焊接工藝在42CrMo特大型轉盤軸承返修中的應用
2013-07-21 07:26:20李崇崇張磊磊霍曉磊趙瑞瑞王凱歌
軸承 2013年6期
李崇崇,張磊磊,霍曉磊,趙瑞瑞,王凱歌
(洛陽LYC軸承有限公司 a.特大型軸承廠;b.控股風電部,河南 洛陽 471039)
特大型轉盤軸承廣泛應用于起重機械、工程機械、港口機械、冶金機械及風力發電等重要領域,其使用過程中轉速通常較低,能夠承受軸向載荷、徑向載荷和傾覆力矩。由于大多數特大型轉盤軸承的使用環境比較惡劣,如風沙、地下、海水環境等,且承受重載、交變載荷和沖擊載荷的作用,因此,轉盤軸承在使用若干年后會出現各種損傷。由于更換費用高,可以考慮對軸承進行返修,對局部損壞的滾道和齒輪進行修復,恢復其原有功能。
1 特大型轉盤軸承的損傷特征
特大型轉盤軸承的損傷形式有疲勞、磨損、腐蝕、塑性變形、裂紋、滾道剝落、齒根斷裂等,根據損傷對軸承的危害性,對主要損傷特征進行原因分析,見表1。

表1 轉盤軸承典型損傷特征及形成原因
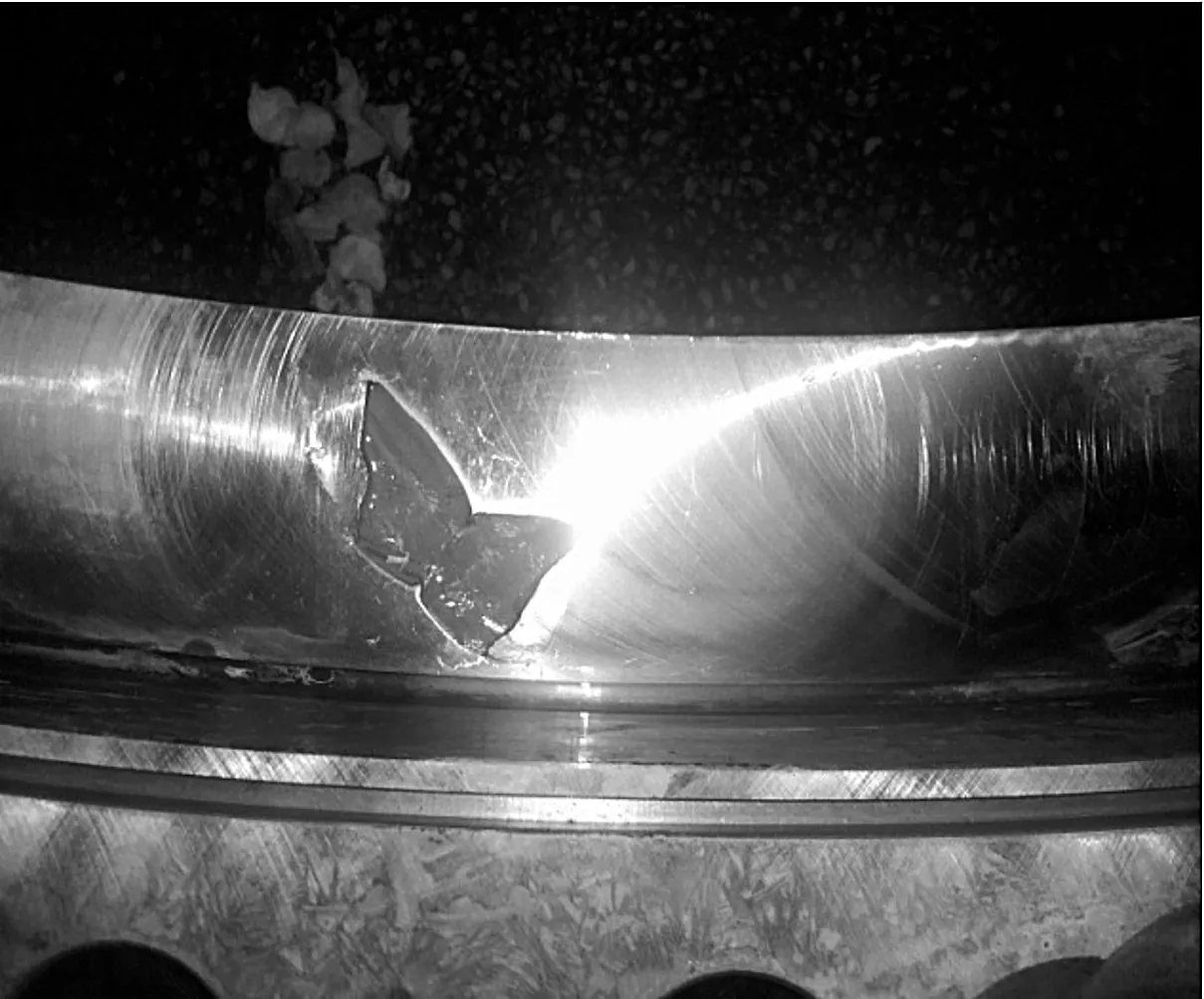
圖1 滾道片狀剝落

圖2 保持架與滾子損壞

圖3 滾道磨損

圖4 磨損放大圖
2 焊接修復工藝
對于輕微的滾道磨損,通過對滾道的磨削和增大滾動體尺寸,可保證轉盤軸承的原有游隙,恢復其使用性能,而嚴重的滾道磨損和裂紋會演變成剝落,將無法通過磨削來消除滾道缺陷,恢復其使用性能。經過多年的試驗探索,采取焊接工藝,在滾道剝落處補焊一層耐磨金屬,再進行相應的熱處理,最后通過滾道磨削,配置適當的滾動體,實現了對特大型轉盤軸承的修復。

