新型滾子自動送料器
2013-07-22 00:41:24張倫滕飛
軸承 2013年9期
關鍵詞:方向
張倫,滕飛
(瓦房店軸承集團有限責任公司,遼寧 瓦房店 116300)
滾子加工過程中需要持續不斷地供料,通常采用角帶式傳輸機輸送滾子,其占地空間大,操作不便。機床一旦定位,工藝布局改變較麻煩且柔性不足。為節約生產空間,解決滾子加工自動連線柔性化問題,降低成本,保證滾子加工時工序間的自動傳輸,設計了一種新型滾子加工自動送料裝置。
1 送料器結構組成
滾子間歇式自動送料器主要由機架、隔料缸、夾料缸、送料缸組成,其結構如圖1所示。其中,機架是其他3個部分的連接骨架;隔料缸的作用是對來料方向的滾子進行有規律的隔斷和放進;夾料缸和送料缸聯合作用,共同把放進的滾子通過出料管接頭推出。隔料缸前端來料適用于主動來料和自重來料方式。如果采用主動來料方式,則送料缸的送料速度應稍大于來料速度,如果采用自重式來料,則沒有要求。該送料器的運行節拍可以通過調整送料缸進、出口上的單向節流閥來完成。適用范圍為:最大滾子直徑25mm,最小滾子直徑15 mm,滾子長度大于30 mm,送料高度小于1 000 mm。另外,通過改換工裝,可進一步擴大使用范圍。
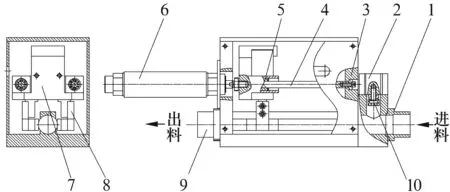
1—來料管接頭;2—隔料缸;3—機架;4—導向桿;5—直線軸承;6—送料缸;7—夾料缸;8—夾臂;9—出料管接頭;10—壓桿
2 工作原理
滾子間歇式自動送料器工作狀態如圖2所示,來料管接頭所接軟管與上工序相連,出料管接頭所接軟管與下工序相連。工作時,手動調節隔料缸的壓桿使其壓住一個滾子,然后讓上工序的滾子按正常工作狀態往前推進,在料管內自然排列;隔料缸接到指令后,壓桿抬起,來料方向的滾子按照一定的(行程)節拍往前推移,此時送料缸攜帶夾料缸沿導向桿向來料方向快速移動;到終點后,夾料缸夾料,送料缸攜帶夾料缸沿導向桿向相反方向移動,將滾子推向下一工序。如此往復,實現滾子工序間的間歇式自動送料。整個過程的順序動作和節拍依靠PLC完成。
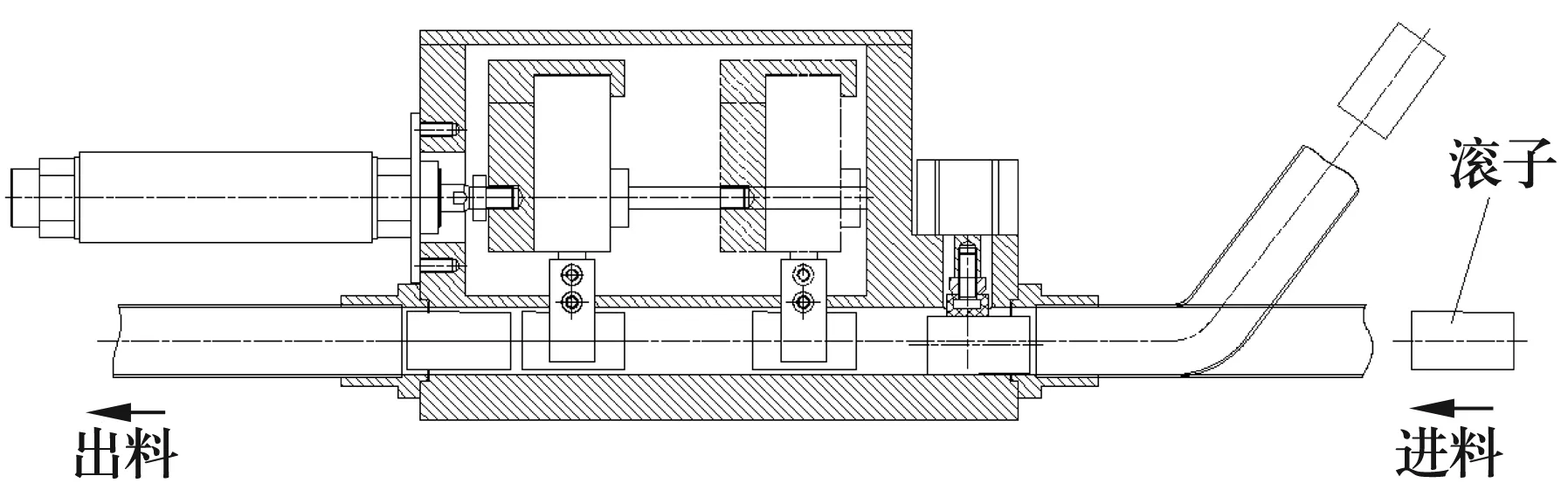
圖2 滾子間歇式自動送料器工作狀態圖
3 結束語
滾子間歇式自動送料器結構簡單,設計輕巧。與角帶式傳輸機相比,制造成本低,維護方便,占用生產空間小,可以做到連線柔性化,工藝布局可塑性大。經在鐵路貨車大修滾子終磨加工生產線上進行驗證,效果良好。
需要注意的是,滾子長度應大于直徑,否則滾子容易在通道內翻滾而造成故障;進、出料口的塑料管允許水平、垂直方向布置,但圓管的折彎處應圓滑、自然,當進料口水平布置時,進料必須具有主動推動力;輸送圓錐滾子時,滾子在通道內發生傾斜、阻擋,這主要是由于通道磨損嚴重,造成通道窗口變大,使圓錐滾子小頭阻塞所致,這時需更換通道。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50