三輥卷板機輥軸斷裂修復
2013-07-25 11:22:04莫志豪
設備管理與維修 2013年4期
莫志豪
一、前言
Φ300mm×3000mm卷板機是20世紀70年代機械廠自行設計制造,因上輥軸斷裂,需要進行焊接修復。由于材料為中碳調質鋼50SiMn,斷裂處截面直徑80mm,焊接施工難度大。為保證質量,研究制定相關焊接工藝。
二、材料焊接分析
50SiMn鋼的含碳量 0.46%~0.54%,含 0.8%~1.1%Si、0.8%~1.1%Mn等合金元素,鋼的淬硬傾向大,有較高的空淬性,尤其是高碳粗大馬氏體,導致嚴重脆化,增大了焊接接頭冷裂傾向。另外,碳和合金元素含量高,焊縫凝固結晶時溫度區間大,偏析傾向也較大,因此,焊接時具有較大的熱裂紋敏感性,所以焊接時容易出現冷裂、熱裂、熱影響區的脆化和軟化以及再熱裂紋等問題,焊接性較差。根據這一特點,對于焊接材料的選擇,要使之化學成份與母材相同或相近,既要滿足接頭的強度和使用條件,又要保證避免裂紋產生。為了保證修復成功,防止裂紋產生,還必須采取焊前預熱,合理控制層間溫度,以降低接頭冷卻速度,并且接頭焊好后要進行熱處理,以消除焊接殘余應力,改善接頭的組織和性能。
三、焊前準備
1.焊接方法選擇
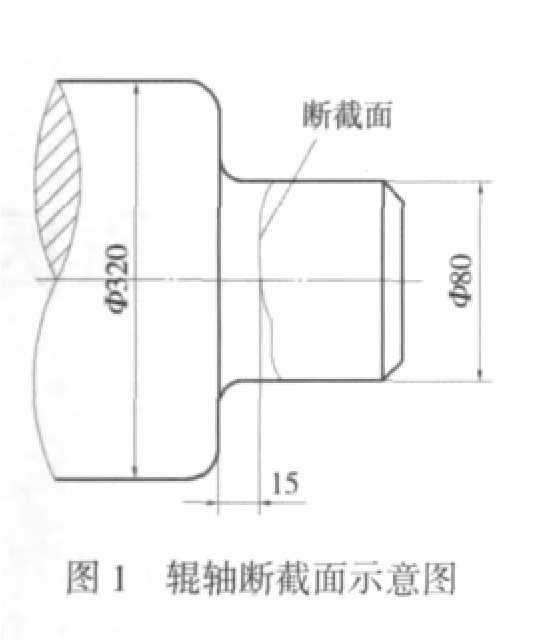
由于上輥軸斷裂截面處于變截面處,斷面處是軸承位,直徑80mm,大端處是輥軸,直徑320mm,斷裂處離輥軸端15mm,輥軸斷截面如圖1所示。
2.焊接材料選擇
由于50SiMn鋼含碳量高,淬火傾向較大,尤其焊接直徑較大的斷軸時,在焊接熱循環作用下,近焊縫區的淬火傾向更大,這種脆性狀態加上較大的收縮應力,就會導致近焊縫區冷裂。此外,因為母材的含碳量較高,施焊第一層時,有大量的母材熔入,使焊縫金屬具有較高的含碳量。因此,必須采用高韌性超低氫型焊條J607RH預堆過渡層,再用J107Cr(或J857 Cr)焊條填充金屬。
3.坡口加工
由于輥軸直徑大而且長,單邊焊縫高30mm,所以決定采用U形坡口焊接,焊縫尺寸如圖2a,U形坡口角度為25°±5°,并保留5mm的鈍邊。加工后用超聲波檢驗,決不允許有殘留裂紋。
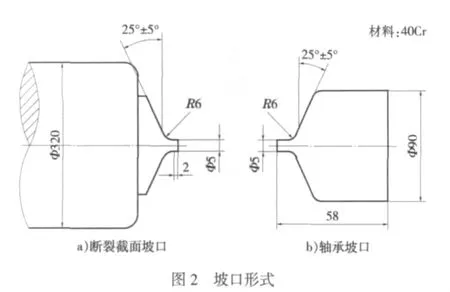
斷裂小段由于尺寸變短不能再用,決定重新加工軸承段,如圖2b尺寸,材料采用50SiMnMoB鍛鋼,采用車床加工成型,U形坡口角度為25°±5°,并保留5mm的鈍邊。
四、焊接工藝過程
1.預熱
采用氧乙炔火焰將坡口及附近區域均預熱到250~300℃,要求焊接的地方均要預熱,包括大斷截面處的堆焊及組對施焊。
2.焊接
