氨壓縮機段間冷卻器在線堵漏創新技術及運行評價
2013-07-31 12:59:48樊雙新
化工設計通訊 2013年4期
樊雙新,邵 軍
(河南煤化集團中原大化公司,河南 濮陽 457004)
1 概 述
河南中原大化有限責任公司年產300kt合成氨裝置,是我國引進的具有上世紀八十年代國際先進水平的大型合成氨裝置。它以天然氣為原料,日產合成氨1 000t;采用UHDE-AMV低能耗工藝流程。在氨合成工序,混合氣中氨與未反應的氮氣、氫氣的分離是采用普通冷凍的方法。據在溫度相同、壓力相同的條件下,氣氨的液化溫度比氮氣、氫氣都要高,更加容易冷凍下來這一特性,利用溫度較低的液氨作為氣氨的冷凍劑,將氣氨冷凝,而后與未液化的氮氣、氫氣分離。這樣一來,作為冷凍劑的液氨的溫度,直接影響到合成工序混合氣中氣氨的含量;冷凍劑溫度的增高,直接影響到合成塔入口的氨凈值,增加了氣氨分壓,降低了合成塔的轉化率。
2 冷凍回路工藝流程簡介
我公司采用的氨壓縮機裝置為兩級氨冷的冷凍循環,選用了2MCL528單缸兩段離心式壓縮機,由HG32/20背壓式蒸汽透平(09MT01)驅動。來自第一氨冷器(08E005)的氣氨和來自第二氨冷器(08E006)及氣體冷卻器(10E004)的氣氨,分別進入氨壓縮機(09K001)一段的吸入側,經一段壓縮入段間冷卻器(09E005)冷卻后再與從氨閃蒸槽(09D001)來的氣氨匯合,于42℃、0.908MPa進入09K001的二段吸入側,壓縮至1.56MPa、100℃,經水冷器(09E002A/B),氣氨液化為液氨,入氨收集器(09D002),然后流經換熱器(09E003A/B)。