異形截面管彎曲與內高壓復合成形工藝計算機模擬
2013-06-29 02:27:04莫健華
鍛壓裝備與制造技術 2013年2期
鄧 江,莫健華
(華中科技大學 材料科學與工程學院,湖北 武漢 430074)
0 引言
對于非圓形斷面的管材或沿長度方向直徑或壁厚發生變化的管材統稱為異形管[1]。
內高壓成形是以管材作坯料,通過管材內部施加超高壓液體和軸向進給補料把管坯壓入到模具型腔使其成形為所需工件的成形方法[2]。管件內高壓成形技術作為汽車結構輕量化的重要應用領域之一,近幾年來發展迅速,國外眾多汽車公司已將其應用于空心輕體零件的生產[3]。本文所研究的異形管由于其截面不規則,有90°的彎曲角度。為滿足產品尺寸精度要求,采用圓管預彎再用內高壓成形異形截面的復合成形方法,實現對異形管件的彎曲與成形。由于內高壓成形時,工藝參數對最終產品尺寸精度影響很大,采用數值模擬的方法進行工藝參數預測,可以提高生產效率,降低生產成本[4]。本文通過數值模擬的方法,研究各種因素對成形質量的影響,探索一種為實際生產提供工藝參數預測的方法。
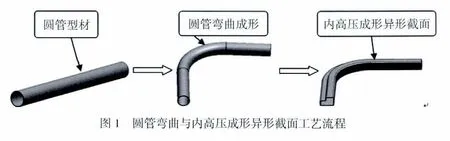
1 彎曲與內高壓復合成形工藝流程
如圖1 所示,先選擇與異形截面積相同的圓形截面管材用繞彎工藝進行彎曲到位,然后進入內高壓成形工序,對已彎曲到位的圓截面管件進行內高壓成形為異形截面。為得到符合實際情況的成形件尺寸和優化的工藝參數,先對圓形截面管型材的繞彎成形進行模擬,模擬成形得到的彎曲圓管壁厚分布,接近實際繞彎成形管的實際情況。然后將這個具有不均勻管壁厚分布的彎管件數字模型放入內高壓成形模擬模塊進行脹形模擬,并試算各種參數對成形質量的影響,探索參數的優化。
