多線切割機(jī)軸輥溫度智能控制
2013-08-09 07:41:26張為強(qiáng)朱林濤李亞光
電子工業(yè)專用設(shè)備 2013年4期
關(guān)鍵詞:智能
張為強(qiáng),朱林濤,李亞光
(1.中國(guó)電子科技集團(tuán)公司第四十五研究所,北京 100176;2.有研半導(dǎo)體材料股份有限公司,北京 100088)
多線切割機(jī)以其高效率、高精度、低損耗,所切硅片彎曲度小、翹曲度小、表面質(zhì)量高等優(yōu)點(diǎn)逐漸取代傳統(tǒng)的內(nèi)圓切割機(jī)成為硅片切割加工的主要設(shè)備。硅片的主要用途分為兩個(gè)方面:太陽(yáng)能電池和集成電路半導(dǎo)體器件。其中集成電路所用的單晶硅片對(duì)硅片參數(shù)有更高的要求,相應(yīng)的切割過程也需要更高的精度及穩(wěn)定性。
多線切割機(jī)的總體結(jié)構(gòu)如圖1所示。起初,切割線全部纏繞在放線輪上通過橫移架、張力機(jī)構(gòu)及導(dǎo)向輪纏繞到加工軸輥上,形成一排按一定間隔平行排列的線網(wǎng)。軸輥按照硅片厚度要求開有一定深度的線槽,這些線槽保證切割過程中切割線的穩(wěn)定、始終平行。這是硅料切割的加工區(qū)域。切割線再通過張力機(jī)構(gòu)、橫移架及導(dǎo)向輪最后纏繞到收線輪上。根據(jù)給定的速度參數(shù),軸輥在伺服電機(jī)的驅(qū)動(dòng)下正反向交替運(yùn)轉(zhuǎn),從而使附著磨削粉的切割線往復(fù)運(yùn)行,逐漸將切割線轉(zhuǎn)移到收線輪上。在切割線往復(fù)運(yùn)動(dòng)的同時(shí),進(jìn)給機(jī)構(gòu)根據(jù)給定的位置及速度參數(shù)由上向下運(yùn)動(dòng),完成硅料的切割。
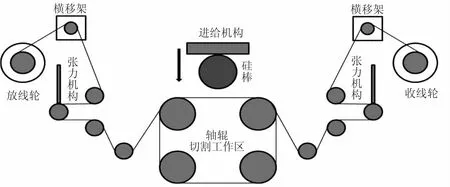
圖1 切割機(jī)原理圖
由上可知,切割線網(wǎng)的穩(wěn)定是保證硅片質(zhì)量的一個(gè)重要前提。在保證線輪、橫移架、張力機(jī)構(gòu)、軸輥的協(xié)調(diào)同步運(yùn)行后,如何在整個(gè)切割過程中消除軸輥由于切削熱產(chǎn)生形變引起線網(wǎng)發(fā)生不平行等情況對(duì)硅片質(zhì)量的影響成為一個(gè)關(guān)鍵的技術(shù)點(diǎn)。
多線切割機(jī)軸輥溫度范圍一般為20~30℃,控制精度不超過0.5℃。根據(jù)多線切割機(jī)工作環(huán)境要求,車間溫度應(yīng)為25℃±1℃,每小時(shí)變化不超過2℃;冷卻水溫度范圍為10~15℃。但在實(shí)際調(diào)查中,有一部分車間的溫度不滿足此要求,溫差較大。另一方面,如果系統(tǒng)只有冷卻功能,軸輥溫度不會(huì)達(dá)到20℃的最低要求;如果系統(tǒng)只有加熱功能,由于切削熱等的影響,則軸輥溫度過高并且波動(dòng)大。