軸承鋼球表面缺陷分析方法
2013-07-21 07:26:22梁華王姍姍仇亞軍李金菊
軸承 2013年6期
關鍵詞:裂紋
梁華 ,王姍姍,仇亞軍,李金菊
(1.洛陽軸研科技股份有限公司,河南 洛陽 471039;2.徐州羅特艾德回轉支承有限公司,江蘇 徐州 221004)
1 常見缺陷及分析方法
鋼球的加工方式主要分為冷、熱加工,小尺寸鋼球一般采用冷鐓成形,而較大尺寸鋼球則采用熱軋或熱鍛成形。不同的加工方式形成的表面缺陷也各有特點。總體來說,鋼球表面較常見的缺陷主要有原材料表面裂紋,冷、熱加工折疊,淬火裂紋,砂輪擠傷,腐蝕斑點和軟磨金屬疲勞等,而每種缺陷的形貌特征、微觀金相組織、采用的分析方法及應對措施是不同的,其主要區別見表1。

表1 鋼球表面缺陷的形貌特征、分析方法及應對措施[1]
根據鋼球表面缺陷形貌,首先結合表1對缺陷種類及分析方法進行初步的選擇并進行檢驗與分析,依據結果進行綜合判斷,最終確定鋼球表面缺陷的種類及其產生的原因。
2 檢驗與分析實例