2 圓截面管繞彎成形的數值模擬
2.1 模型的建立
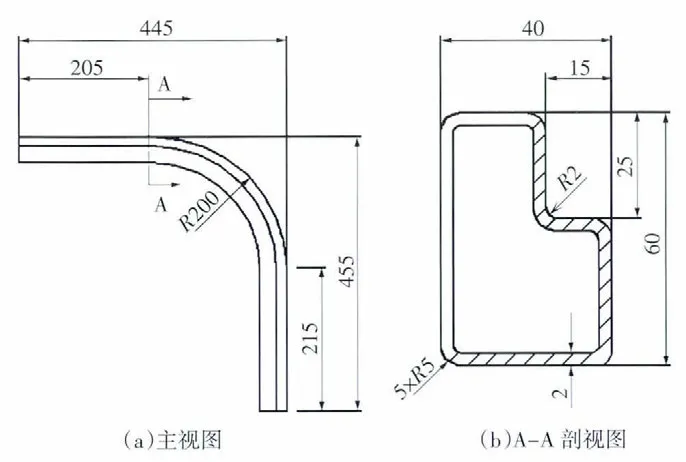
圖2 異形截面管工件形狀尺寸
如圖2 所示為要加工的異形管工件形狀及其尺寸。由于需要預先用圓形截面管繞彎成形管坯件,其圓形截面積應與異形截面積一致。依據在成形過程中管件的厚度不變的原則,按等體積法,將異形管件截面展開,可以計算出相應圓截面管的外徑為29mm。圓管繞彎成形原理如圖3 所示,為了提高彎曲成形質量,需要在管內添加剛性芯棒和柔性芯頭。如圖4 所示為根據上述尺寸建立的3D 數值模型和模擬裝配圖。由于芯頭的尺寸、數目,芯棒的伸出量,芯棒和管件的摩擦等都會影響管件的成形質量,在初始計算時預設了如表1 所示的芯棒、芯頭的尺寸和繞彎成形時在管內的相對位置尺寸。可以通過理論計算出芯頭個數,芯頭、芯棒與管件間的接觸間隙,芯棒的伸出量等[5],表2 是被加工管件的材質及其機械性能。
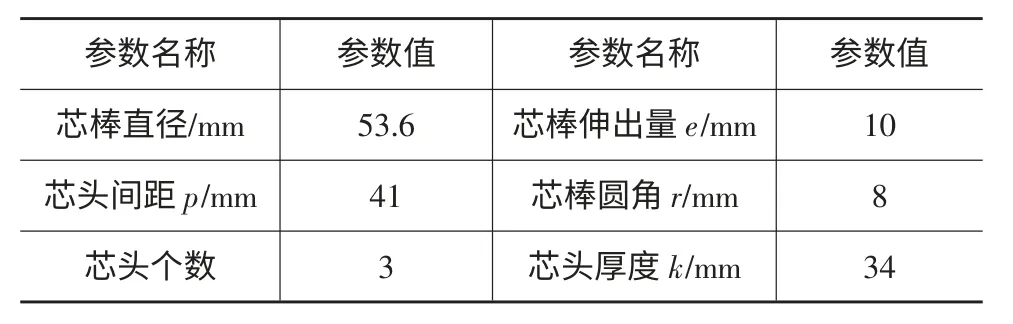
表1 繞彎成形芯棒、芯頭及其位置尺寸
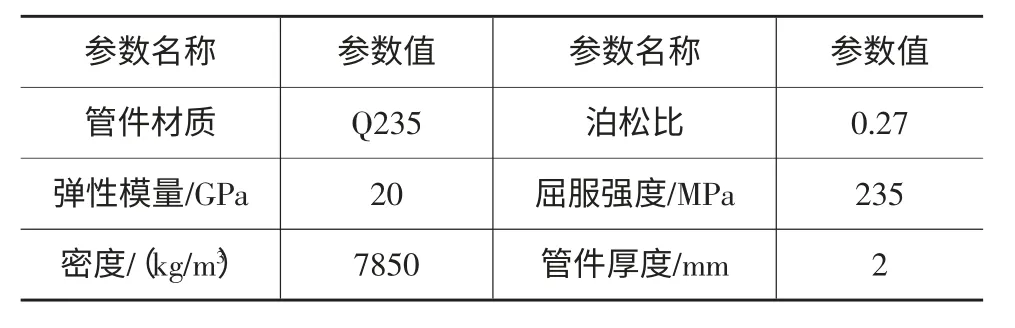
表2 成形管件材料參數
繞彎成形的模擬,采用有限元仿真軟件ABAQUS/Explicit 模塊進行。工作流程如圖5 所示。
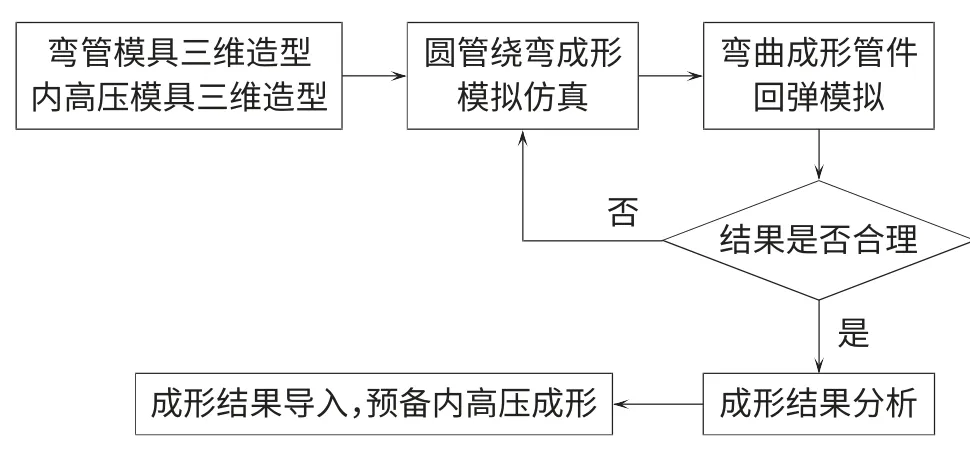
圖5 繞彎成形模擬流程圖
2.2 繞彎成形模擬結果分析