氨閃蒸槽(09D001)及產品氨加熱器(09E004)液氨與來自閃蒸槽(08D001)的冷氨進行換熱,使之冷卻減壓降溫,重新作為冷凍劑送往第一、二氨冷器(08E005、08E006)和氣體冷卻器(10E004)使用,構成冷凍循環回路(如圖1所示)。
3 事故描述
作為氨壓縮機(又稱冰機)一段出口到二段入口之間的段間冷卻器(09E005),是一套至關重要的換熱設備。氨壓縮機一段出口來的氣氨入中間冷卻器(09E005)冷卻后再與從氨閃蒸槽(09D001)來的氣氨匯合后進入09K001二段吸入側。09E005換熱效果的好壞,直接影響到氨壓縮機二段入口溫度。氨壓縮機入口氣氨溫度增高,不但增加氨壓縮機的功耗,而且使氨壓縮機二段出口氨產品的溫度也有所增高,降低氨壓縮機的做功效率。我公司09E005采用的是浮頭式換熱器,氣氨走殼程,循環水走管程。在今年設備開車運行正常以后,發現09E005入口溫度T09004為64.9℃,出口溫度T09007為59.7℃,進出口溫差不大;背壓式蒸汽透平(09MT01)的蒸汽消耗在138t/h左右,冷凍回路整體冷量不足,合成塔入口氨凈值明顯下降,合成塔瞬時氨產量也有明顯下降等。設備檢修人員現場檢測查漏,發現09E005的換熱管有5根泄漏,造成09E005換熱效率嚴重下降,T09004與T09007之間的溫差減小到了5.2℃;并且有大量的氨氣流入管程循環水中,隨循環水流進供水廠,造成供水廠HN3-N嚴重超標。09E005結構如圖2所示。
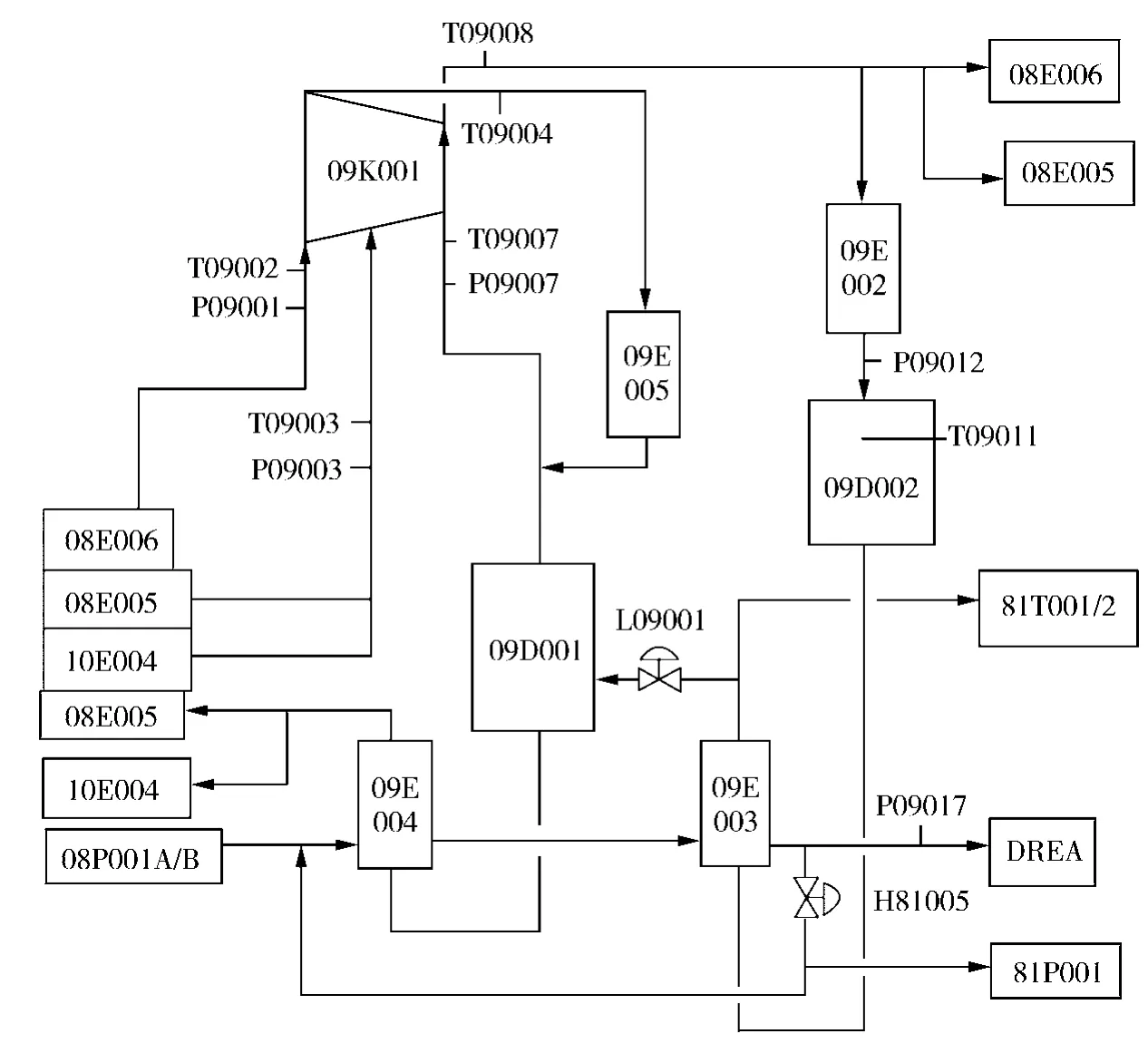
圖1 合成氨冷凍回路示意圖