圖5 滾道裂紋

圖6 斷齒
下面主要對42CrMo轉盤軸承的滾道剝落和齒輪斷齒兩類嚴重缺陷的返修進行介紹。
2.1 滾道剝落的焊接修復
滾道剝落多出現在軸承滾道軟帶附近,該處硬度突變(22~55 HRC),應力集中,在受到沖擊載荷或長期交變應力作用下易發生剝落,嚴重影響軸承的使用性能。采用焊接工藝補焊缺陷,焊后進行熱處理,然后磨削滾道加以修復,可以達到轉盤軸承的使用強度,滿足用戶的要求。
2.1.1 焊接材料的選擇
正確選擇焊接材料是轉盤軸承補焊缺陷的關鍵,補焊部分質量和性能與焊接材料關系十分密切,關乎焊接修復的成敗。由于補焊區和熔合區有合金元素和碳擴散等,存在一個過渡區,該處化學成分和金相組織不均勻,物理性能、力學性能有較大差異,可能引起缺陷或降低材料性能。因此,必須根據母材42CrMo的成分、性能、補焊形式和使用要求選擇焊接材料。42CrMo為低合金高強度結構鋼,要求補焊材料強度小于42CrMo,其塑性和沖擊韌性優于42CrMo。經過多次試驗和優選,采用奧氏體不銹鋼焊絲ER308L進行補焊,補焊金屬處基本上為奧氏體組織,由于Ni的含量較高,能起到穩定奧氏體組織的作用,可以抑制熔合區中碳的擴散,防止馬氏體組織的產生和聚集,改變焊接處的應力分布,避免出現裂紋,是比較理想的填充材料。
2.1.2 焊前準備
用砂輪機將軸承滾道剝落處拋光,顯出材料本色,然后用滲透探傷法檢查表面,確定表面無缺陷;使用丙酮清理表面;由于42CrMo強度超過800 MPa,碳當量比較高,焊接前須進行預熱,預熱溫度不低于100 ℃,可整體預熱也可局部預熱。
2.1.3 焊接方法
由于焊件要經過加熱和冷卻,在熔合線附近容易產生脆性馬氏體組織和滲碳層,若再受到熱應力作用,容易產生裂紋。因此,采用手工氬弧焊進行焊接,以降低焊接區域的熔合比和母材的金屬熔化量,避免裂紋等缺陷的產生。同時,焊接電流、焊條直徑、焊接速度、焊條移動方法及焊接層數的選擇,應以減少母材金屬的熔化和提高焊縫的堆積量為主要原則。為減少焊縫金屬的稀釋率,采用小電流、小直徑焊條和高焊接速度進行焊接,并采用多層多道焊,避免產生冷裂紋。焊接收尾時必須填滿弧坑,以免產生弧坑裂紋。
2.1.4 補焊操作重點
控制層間溫度和焊接熱輸入是補焊操作的要點,控制方法為:
(1)采用多層多道焊,層間間隔一段時間,以控制層間溫度;
(2)每層焊后,除去表面(黃色)氧化層,用滲透探傷法檢查表面無裂紋等缺陷后再進行下一層焊接;