如圖6a 所示為圓形截面管繞彎成形模擬過程,為分析繞彎成形對后續的內高壓成形的影響。如圖6b 所示,取該圓形管成形截面上厚度變化較大部位的參考點,點 1、2、3、4、5、6、7、8,分析繞彎成形過程的厚度變化,并延續到內高壓成形時這些對應點的厚度變化。從圖 6b 看,參考點 1、2、6、7、8 分布于圓管截面中心線以下,屬于彎曲件內側,該部位在彎曲成形時處于壓應力狀態,管壁會發生增厚。參考點6、2 接近中心線部位,其厚度會隨彎矩中性層的變化而變化。參考點3、4、5 分布于圓管截面中心線的上部,屬于彎管件的外側,在彎曲成形時,該部位處于拉應力狀態,管壁會發生減薄。圖7 所示為繞彎成形過程各參考點管壁厚度隨時間的變化過程。
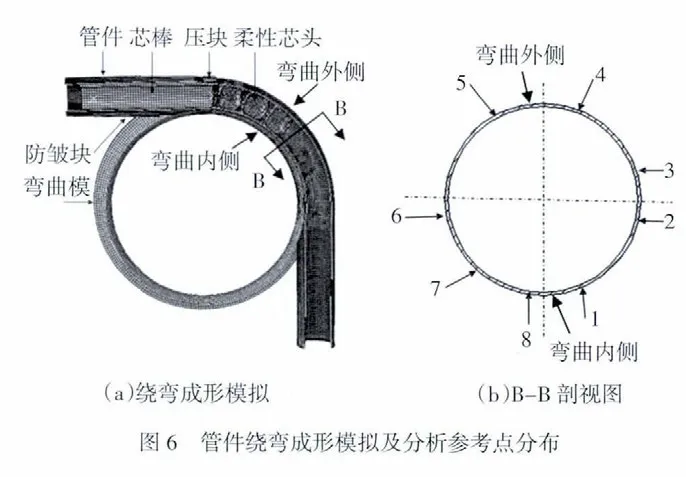
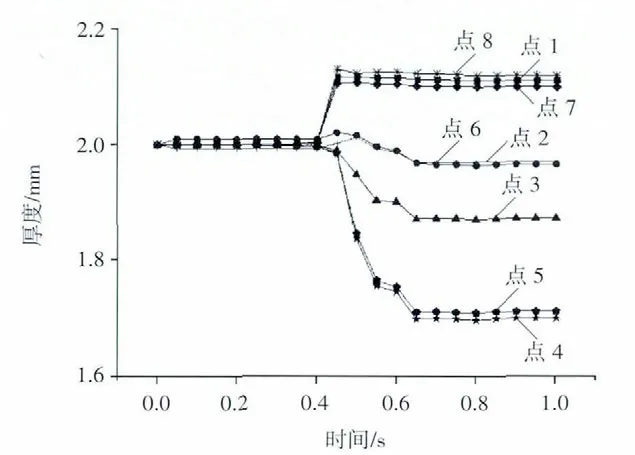
圖7 管件彎曲成形部分參考點厚度變化過程
如圖7 所示,在繞彎成形過程中,0.4s 之前各參考點的管壁厚度值變化不大,在0.4s 之后,各部位的參考點的壁厚開始往不同方向發生變化。其中參考點1、7、8 處管壁厚度迅速增加后直至彎曲成形結束厚度保持不變。而參考點4、5 處的管壁厚度逐漸減薄后保持厚度不變至成形結束,該處是極易出現破裂。參考點3 靠近彎矩中性層,其減薄程度較小。參考點2、6 處的管壁厚度在過了0.4s 后先出現有所增厚現象,隨即由于彎曲度增加彎矩中性層的下移轉而發生拉伸應變,管壁減薄過程在0.65s 后穩定下來。各參考點處管壁在繞彎成形后的最終厚度值列于表3 中。
在繞彎成形過程中,影響管壁厚度變化的因數較多,其中芯頭的個數,芯頭和管件之間的間隙,芯頭和管件之間的摩擦等,在采用優化的參數后可以得到相對均勻的管壁厚度。
3 異形截面管內高壓成形的數值模擬
3.1 成形模擬流程