圖2 09E005結構示意圖
4 在線堵漏
經過檢修人員檢測,發現09E005靠近循環水進出口側,上部有1根列管出現泄漏,下部有4根列管出現泄漏。由于設備正處于正常生產狀態,09E005氣氨側根本無法交出檢修,給檢修工作帶來了巨大的困難。為了保證生產的正常進行,決定對09E005進行在線 “微創手術”(即在線堵漏),這樣,既避免了停車檢修的難題,又能夠滿足正常生產的要求。其中,對于上部出現的1根泄漏列管,采取如下處理措施(如圖3)。
首先,對上部列管的漏點進行確認,用一根直徑略微大于列管的套管與之進行銜接,套管與列管之間利用粘合膠進行粘合,套管上部接有一根引氨管線;另外,在循環水回水側管壁上開一孔,放入一根接引管線,利用螺母使其與銜接套管上部的引氨導管相連接,由此可以將換熱器泄漏的氣氨直接引到換熱器外部;循環水回水側管壁上開孔處外接有一道閥門進行控制,利用膠管將氣氨引至廢氨槽內進行回收。銜接套管后面接有一根壓制彈簧,彈簧的另一側與循環水側法蘭蓋相連接,當循環水法蘭蓋安裝回去時,可以擠壓彈簧,對于銜接套管起到一定的固定作用。利用同樣的原理和方法,下部4根泄漏的列管也進行 “微創手術”,其處理措施如圖4所示。

圖3 換熱器上部漏管處理示意圖
下部4根泄漏列管銜接部分與上部漏管的處理原理和方法基本一致,只是增加了一個引氨匯總管,將4根泄漏列管引出的氣氨進行匯總,然后經引氨匯總管將氣氨引出換熱器;同樣地,在循環水上水側管壁上開孔,循環水上水側管壁上開孔處外接有一道閥門進行控制,利用膠管將氣氨引至廢氨槽內進行回收(制取氨水),這樣,不僅保護了環境,而且可為公司帶來不少的經濟效益。
