焊接實踐教學的全方位簡易工裝設計和使用
2013-08-13 11:02:00周林軍文申柳
河南科技 2013年15期
陳 玲 周林軍 文申柳 李 進
(四川化工職業技術學院,四川 瀘州 646000)
1 前言
焊接技術是一門古老的學科,隨著人類發展的需求,工業技術要求不斷進步,焊接技術也隨之不斷發展,現在自動焊接的方法應用廣泛,但是手工焊接方法有不可取代的優勢,焊接專業的學生對手工焊接的操作訓練尤為重要,訓練的主要方式就是通過焊接實訓操作。
焊接實習操作是對焊接專業學生培養的重要環節,學生實習操作,主要進行板-板、管-管等的焊接,由于焊接結構簡單,沒有專用的焊接工裝或者有些焊接工裝在教學過程中不適用,所以老師演示和學生操作時都主要是在進行水平位置和對接的焊接,其他位置焊接困難,而在實際工作中,則會遇橫焊、仰焊、立焊等焊接位置,為了讓學生能進行全方位焊接的練習,提高學生的技能水平和就業競爭力,我們對目前使用的焊接工裝進行了重新設計,以滿足需求,并激發學生學習的興趣。
2 工裝結構和使用方法
該工裝結構由支架、試弧板、板材焊接區、管材焊接區組成。主要組成部件如圖1。
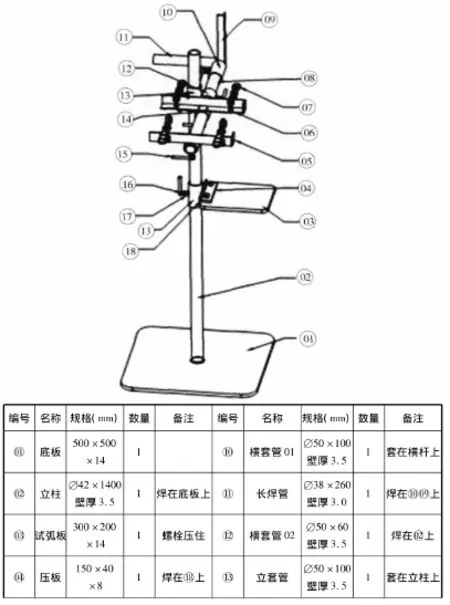
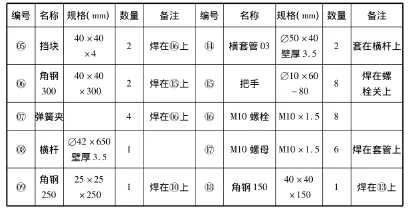
圖1 焊接教學實訓工裝組成
每一個角鋼和套筒之間的連接都由焊條電弧焊連接。每個套筒和橫桿、套筒和立柱間,都用螺栓連接。每一個套筒和立柱、套筒和圓柱之間應同軸并保證間隙配合。
使用時,先在4上加持一鋼板作為試弧板3,用于初學者調節電流大小。支架和夾具間的套筒13和連接螺栓用于調節整個工裝高低,可根據學生的身高進行調節。通過調節把手15的螺栓和套筒12,可以調節工件的寬度。
(1)全位置焊接:把工件放在角鋼6上,通過快速夾7夾緊后,橫桿8上360°轉向,也可松開與立柱鏈接的套筒進行轉向調節,實現平、橫、立、仰的焊接。
(2)環焊縫焊接:環焊縫焊接和對接分開,在管材焊接區焊接,可將小管套在長管11上或放在角鋼9上進行水平或豎直焊接,也可調節套筒10和連接螺栓實現全位置焊接。
(3)T型或角接接頭焊接:在底座上先對T型或角接接頭進行定位,然后將工件加持在板材焊接區上進行焊接,也可調節套筒和連接螺栓進行全方位焊接。
3 使用成效
我們在焊接實習過程中,教師和部分學生使用了該套工裝,指導教師能很方便、清楚的給學生演示如何進行平、橫、立、仰板對接、角接、T型接頭全位置焊接和小管環焊縫的全位置焊接,學生也能對焊接操作更加感興趣,激發了他們自主學習的能力,而且焊接能力的訓練得到了提升。
4 結束語
將該焊接工裝用于焊接實踐性性環節,使教師演示更清楚和方便,激發了學生學習的興趣,并對他們的能力有極大的提高,以適應畢業后在不同企業的各方面要求。該工裝將板和管和裝夾分開,分別設計了不同的板、管裝夾裝置,使用更加方便。該工裝可用于各種焊接方法的全位置焊接,也滿足了不同層次學生的需求,同樣也可應用與企業焊工培訓工作。
[1]宋以國.全方位焊接工裝在實踐教學中的應用[J].實驗科學與技術.2010(2):24-25.
[2]鄧洪軍.焊接結構生產[M].2版.機械工業出版社,2009.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
甘肅教育(2020年14期)2020-09-11 07:57:50
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
東方教育(2017年19期)2017-12-05 15:14:48
制造業自動化(2017年2期)2017-03-20 14:26:13
唐山文學(2016年2期)2017-01-15 14:03:59
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
設備管理與維修(2015年12期)2015-04-09 06:57:24
