冷軋機用雙列圓柱滾子軸承保持架的改進
2013-07-21 08:23:26曹曉輝王蕾宇興隆
軸承 2013年2期
曹曉輝,王蕾,宇興隆
(瓦房店軸承集團有限責任公司 技術中心,遼寧 瓦房店 116300)
1 原軸承結構
隨著鋼鐵行業的快速發展,為適應高精度、高強度冷軋板材的軋制要求,高精密的冷軋機支承輥軸承成為發展趨勢。
應用于冷軋機支承輥的雙列圓柱滾子軸承結構如圖1所示,其由外圈、內圈、滾子、保持架、彈簧密封圈和平擋圈組成。其中保持架為整體式黃銅實體保持架(圖2)。軸承裝配時,一列滾子需從外圈端面的裝滾子缺口裝入保持架兜孔,即需通過外力使保持架產生瞬間變形,強行將滾子裝入保持架兜孔內,因此滾子易劃傷滾道,且保持架也會發生輕微變形,從而降低軸承的精度,影響軸承的壽命。對于精度要求不高的圓柱滾子軸承,此裝配方法可以滿足要求,但對于高精密冷軋機支承輥軸承,則不能使用這種方法裝配。
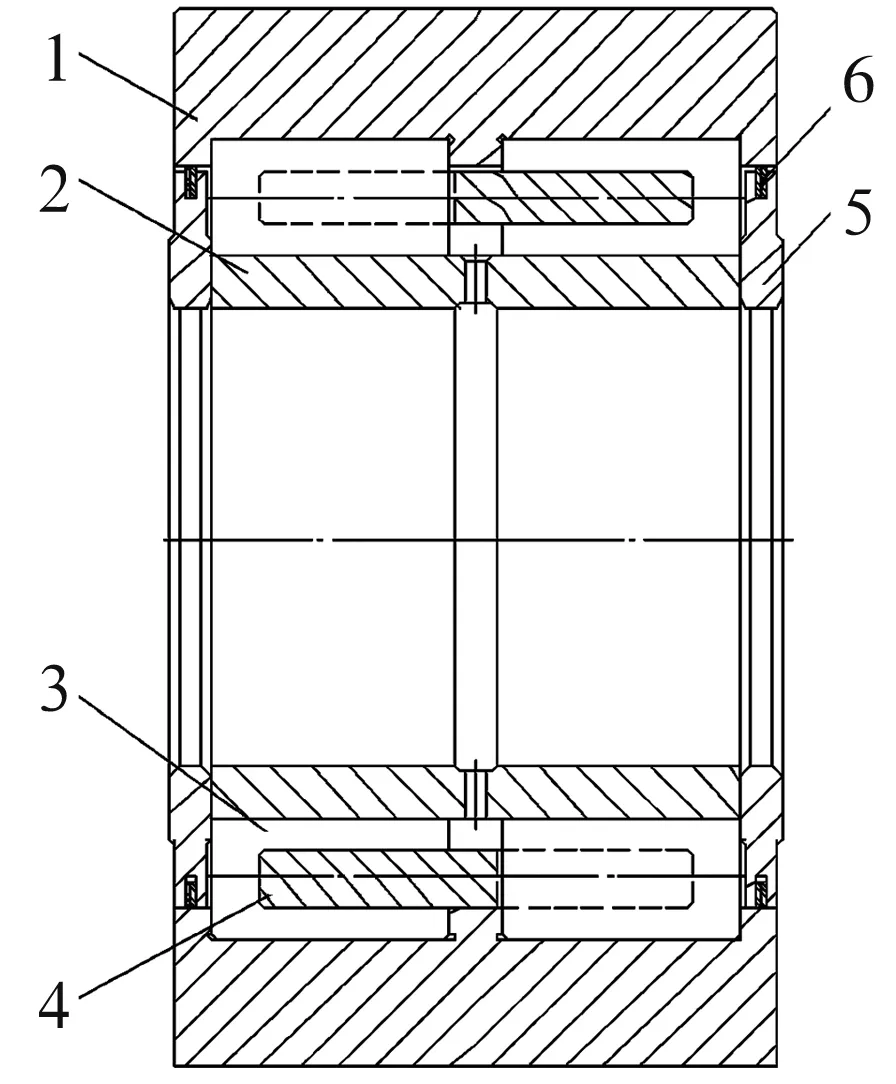
1—外圈;2—內圈;3—滾子;4—保持架;5—平擋圈;6—彈簧密封圈
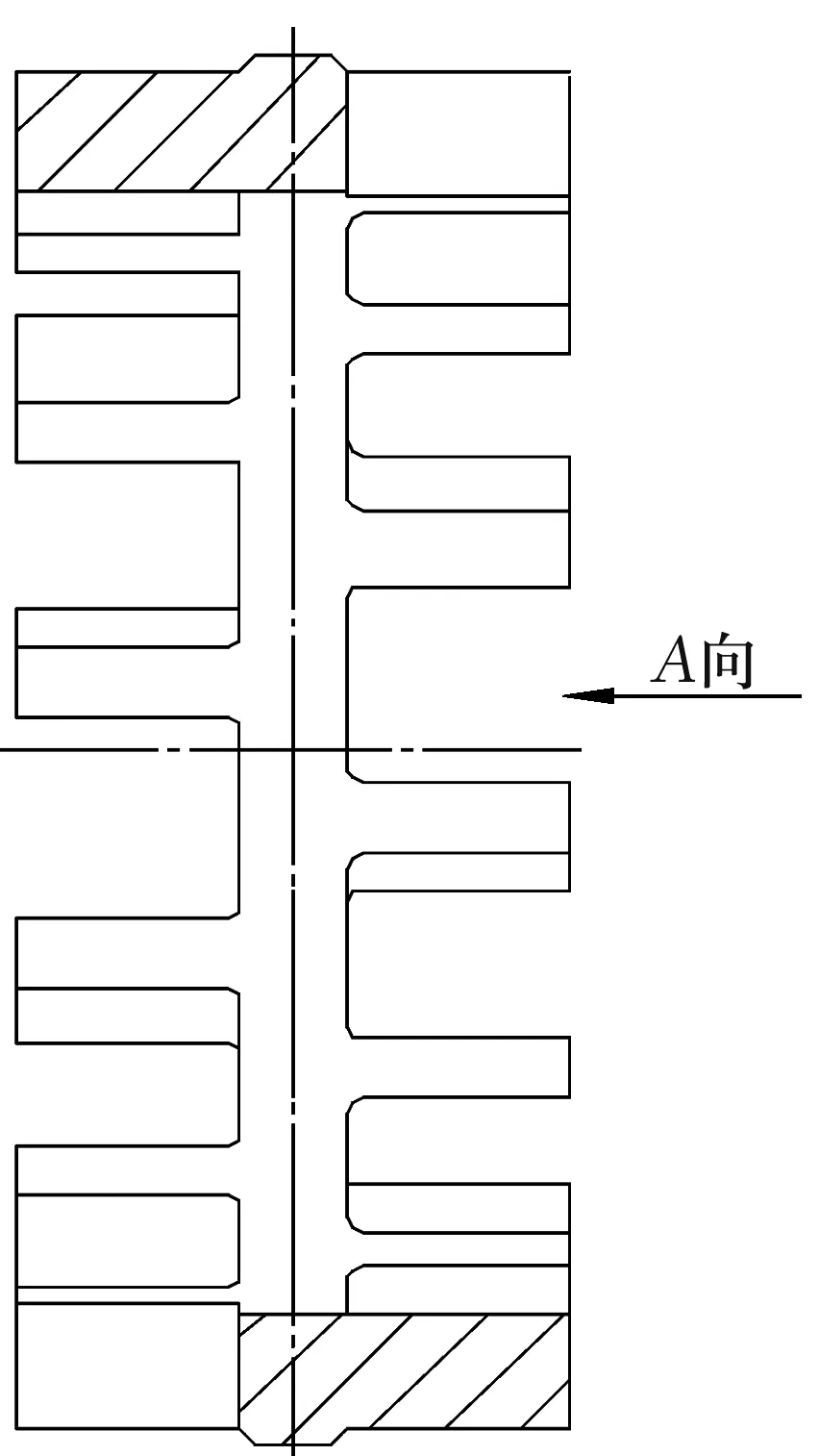
圖2 保持架