內高壓成形的模擬,采用有限元仿真軟件ABAQUS/Explicit 模塊進行。工作流程如圖8 所示。首先將通過繞彎成形模擬得到的彎管件數字模型和數據輸入ABAQUS/Explicit 模塊的模壓成形數字模具,進行模壓預成形。然后進入內高壓程序進行內高壓成形模擬。成形完成,得到成形件數字模型后提取數據進行分析。
省廳將開展第 49 個世界地球日主題宣傳活動(省廳新聞宣傳中心) ...............................................................3-5

圖8 內高壓成形模擬流程圖
3.2 建立數字模型
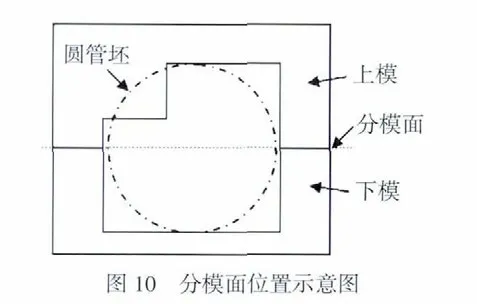
如圖9 所示,建立上、下兩半數字模具模型,為了實施內壓成形,需在模具兩端建兩個推頭件模型,用作內壓封頭,并且成形過程中還要向里緩慢推進。
對于上、下模具分模面的位置的確定,主要是通過幾次模壓試算,發現當分模面設置在圓管坯的中心線處時(見圖10),在合模預壓成形時不會出現飛邊缺陷。由此確定了分模面的位置。

3.3 異形截面彎管件的成形模擬
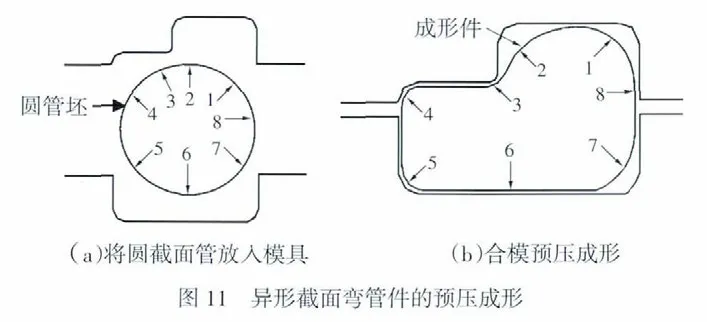
(1)模壓預成形。如圖11 所示,先將經過繞彎的圓截面彎管件放入模具中(圖11a),然后合模進行預壓成形(圖11b)。此時管件內腔沒有形成脹形內壓力,上下模合模后,管壁還不能充分貼模成形,管壁厚度幾乎沒有發生增厚或減薄的變化。
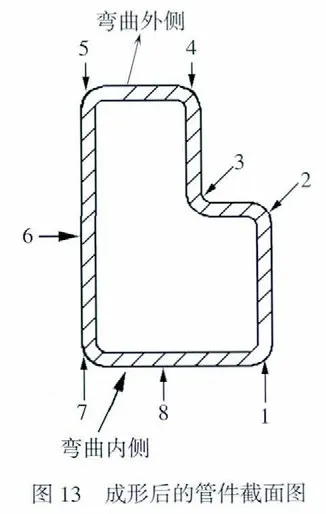
(2)內高壓脹形。如圖12 所示,上下模具合模到位后,進行內壓成形。此時在管件內按一定的加載路徑,將壓力施加到管件上,并使位于管口的兩個推頭配合作緩慢地向內擠壓運動,使得管件壁逐漸貼合模具型腔,最后成形為所需的異形截面管件。圖13為成形為異形管件后的截面圖。