所以說軸輥溫度控制系統(tǒng)既需要加熱,又需要冷卻。而一般的溫度控制器只有單向控制的功能,所以對(duì)于軸輥溫度控制通常的做法是根據(jù)實(shí)際情況選擇溫度控制器的單向加熱∕冷卻模式。在實(shí)際溫度低于∕高于控制溫度時(shí)進(jìn)行自動(dòng)控制,高于∕低于控制溫度時(shí)進(jìn)行冷卻∕加熱(見圖2)。
圖2中,三通閥作為這個(gè)系統(tǒng)的中轉(zhuǎn)機(jī)構(gòu),它的A口連接的是冷卻水,B口進(jìn)水為經(jīng)過在線加熱裝置的回流水。A與B的進(jìn)水混合后由C口通過水路進(jìn)入軸輥內(nèi)部,達(dá)到調(diào)節(jié)軸輥溫度的目的。軸輥裝有PT100溫度傳感器,實(shí)時(shí)檢測(cè)其溫度。從軸輥流出的回水經(jīng)過一定的機(jī)構(gòu)成為在線加熱的進(jìn)水,以避免能源浪費(fèi)、降低設(shè)備功耗。
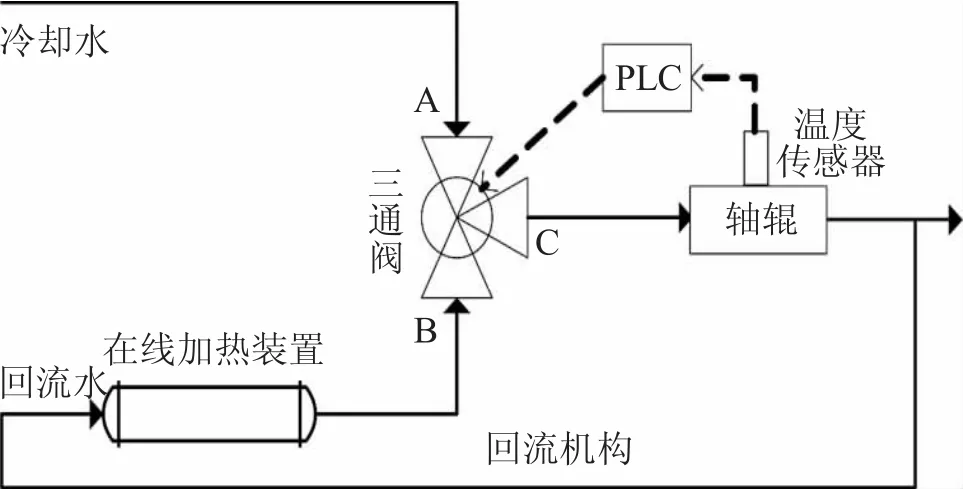
圖2 軸輥溫度控制系統(tǒng)示意圖
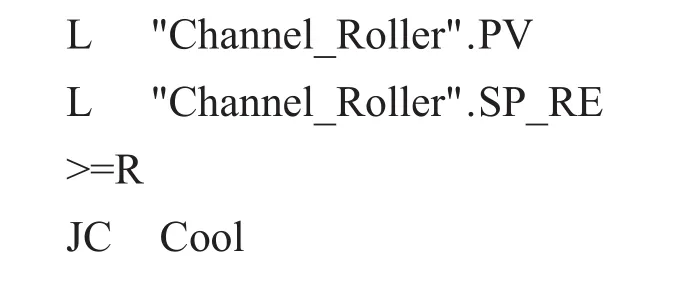
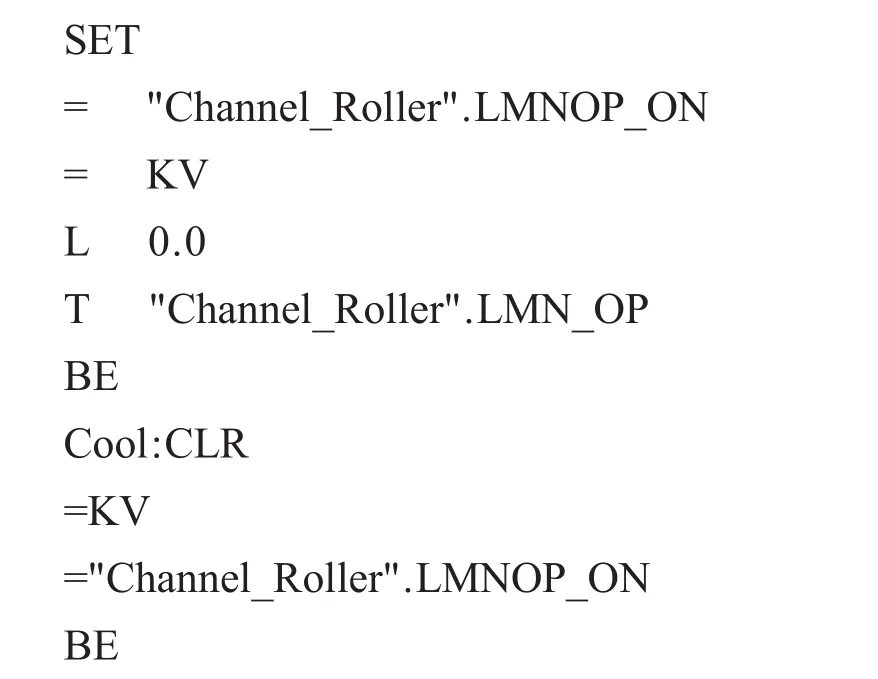
在調(diào)試的起始階段,我們采用通常的溫度控制方案。首先將溫度控制器工作模式設(shè)置為冷卻,這樣在軸輥溫度PV低于設(shè)置溫度SP時(shí),三通閥B口全開,打開在線加熱裝置;在PV大于或等于SP時(shí),關(guān)閉在線加熱裝置,進(jìn)入自動(dòng)冷卻工作模式,由溫度控制器調(diào)節(jié)比例閥的開度,改變冷卻水流量,進(jìn)而控制軸輥溫度。程序代碼為:
這種方法簡(jiǎn)單有效,借助于成熟的溫度控制器對(duì)很多機(jī)構(gòu)具有良好的適應(yīng)性。圖3是采用這種控制方案的軸輥溫度控制系統(tǒng)效果圖。

圖3 軸輥溫度曲線圖
從圖3中可以看出,在設(shè)定值為25℃的情況下,軸輥溫度最小值為23.9℃,最大值為26.4℃,偏差達(dá)到-1.1~1.4℃。溫度變化頻率高、范圍大,達(dá)不到多線切割機(jī)工作的要求。這里,可能存在這樣的問題:從C口到軸輥的水路過長(zhǎng),測(cè)量與控制存在較大的滯后性;軸輥可以看做一個(gè)空心的機(jī)械結(jié)構(gòu),里面注滿了水,極易受調(diào)節(jié)水、砂漿及切削熱的影響;常規(guī)PID控制系統(tǒng)因其參數(shù)間相互制約的基本結(jié)構(gòu)決定了其難以滿足工業(yè)現(xiàn)場(chǎng)對(duì)動(dòng)態(tài)指標(biāo)和靜態(tài)指標(biāo)兼有的更高要求。總之,在實(shí)際控制中,采用通常的溫控方案軸輥溫度控制達(dá)不到系統(tǒng)的要求。