某公司送檢4粒GCr15鋼制Φ50 mm成品鋼球,其中1粒為熱酸洗球,其表面布滿尺寸不等的小凹坑缺陷,局部可見彎曲狀細裂紋;另3粒為成品球,表面光亮,但仔細觀察發現表面局部存在2 mm左右的小缺陷(圖1和圖2)。據介紹,該規格鋼球是在進行常規渦流探傷時發現了異常并確定存在表面缺陷的。為了確定鋼球表面的缺陷性質,對送檢的4粒鋼球進行了詳細分析。

圖1 鋼球(熱酸洗后)表面缺陷形貌

圖2 鋼球表面缺陷形貌(缺陷位于標注區域內)
2.1 宏觀形貌檢查
將圖2所示鋼球表面標注區域放在放大鏡下觀察,發現鋼球表面缺陷均為黑色,大小各異、形狀為點狀或細線狀,呈隨機分布。
2.2 掃描電鏡及能譜分析
采用JSM-6380LV掃描電鏡對圖2所標注的鋼球表面的3個缺陷(分別編號1#,2#和3#)進行變倍觀察(圖3~圖8)。并采用EDS能譜儀對缺陷部位成分進行分析。結果表明,鋼球表面缺陷形貌各異并呈疏松態,其中1#缺陷尺寸最大,為572 μm×337 μm。缺陷表面材料成分中的氧含量較高,將缺陷解剖后發現剖面內存在許多微裂紋和灰色異物,能譜分析結果表明,該灰色異物主要為氧化鐵。
2.3 金相檢驗
將鋼球表面1#和2#缺陷(圖3和圖5)的剖面用4%硝酸酒精溶液腐蝕后,放置在金相顯微鏡上對缺陷底部金相組織進行觀察,發現缺陷處較疏松,呈弧線或蝶狀,內部局部存在細小的灰色異物,另外底部還存在嚴重的脫碳現象,其中,1#缺陷深度為0.25 mm(圖9),2#缺陷剖面形貌如圖10所示。