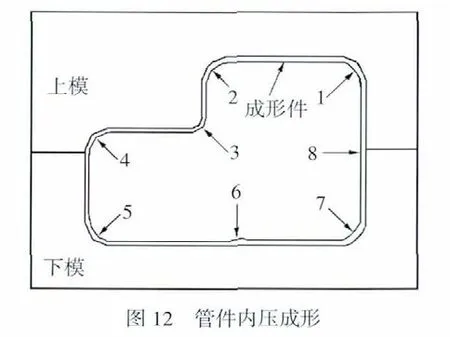
(3)成形模擬結果分析。由圖 11、12、13,對模壓成形、內壓脹形過程的模擬結果的考察可以看到,其中的參考點 1、2、3、4、5、6、7、8,與圖 6 中的參考點對應。從圖 11、12 和 13,可以看到,原來在圓形截面上標記的參考點,在經過模壓預成形和內壓脹形后都分別流動到了異形截面上的六個角部和兩個直邊邊部。
如圖14 所示為管壁上8 個參考點在整個成形過程中的壁厚變化狀況。在圖 14 中,0~0.25s 時段為模壓成形階段(見圖11),此時管壁上除參考點4 有少許增厚外,其余7個參考點均保持著繞彎成形后的厚度,沒有發生增厚或減薄的變化。在0.25s~0.4s 時段為內高壓脹形階段(見圖12),此時內壓按一定的加載曲線加載到管件上,使得管件逐漸貼合模具,配合左右推頭的運動,最后成形異形截面管件。
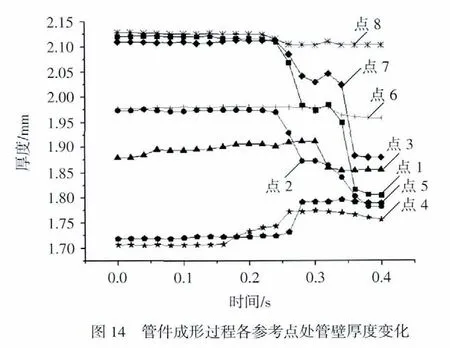
對于整個成形過程中管壁厚度的變化情況,先看參考點1、7、8(見圖6),在圓形截面管繞彎成形時,這三個參考點位于彎曲管內側,因此彎曲時受到壓應力作用,管壁出現增厚現象(見圖7)。但在內高壓脹形后(見圖13),點1、7 分別流動到了角部并出現減薄現象(見圖14),點1 處減薄比點7 處顯著。而點8 流動到直邊部位,其厚度減薄不明顯(見圖14)。
再看參考點 3、4、5(見圖 6),在圓形截面管繞彎成形時,這三個參考點處于彎曲管外側,因此彎曲時受到拉應力作用出現減薄現象(見圖7)。但在內高壓脹形后(見圖13),這三個點分別流動到了角部,點3 處管壁出現減薄現象,而點4、5 處的管壁出現增厚現象(見圖14)。