(3)每層焊縫(整個焊縫)都要用小錘進行錘擊,且能夠看到清晰的錘擊痕跡,錘擊的頻率為3 Hz;
(4)采用小電流、高焊接速度進行焊接,以減小焊接熱的輸入,避免產生冷裂紋。
2.1.5 焊后處理
返修工件焊后進行150 ℃×4 h回火處理,以提高接頭淬硬區塑性,減小焊接應力,減小裂紋出現的概率。
2.2 齒輪斷齒的焊接修復
特大型轉盤軸承在沖擊載荷作用下,容易出現個別齒提前斷裂,影響整套軸承的使用,而整體更換的費用較大,因此,通過焊接進行挽救,以達到軸承的預定使用壽命。
轉盤軸承齒輪有齒面淬火和齒面未淬火兩種形式,齒面未淬火齒輪可以按照普通低合金結構鋼的焊接方法進行焊接,在此不再贅述。著重介紹42CrMo特大型轉盤軸承齒面淬火后斷齒的補焊技術。因為齒輪經過表面淬火后,表層組織和內部基體組織發生改變,應力分布差異大,必須采用特殊的焊接方法,才能避免焊接裂紋、氣孔和脫焊等缺陷的產生。
2.2.1 焊接材料的選擇
選用奧氏體不銹鋼焊絲ER308L打底焊第1層,改變焊接處的應力分布,避免出現裂紋;再采用D127堆焊焊條填滿坡口。D127為低氫型藥皮的堆焊焊材,其硬度大于35 HRC,適用于常溫的中高硬度材料補焊。
2.2.2 坡口形狀
采用雙面U形坡口(X坡口的一種),焊縫截面中心線對稱布置,焊后齒輪主要受到縱向和橫向的收縮力,可以有效避免焊接角變形,影響齒形角。
2.2.3 焊前準備
使用丙酮清理坡口表面;焊件預熱溫度不低于100 ℃,優先采用局部預熱法。
2.2.4 焊接工藝
斷齒的焊接層次如圖7所示。第1層采用ER308L焊條,從中間到兩側分段逆向焊接,每段焊縫長10~20 mm,厚度1.5 mm左右;第2~4層采用D127焊條焊接,厚度控制在2.5 mm以內,以避免產生過多的焊接熱,防止產生冷裂紋。焊接層間間隔一段時間,以控制層間溫度;每層焊縫都使用丙酮清洗,保持焊縫的清潔;每層焊縫(整個焊縫)都要用小錘進行錘擊,且能夠看到清晰的錘擊痕跡,錘擊的頻率為3 Hz。

圖7 焊接層次
2.2.5 焊后處理
焊后立即對返修工件進行150 ℃×4 h回火處理。
3 結束語
此焊接工藝可以用于42CrMo特大型轉盤軸承的返修,用來修復軸承的滾道剝落、齒根斷裂和滾道磨損等各種缺陷,返修后滿足了其使用要求,延長了軸承的使用壽命,節約了成本。另外,對研究高硬度、高強度中碳合金鋼的焊接工藝也有一定的借鑒意義。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