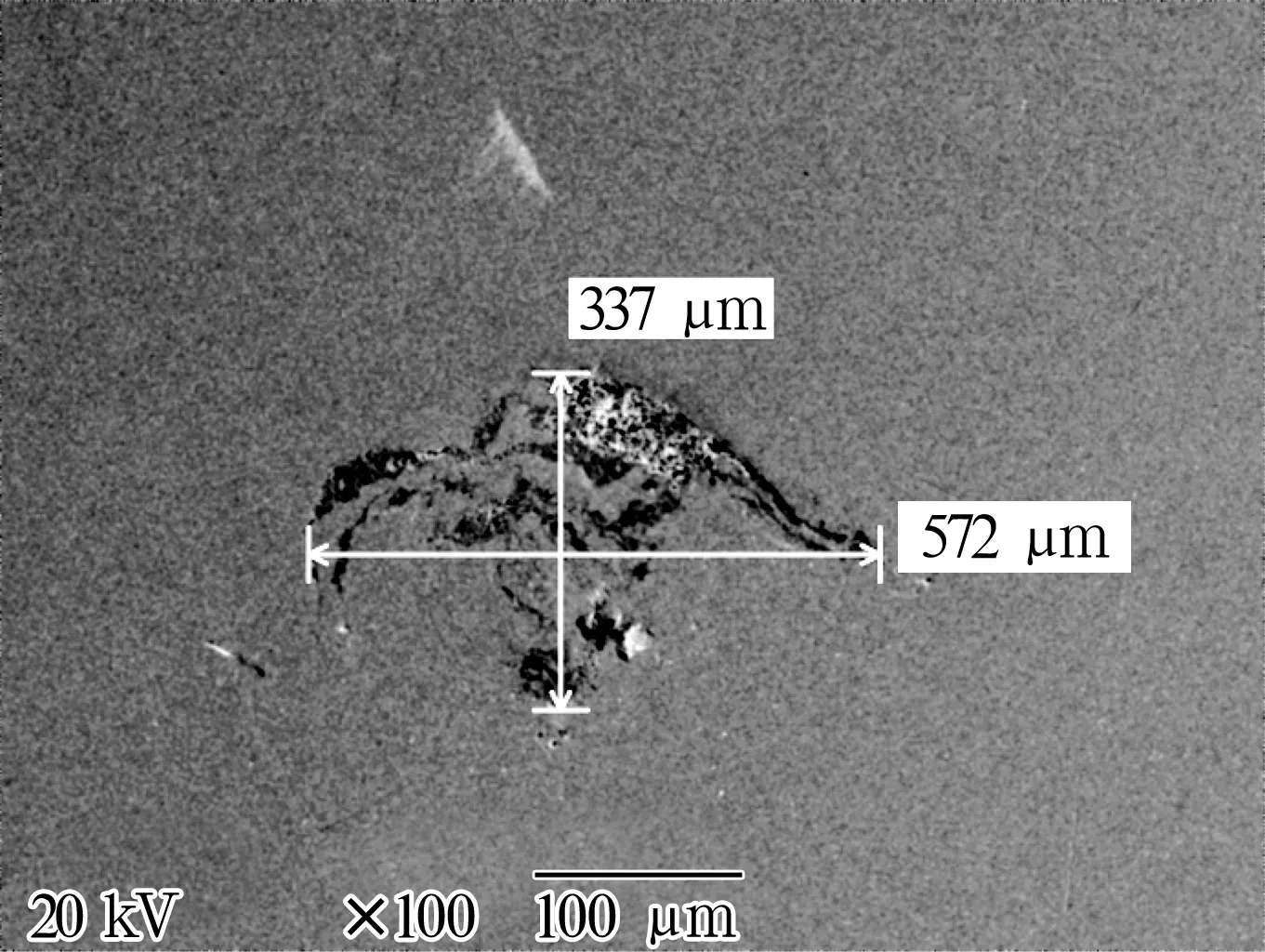
圖3 鋼球表面1#缺陷形貌
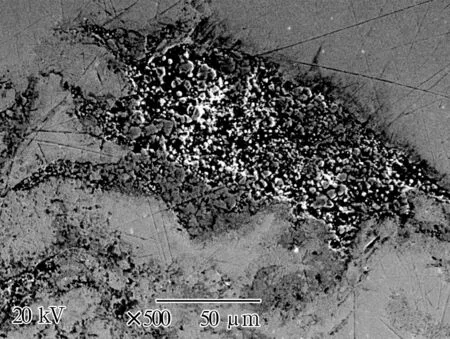
圖4 1#缺陷局部放大形貌

圖5 鋼球表面2#缺陷形貌
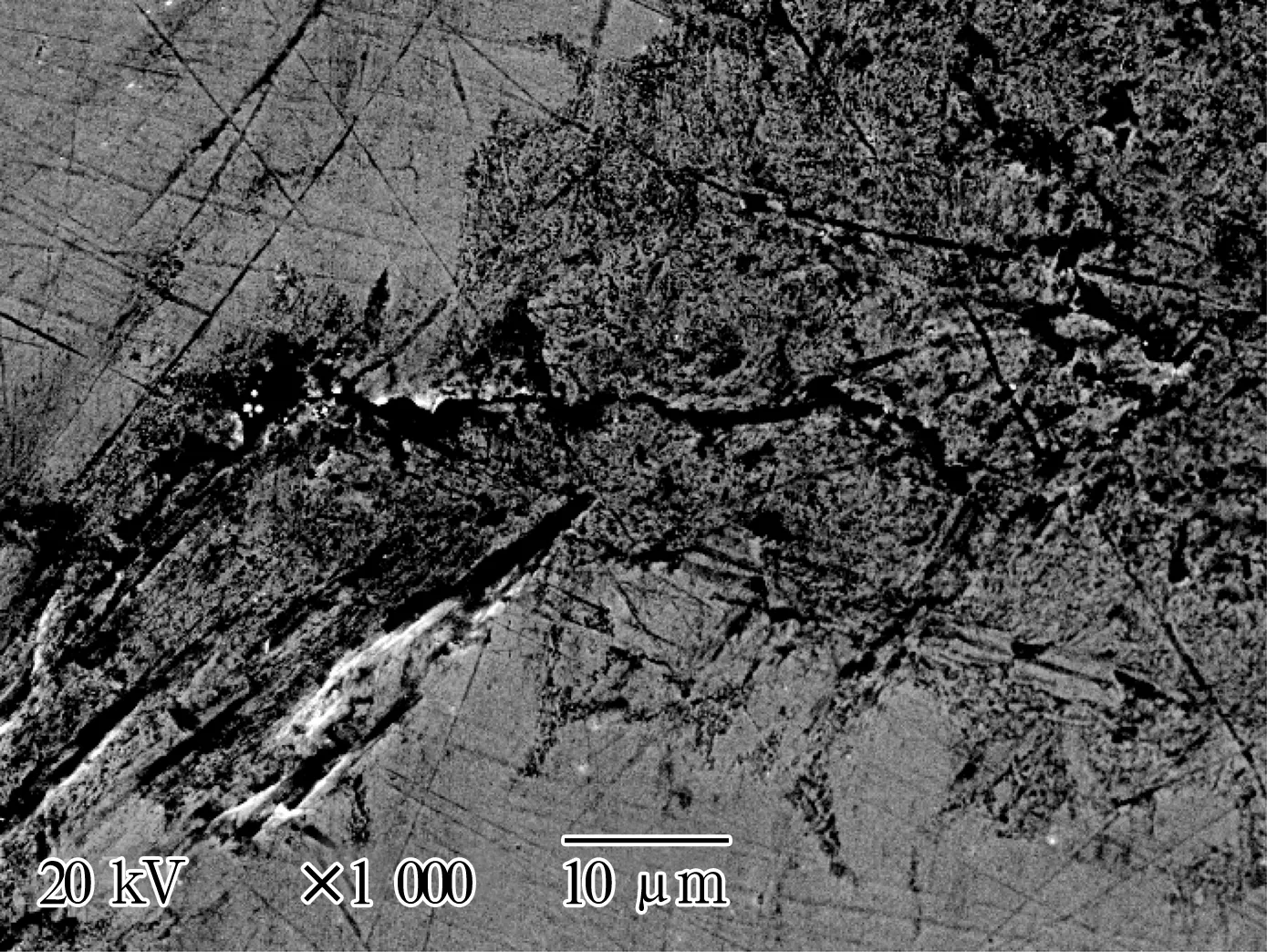
圖6 2#缺陷局部放大形貌
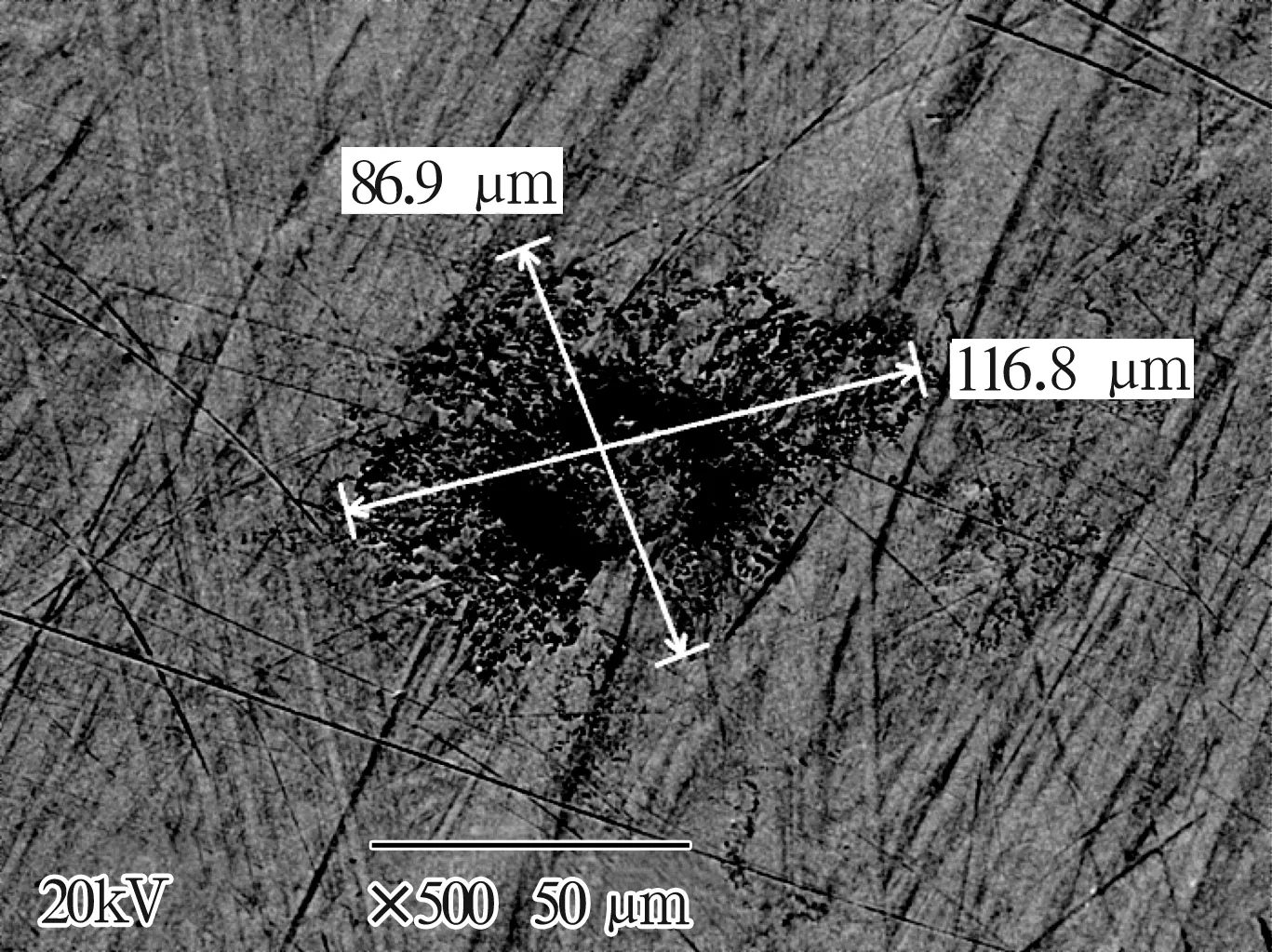
圖7 鋼球表面3#缺陷形貌

圖8 3#缺陷放大形貌

圖9 圖3所示1#缺陷的剖面形貌

圖10 圖5所示2#缺陷的剖面形貌
鋼球的淬、回火組織為3級,網狀碳化物為1級,屈氏體為2級(距表面3 mm 以內),符合JB/T1255—2001《高碳鉻軸承鋼滾動軸承零件熱處理技術條件》要求。
2.4 熱酸洗檢驗
將送檢的另2粒鋼球按照JB/T 1255—2001進行熱酸洗。結果發現,鋼球表面和兩極上均存在凹坑缺陷,如圖11所示,這說明缺陷是隨機分布的,與原材料質量和軋制狀態無必然聯系。