參考點2、6(見圖6),在圓形截面管繞彎成形時,處于圓截面中心線偏下部分。在彎曲成形時有輕微減薄(見圖7),但在內高壓脹形后(見圖13),點2處的管壁流動到了角部,并出現明顯減薄現象,而點6 處的管壁流動到直邊部分,減薄變化不明顯(見圖14)。
3.4 內高壓成形時加載路徑對成形結果的影響
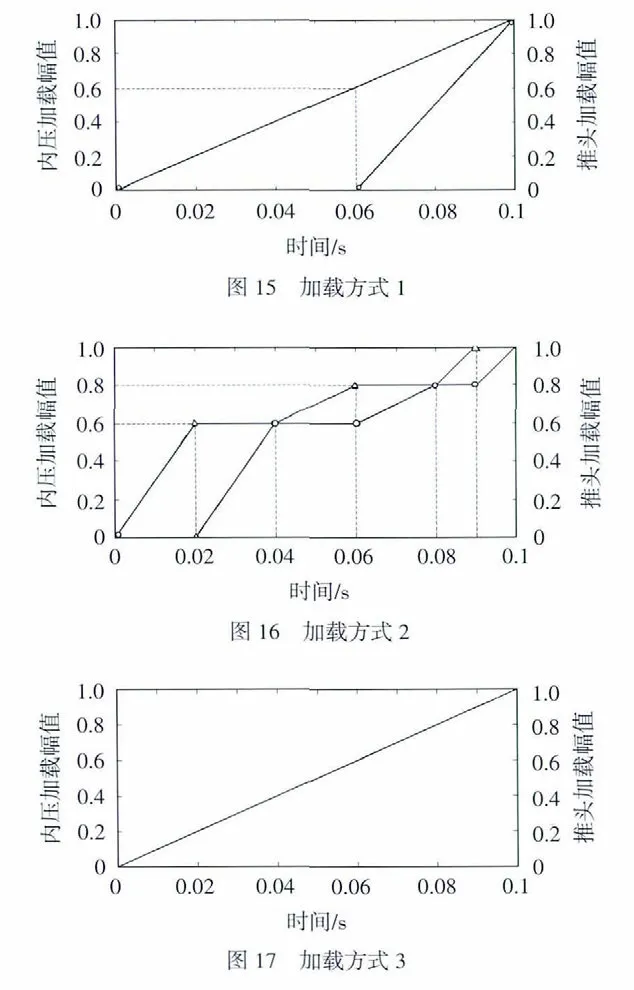
在異型截面管最后成形階段主要是通過內高壓成形,在這個過程中,內高壓和推頭的加載方式對成形結果影響比較顯著。如果內壓加載過快而推頭推進速度較慢,在成形的彎角部分會減薄;如果內壓加載速度較慢而推頭速度較快,管件某些成形部位會起皺,材料會有堆積。在本次模擬的過程中選取了以下三種比較典型的加載路徑,如圖15、16、17 所示。
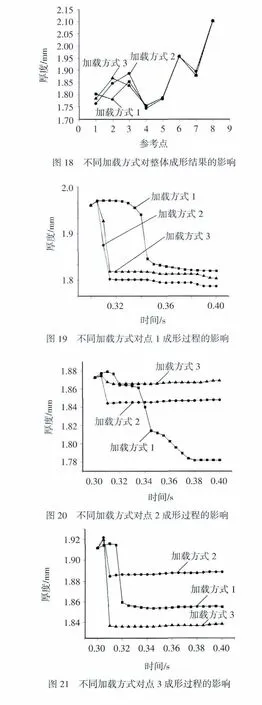
在不同的加載方式下,參考點1~8 的厚度變化如圖 18~26 所示。
對于成形結束后管壁厚度情況(見圖18),在不同的加載方式下,點6、點8 成形厚度幾乎相同。這主要是由于點6、點8 所處的位置(見圖12),點8 成形過程中很快貼模(見圖26),貼模后材料的流動較小;點6 在加載方式2(見圖16)作用下,貼模較快,厚度變化不大。
點1、點2、點3 的成形厚度差別較大(見圖18),不同加載方式主要影響管件貼模的時間(見圖19、20、21),貼模后管件材料流動受阻,厚度變化也較小。參考點1、點2、點3 在加載方式2 和3 的作用下貼模很快,貼模后厚度變化較小,在加載方式1 的作用下,推頭的運動對抑制點1 的減薄有較好的效果(見圖19);點2 由于貼模慢,材料流動大,減薄嚴重(見圖 20);點 3 在管件凹角部分(見圖 13),材料流動困難,貼模后厚度幾乎不變。