為了保證設(shè)備調(diào)試的進(jìn)度,在不改變機(jī)械結(jié)構(gòu)、不需要進(jìn)行大量工作的情況下,需要設(shè)計(jì)一種系統(tǒng)簡(jiǎn)單并可以滿足指標(biāo)的控制方案。本論文基于以上目的,提供一種多線切割機(jī)軸輥溫度智能PID控制方案。
智能控制是一門新興的理論和技術(shù),它是傳統(tǒng)控制發(fā)展的高級(jí)階段,旨在應(yīng)用計(jì)算機(jī)模擬人類智能實(shí)現(xiàn)自動(dòng)化。在實(shí)際的應(yīng)用中,許多被控過程機(jī)理復(fù)雜,具有高度非線性、時(shí)變不確定性和純滯后性等特點(diǎn),導(dǎo)致PID控制參數(shù)整定效果不理想。智能PID控制就是將智能控制與傳統(tǒng)的PID控制相結(jié)合,將人工智能以非線性控制方式引入到控制器中,使系統(tǒng)在任何運(yùn)行狀態(tài)下均能得到比傳統(tǒng)PID控制更好的控制性能。具有不依賴系統(tǒng)精確數(shù)學(xué)模型和控制器參數(shù)在線自動(dòng)調(diào)整等特點(diǎn),對(duì)系統(tǒng)參數(shù)變化具有較好的適應(yīng)性。同時(shí),它又有常規(guī)PID控制器結(jié)構(gòu)簡(jiǎn)單、魯棒性強(qiáng)、可靠性高、為現(xiàn)場(chǎng)設(shè)計(jì)人員所熟悉等特點(diǎn)。
智能控制的基本思想就是模擬人的行為對(duì)復(fù)雜的被控對(duì)象進(jìn)行控制,人的行為可以看作是一種多模態(tài)和開閉環(huán)相結(jié)合的控制方式。結(jié)合人的智能思維和經(jīng)典PID快速調(diào)節(jié)反應(yīng),區(qū)別對(duì)待實(shí)際工作中出現(xiàn)的不同情況。
這里對(duì)軸輥溫度分為7種情況進(jìn)行控制(見圖 4):
(1)ER>ER1;
(2)ER<ER2;
(3)0<ER<ER1,ΔPV>0;
(4)0<ER<ER1,ΔPV<0;
(5)ER3<ER<0;
(6)ER2<ER<ER3,ΔPV>0;
(7)ER2<ER<ER3,ΔPV>0。
各符號(hào)說明:
ER:偏差,ER=SP-PV;
SP:設(shè)定值;
PV:過程值;
ER1:控制偏差限1,為正數(shù);
ER2:控制偏差限2,為負(fù)數(shù);
ER3:控制偏差限3,為一大于ER2小于零的負(fù)數(shù);
ΔPV:過程值的變化率。
對(duì)于7種不同的情況,采用不同的控制方法:
(1)ER>ER1:溫度偏差大于預(yù)設(shè)的偏差 ER1,軸輥溫度過低,開啟在線加熱裝置,三通閥熱水進(jìn)口完全打開,全力加熱;

圖4 輥溫度控制分區(qū)圖
