紙法再造煙葉生產線抄造段現場操作站使用6個西門子MP277-10"KEY操作屏進行現場數據采集、監控、操作等,其中5號畫面是溫度閥控制畫面。主要使用STEP 7 Wincc flexible軟件進行組態編程從現場PLC模塊采集數據。修改控制程序后利用STEP 7 Wincc flexible軟件在5號溫度閥控制畫面增加閥門開度(%)以及烘箱出口水分檢測值顯示。然后使用網線或MPI線將程序從PC下載到操作屏,以便操作人員觀察水分變化情況。
三、改造效果
造紙法再造煙葉熱風干燥箱溫度控制改造后,根據生產車間開機情況,統計2011年7月17日—20日1#干燥箱相關數據。改造后干燥箱溫度穩定,溫度波動由原來±5℃降低到±2℃,干燥箱出口成品水分達標率大于93%,滾筒出口成品水分達標率大于92%,標準偏差值控制在0.28以下,提高了成品質量。
猜你喜歡
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
流程工業(2022年3期)2022-06-23 09:41:08
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
石油化工自動化(2018年5期)2018-11-14 02:34:26
智富時代(2018年5期)2018-07-18 17:52:04