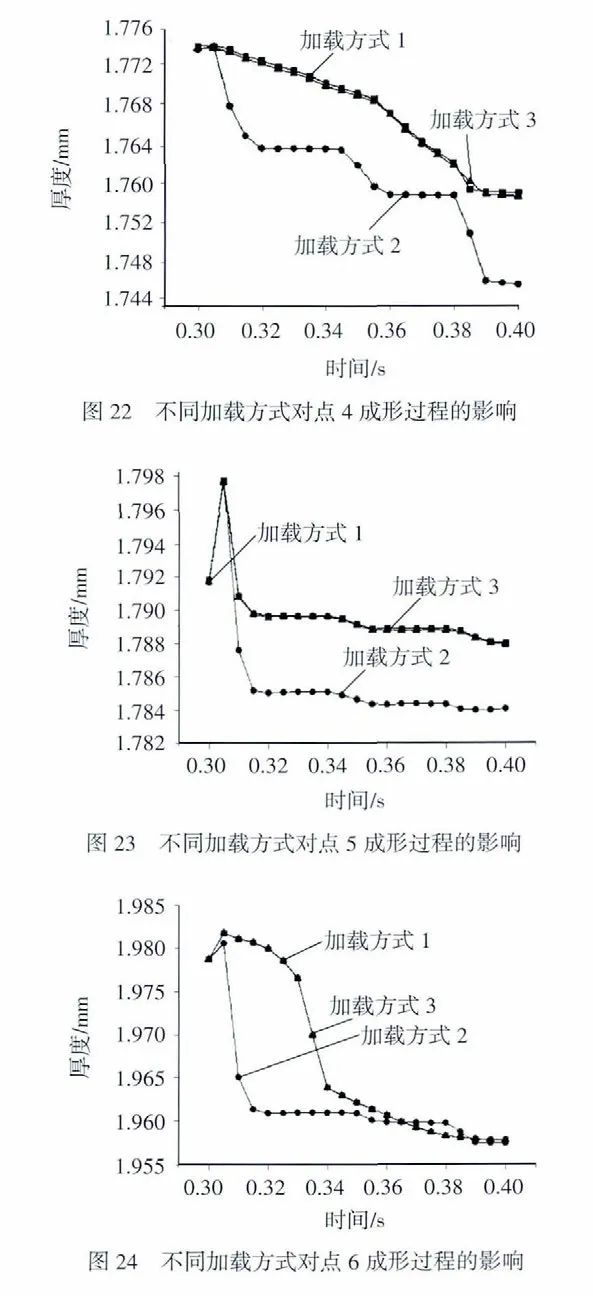
參考點 4、5、7 在加載方式 1 和 3 的成形結果相同,內壓的加載速度高于推頭的運動速度,推頭對成形的影響較小(見圖22、23、25)。參考點4 采用加載方式2 加載時,厚度呈現階梯性變化,推頭的運動對于點4 處材料的補充效果較差,點4 主要處于自由脹形過程,貼模晚,厚度變化較大;點5、7 采用加載方式2 加載時,初始內壓增加快,貼模快,厚度的變化主要是受內壓的影響(見圖23、25)。
3.5 管件成形結果
當采用加載方式2 成形時,圓管成形后的點1~8 各點的厚度值以及內壓成形后的厚度值如表3 所示。
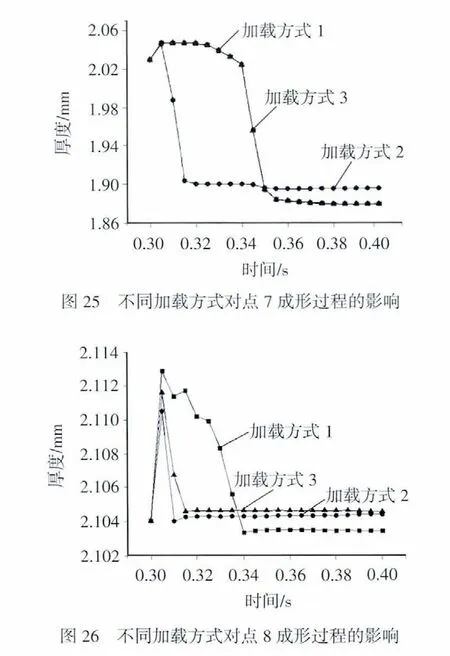
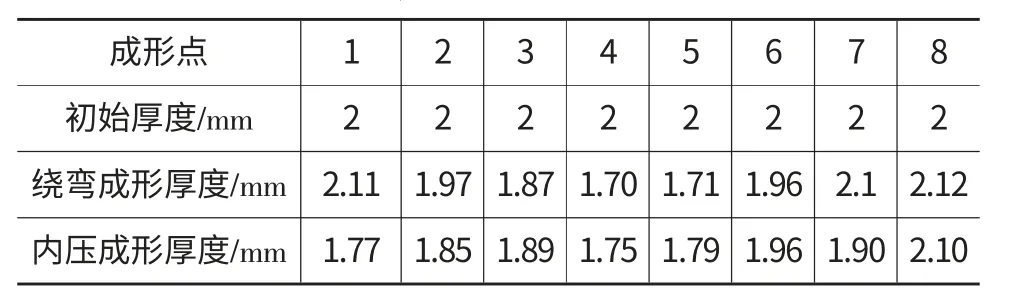
表3 管件成形厚度結果
如上表所示,在成形中點 3、5、6、7、8 在繞彎成形和內壓成形過程中厚度變化不大,主要與各點所處的位置有很大的關系,當管件很快和模具貼合時,此時內壓的影響就非常小,材料的流動也很少。而點1 處于繞彎成形的內側,在內壓成形時貼模也很慢,所以成形中材料流動較大,厚度變化較多。而點2 和點4 一旦和側壁貼合隨之變化也較小。
4 結論
(1)本文利用傳統的彎曲成形和內高壓成形彎曲異形管,充分利用兩種成形方式的優點成形傳統彎曲較難繞彎的異形管件,成形結果沒有起皺等缺陷。