(2)ER<ER2:溫度偏差小于預(yù)設(shè)的偏差 ER2,軸輥溫度過高,關(guān)閉在線加熱裝置,三通閥冷水進(jìn)口完全打開,全力冷卻;
(3)0<ER<ER1,ΔPV>0:溫度偏差大于零小于預(yù)設(shè)偏差ER1,軸輥溫度低于且趨向設(shè)定值,關(guān)閉在線加熱裝置,三通閥熱水進(jìn)口完全打開,利用水路余熱繼續(xù)加熱;
(4)0<ER<ER1,ΔPV<0:溫度偏差大于零小于預(yù)設(shè)偏差ER1,軸輥溫度低于且背離設(shè)定值,打開在線加熱裝置,三通閥熱水進(jìn)口完全打開,全力加熱;
(5)ER3<ER<0:溫度偏差小于零大于預(yù)設(shè)偏差ER3,軸輥溫度略大于設(shè)定值,關(guān)閉在線加熱裝置,溫控器切換為自動(dòng)工作模式,PID控制器選用控制參數(shù)Ⅰ進(jìn)行控制;
(6)ER2<ER<ER3,ΔPV>0:溫度偏差處于預(yù)設(shè)偏差ER2和ER3之間,軸輥溫度大于且背離設(shè)定值,關(guān)閉在線加熱裝置,溫控器切換為自動(dòng)工作模式,PID控制器選用控制參數(shù)Ⅱ進(jìn)行控制,抑制溫度升高;
(7)ER2<ER<ER3,ΔPV<0:溫度偏差處于預(yù)設(shè)偏差ER2和ER3之間,軸輥溫度大于且趨向設(shè)定值,開啟在線加熱裝置,溫控器切換為自動(dòng)工作模式,PID控制器選用控制參數(shù)Ⅲ進(jìn)行控制,使溫度以合理的速度趨近設(shè)定值。
從上面的控制方法可以看出,這個(gè)方案的主要思想是對(duì)可能出現(xiàn)的情況進(jìn)行預(yù)測(cè),并提前進(jìn)行控制,防止過程值(軸輥溫度)超出控制要求。
軸輥溫度智能PID控制流程圖見圖5所示。
圖5中,KV=0表示關(guān)閉在線加熱裝置;KV=1表示打開在線加熱裝置;LMN_A:三通閥冷卻水進(jìn)口開度;LMN_B:三通閥回流水進(jìn)口開度。

圖5 軸輥溫度智能PID控制流程圖
為了得到預(yù)期的效果,通過大量的實(shí)驗(yàn)及長(zhǎng)期的考核調(diào)整并確定ER1、ER2、ER3及PID各參數(shù)值。
圖6是采用智能PID控制方案后軸輥溫度的效果圖。

圖6 采用智能PID方案軸輥溫度曲線圖
軸輥溫度預(yù)設(shè)值為25℃。由圖6可知,采用智能PID控制方案后,軸輥溫度最小值為24.60℃,最大值為25.23℃,溫度偏差為-0.4~0.3℃,控制精度在±0.5℃內(nèi),達(dá)到預(yù)期的效果,滿足多線切割機(jī)工作要求。
軸輥溫度是影響硅片質(zhì)量,尤其是翹曲度的一個(gè)重要因素。保證軸輥溫度的穩(wěn)定及控制精度是生產(chǎn)合格硅片的必要條件。傳統(tǒng)的PID溫度控制方案由于系統(tǒng)間參數(shù)的制約導(dǎo)致其難以滿足實(shí)際生產(chǎn)中靜態(tài)指標(biāo)和動(dòng)態(tài)指標(biāo)均有的較高要求。智能PID控制方案研究人的手動(dòng)控制策略并模擬出人的控制行為,采取開閉環(huán)相結(jié)合的控制方式,區(qū)別對(duì)待實(shí)際工作中的不同情況及要求,提高系統(tǒng)的控制能力。