圖11 分布在鋼球兩極的凹坑缺陷
2.5 工藝過程調查
據介紹,鋼球的加工工藝過程為:原材料熱軋退火→分裝→軟磨→淬、回火→硬磨→超聲波探傷→研光→渦流探傷。該鋼球生產廠家購進的是熱軋退火毛坯球,經取樣熱酸洗檢驗后進行軟磨,總留量約為3 mm,其中光球深度約為2.5 mm。該批鋼球在軟磨前進行了分裝,每盒約200 kg,每臺磨床同時加工2盒球,為同一個批次,且直至成品該批次號均不變。軟磨前對購進的該批次毛坯球進行熱酸洗檢驗未發現異常,但在渦流探傷時卻發現其中一個批次的部分鋼球表面存在缺陷,而其余批次鋼球表面均未發現異常。
根據工藝過程調查并結合熱酸洗的結果認為,鋼球表面缺陷與毛坯球無直接關系,初步判定缺陷是在后續加工過程中產生的。
2.6 結果分析
根據金相檢驗確定缺陷底部存在嚴重脫貧碳的結果認為,鋼球表面缺陷產生于熱處理淬、回火工序之前,即缺陷是在軟磨工序產生的。
該批次球坯環帶較大(單邊磨量約為1.25 mm),當光球盤的溝槽鈍化后,由于鋼球在上、下球盤間主要承受往返擠壓、搓揉力的作用,其尺寸消耗很慢,若在此狀態下長時間軟磨,鋼球表面會產生金屬疲勞層(或稱疏松層),在外觀上表現為黑點、凹坑或細微的龜裂紋。