(1)要求具有經驗且技術熟練的焊工擔任焊接任務,焊工必須持有勞動部門頒發的鍋爐壓力容器焊工合格證,操作項目應在持證范圍并在有效期限之內,且焊接時嚴禁在輥軸上引弧。施焊前,先把輥軸平放在簡易轉胎上,用手提砂輪對坡口及周邊10~15mm范圍內要徹底打磨清理干凈,去除油污、銹蝕、結垢、氧化皮等雜物,直到呈現金屬光澤。然后按表1焊接工藝要求,用J607RH焊條預堆焊過渡層,即凡與母材接觸面均要打底焊兩道(焊條嚴格按烘干溫度烘干,待用的焊條應放在保溫筒內,必須隨用隨取)。施焊時,坡口處鈍邊務必焊透,且要求過渡層達到坡口高度的1/3處時,再改用J107Cr(或J857 Cr)焊條填充。
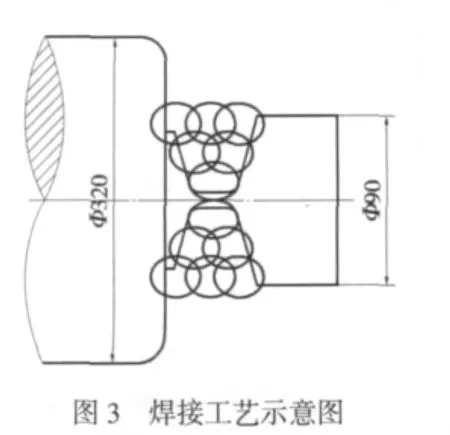
(2)輥軸的焊接裂紋傾向大,大熔敷量,更容易造成焊接應力而產生裂紋,為減緩應力,避免裂紋產生,盡量采用小參數施焊。打底焊后應立即進行后道的焊接,手弧焊以小擺幅月牙形方式進行,焊條擺動到坡口兩側時應稍稍加以停留,熔化坡口邊緣1~2mm以防咬邊。收弧時對弧坑稍增填熔滴,在更換焊條時,將起焊部位藥皮敲掉10mm左右,直至施焊完成。焊接參數見表1,焊接工藝圖見圖3。
(3)施焊過程中要保持層間溫度為200~250℃,剛焊完的每段焊縫都要要采用錘擊處理,消除焊接殘余應力,打碎正在成長的柱狀晶粒,使焊縫組織致密均勻。

表1 焊接參數表
3.焊后熱處理
焊后立即消除應力,即不讓焊件冷卻就回火處理。由于輥軸較長,需專用加熱爐,為縮短周期、節約費用,采用車間就地消除應力處理,用加熱帶進行加熱回火保溫。回火保溫溫度630±5℃保溫2.5h,每小時升溫50~70℃,上升溫度每差70℃ 延長保溫時間3h。熱處理時,防止軸發生變形,將接頭兩側墊好。
4.焊后機加工
由于輥軸直徑大而且長,所以我們決定采用臥式鏜床加工。熱處理后,對焊縫進行100%X射線檢測,II級片合格率達到100%。然后將輥軸放在臥式鏜床上按圖紙要求加工,加工時要保證軸承與輥軸的同軸度要求。同時要求對軸進行高頻淬火,淬火溫度 850~870℃(油淬),淬后硬度 300~350HB。
五、注意事項
對合金結構鋼的焊接一定要注意:(1)冷裂紋對焊接應力及焊縫含氫量的敏感性大,因此要徹底清除應力集中點,并選用高韌性、超低氫型焊條預堆過渡層。(2)焊接件很大,散熱快,因此要控制好層間溫度,當層間溫度低于200℃時,要停止焊接,重新加熱后再進行施焊。(3)軸較長,焊后要進行熱處理,熱處理時,將接頭兩側墊好防止軸發生變形。(4)接頭焊好后應進行機加工,機加工時要保證軸間的同軸度要求。
輥軸修復后,經過兩年多的使用,一切正常,表明焊接修復成功。
W13.04-10
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