PID經(jīng)過長(zhǎng)時(shí)間的發(fā)展,對(duì)工業(yè)的發(fā)展做出了極大貢獻(xiàn)。但隨著科技的不斷發(fā)展,受控對(duì)象越來越復(fù)雜,在參數(shù)整定方面仍需要做更多的研究,最終目的是希望通過盡量少的先驗(yàn)信息,尋找出最簡(jiǎn)單、實(shí)用和直觀的參數(shù)整定方法,達(dá)到更好的性能指標(biāo)。智能PID控制將自適應(yīng)、自整定等有機(jī)整合,結(jié)合專家經(jīng)驗(yàn)知識(shí)、直覺推理邏輯等專家系統(tǒng)思想方法對(duì)傳統(tǒng)PID控制器設(shè)計(jì)思想及整定方法進(jìn)行改進(jìn)。從實(shí)際生產(chǎn)過程出發(fā),設(shè)計(jì)出滿足實(shí)際過程需要的控制方案,將預(yù)測(cè)控制、模糊控制、神經(jīng)網(wǎng)絡(luò)和PID控制有機(jī)結(jié)合,更好地服務(wù)于社會(huì)生產(chǎn)。
通過長(zhǎng)時(shí)間的實(shí)際工作驗(yàn)證,多線切割機(jī)軸輥溫度智能PID控制系統(tǒng)方案簡(jiǎn)單有效、精度高、穩(wěn)定性好,完全適用于多線切割機(jī)軸輥溫度控制。
[1] 方康玲.過程控制與集散系統(tǒng)[M].北京:電子工業(yè)出版社,2009.
[2] 陳忠平.西門子S7-300/400系列PLC自學(xué)手冊(cè)[M].北京:人民郵電出版社,2010.
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學(xué)科學(xué)(學(xué)生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44

- 電子工業(yè)專用設(shè)備的其它文章
- MECHATROLINK-II總線在自動(dòng)BLU疊片設(shè)備中的設(shè)計(jì)和應(yīng)用
- 貝葉斯網(wǎng)絡(luò)在半導(dǎo)體設(shè)備故障診斷中的應(yīng)用
- 斜角裁切機(jī)切邊送料系統(tǒng)的開發(fā)與研制
- 基于Copley驅(qū)動(dòng)器的兩個(gè)直線電機(jī)同步控制的設(shè)計(jì)
- JBQ-3200型全自動(dòng)金屬膜剝離清洗系統(tǒng)研制技術(shù)
- 圓盤解耦式振動(dòng)料斗的機(jī)械結(jié)構(gòu)設(shè)計(jì)與實(shí)驗(yàn)研究