由于軟磨時的加工疲勞層較疏松,與基體的結合能力較差,很容易在隨后的加工過程中剝落,形成麻點或凹坑[2]。另外,由于熱軋鋼球表面存在較多的氧化皮,在光球過程中很容易脫落被壓入金屬疲勞疏松層并遺留在凹坑等缺陷中。該缺陷形成于熱處理工序之前,又較疏松,故很容易脫碳。
結果認為,送檢鋼球表面的凹坑等缺陷屬于軟磨金屬疲勞,形成于熱處理工序之前的光球過程中。建議采取以下預防措施[3]:
(1)改變機床工藝參數。建議采取2次光磨,即先后采用低壓低速、高壓高速、低壓高速和低壓低速進行磨削。
(2)保持光球液的潔凈度,并及時更換切削液,提高切削液的清洗能力,使光球盤溝槽具有較好的“自銳更新”能力;避免因長時間加工而導致鋼球表面金屬疲勞。
3 結束語
在鋼球表面缺陷的分析過程中有幾種缺陷較相似,易造成誤判,如冷、熱加工折疊,砂輪擠傷及軟磨金屬疲勞,這就需要根據缺陷的外觀形貌、分布狀態、加工工藝過程以及特有的微觀組織特征等進行綜合分析才能準確定性。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