(2)模擬了先繞彎后內高壓的過程;在繞彎成形后壁厚分布不均勻,有殘余應力以及回彈等存在,與實際情況更加相符,對后續的研究有一定的指導意義。
(3)研究了管件成形過程中內壓加載方式對成形過程的影響,可以發現不同的加載方式對不同點的影響不同。對在凹模底部和內側的影響不大,最主要的是影響與凸模貼膜的拐角區域。
(4)研究了管件從繞彎成形到內壓成形的成形過程,分析了各點的厚度變化情況,提出了對成形結果的影響主要是貼合模具的時間,當管件貼模較早的時候厚度變化較小,反之變化則較大。
[1]弓振川,顧一新,楊建中.我國異性鋼管的生產現狀與趨勢[J].上海金屬,1996,18(1):1-6.
[2]Kleiner M,HombergW,BrosiusA.Process and control of sheetmetal hy-droforming.Advanced Technology of Plasticity,Vol.II,Proc.of the 6thICTP,Sept.19-24,1999:1243-1252.
[3]何曉燕,周 林,錢 紅.淺談內高壓成形工藝與裝備.鍛壓裝備與制造技術[J].2006,41(6).
[4]徐明達,代宇春,趙立偉.管材內高壓成形技術的研究進展.鍛壓裝備與制造技術[J].2009,44(3).
[5]Li Heng,Yang He,Zhan Mei,Sun Zhichao,Gu Ruijie.Role of mandrel in NC precision bending process of thin -walled tube.International Journal of Machine Tools & Manufacture 47(2007)1164-1175.