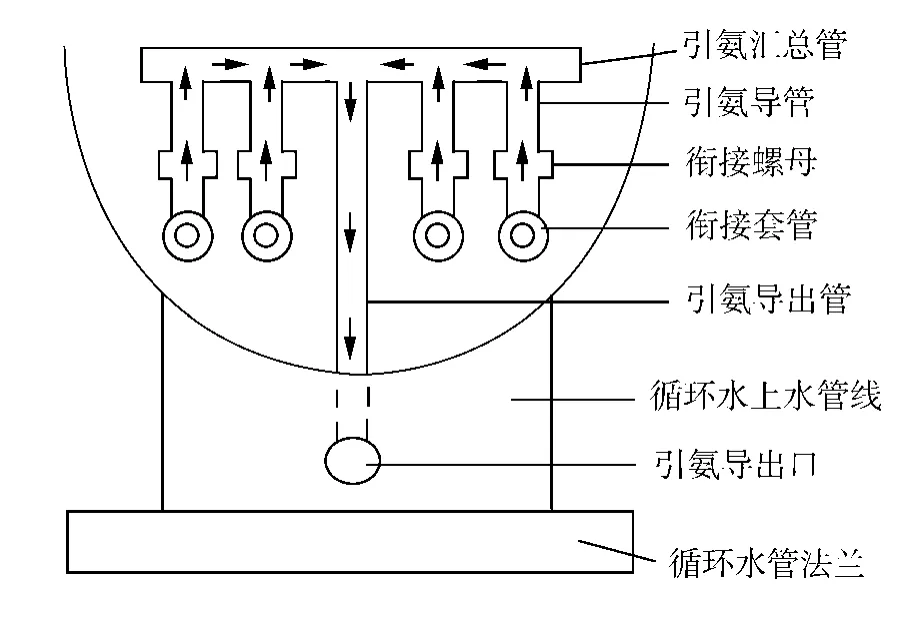
圖4 換熱器下部漏管處理示意圖
5 在線堵漏后運行評價
氨壓縮機(09K001)二段入口溫度(T09007)由59.7℃下降到41.2℃(如表1)。入口溫度的降低,使得氨壓縮機入口單位體積內的氨分子量增加,氨壓縮機的做功效率得到明顯提高,蒸汽透平(09MT01)在相同條件下耗汽量(F09004)減少1.34t/h(如表1),一天能夠減少高壓蒸汽消耗30t左右。由于氨壓縮機做功效率顯著提高,冷凍回路的冷凍溫度T08008由-9.1℃降至-9.6℃(如表1),合成塔氨凈值有顯著增加,瞬時氨產量也有所提高(如表2)。就環境保護方面而言,循環水中NH3—N由4 868×10-6下降至86×10-6,很大程度上減輕了環保壓力,也減少了氣氨的損失。從經濟方面來說,氨壓縮機每天能減少高壓蒸汽消耗30t左右,每天能夠節省6 300元;而合成塔氨凈值的增加,直接提高了合成塔的氨產量,據統計每天大約能夠多產近20t液氨,直接經濟效益為5.8萬元。
經過對09E005進行有針對性的在線堵漏,

表1 09E005堵漏前后冷凍回路相關數據的變化
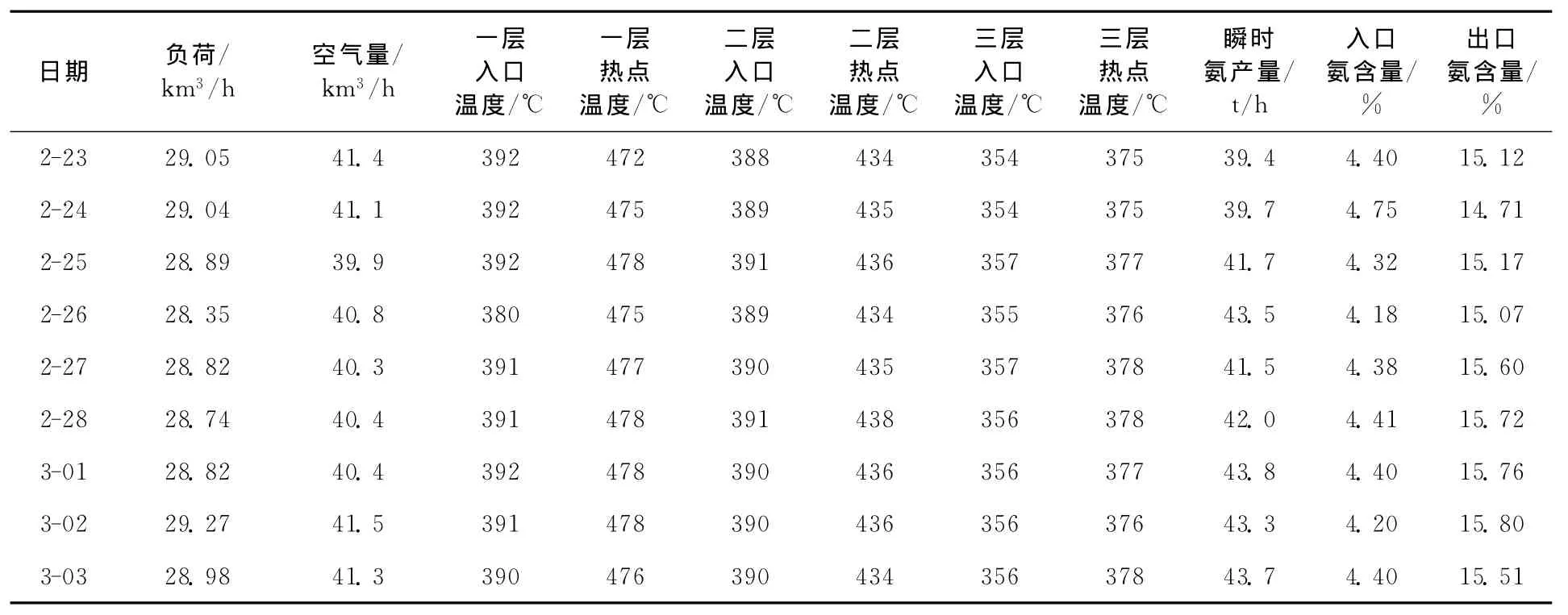
表2 09E005堵漏前后合成塔運行數據
6 結 語
氨壓縮機段間冷卻器(09E005)在線堵漏項目的成功實施,既保證了裝置的安全穩定運行,又增加了公司的經濟效益,環境保護方面也得到了較大提高。該堵漏技術簡單易行且原理簡單,但是微創堵漏技術是在氣氨環境下進行作業的,具有一定的危險性。