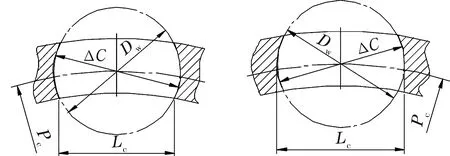
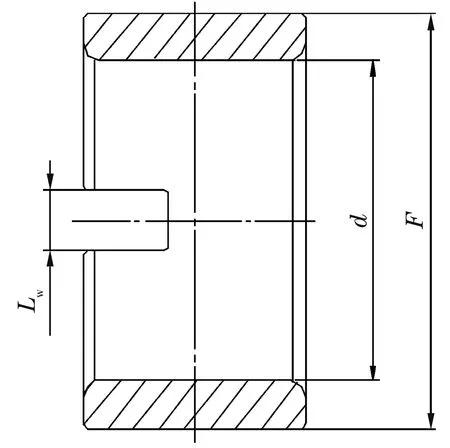
2 保持架兜孔形狀的改進
如圖2所示,保持架兩側兜孔交錯排列,兜孔與滾子具有一定間隙以保證滾子能夠靈活旋轉。改進前保持架的兜孔形狀如圖3a所示,圖中ΔC為保持架兜孔直徑;Dw為滾子直徑;Pc為保持架回轉中心徑;Lc為保持架內徑兜孔開口寬度。改進前Lc 因此,對保持架兜孔形狀進行改進,改進后的結構如圖3b所示。從保持架端面看,改進后的保持架兜孔形狀不再是單一的圓弧形,而是圓弧和直線組合形式(直線與圓弧相切),并且Lc>Dw,這樣裝配時滾子可以在直線形兜孔處從保持架內徑方向裝入,避免了滾子對滾道的劃傷,保證了軸承的精度和壽命。軸承外圈端面取消了裝滾子缺口,減少了加工工序,降低了成本。 (a)改進前 (b)改進后 改進后,為了避免裝配時滾子的散落,同時設計了一個帶缺口的內圈作為裝配工裝(圖4),缺口寬度Lw要稍大于Dw,內徑d及內滾道直徑F的尺寸及公差都要與標準內圈一致,以方便軸承裝配。 圖4 裝配工裝內圈 經過保持架的設計改進,裝配中軸承的精度得到了保證。改進后的軸承應用于多個鋼廠的冷軋機支承輥,不僅軸承精度達到了用戶的要求,而且壽命也得到了提高。