抽油井偏磨原因分析及預防措施
2013-08-14 05:42:28李立群
河南科技 2013年14期
李立群
(大慶油田第四采油廠 第三油礦,黑龍江 大慶 163511)
1 偏磨原因分析
某礦自1999年出現第一口偏磨油井以來,截止到2002年底,已累計發現偏磨井285井次。僅2002年就出現164井次,占當年檢泵井的46.9%。通過對164口桿管偏磨井的統計分析,發現具有以下共同規律。
1.1 含水影響
統計含水小于75%的油井,偏磨井數為17口,占檢泵井的10.4%。而含水大于76%的油井,偏磨井數147口,占檢泵井的89.6%。尤其當含水大于86%以上時,偏磨井數高達109口,占檢泵井的66.4%。從不同含水區域統計表可以看出:當單井含水超過76%以上時,含水越高,偏磨井數越多。含水在76%-80%時,偏磨井數15口,占總偏磨井數的9.0%;含水在81%-85%時,偏磨井數23口,占14%;當含水高于90%時,偏磨井數56口,占34.1%。如某井,1998年,單井含水75.6%,該井未出現偏磨現象,1999年5月,該井含水達到76.3%時,油井因偏磨而檢泵一次,此后,隨含水的上升,該井偏磨現象是越來越嚴重,到2003年,已因偏磨檢泵5井次,平均檢泵周期233天。有關資料表明:當原油含水高于85%以后,乳化液的物性發生了改變,由原來油包水型改為水包油型。因此,抽油桿與油管間的接觸也呈現非潤滑狀態。
1.2 抽汲參數影響
統計164口偏磨井,泵徑在Φ70mm以上的有58口,占偏磨井的35.4%;沖程3m以上的有130口井,占79.3%;沖次高于9次/分以上的有85口井,占51.8%。從偏磨井生產參數統計表可以看出,在泵徑方面,大泵偏磨幾率較高。Φ57mm泵偏磨井共有31口,占偏磨總數的18.9%;Φ70mm泵偏磨井有33口,占20.1%;Φ83mm泵偏磨井有25口,占15.2%;三項合計89口,占54.3%。在沖程方面:3m以上沖程偏磨幾率較高。3m沖程偏磨井有116口,占偏磨井數的70.7%;4.2m沖程偏磨井有5口,占10.8%;二項合計121口,占81.5%。在沖次方面:6次/分沖次偏磨幾率較高。6次/分偏磨井有53口,占偏磨總井數的32.3%;9次/分偏磨井55口,占33.5%;二項合計65.8%。如某井,泵徑Φ70mm,沖程3m,沖次9次/分,從2000年開始,頻繁由于偏磨檢泵,檢泵周期只有185天。過大的抽汲參數一方面增加了抽油桿運動頻次,進而加大了桿管偏磨的幾率,另一方面使油井的沉沒度過低,易于產生液擊現象。
1.3 沉沒度影響
統計結果表明,沉沒度低于100m的偏磨井有88口,占總數的53.7%,特別是有67口井沉沒度低于50m,占40.9%。如某井2000年以來,沉沒度在50m左右,功圖顯示,油井嚴重供液不足,至2002年,已偏磨檢泵4次,平均檢泵周期182天。可見,過低的沉沒度使油井產生了液擊現象。
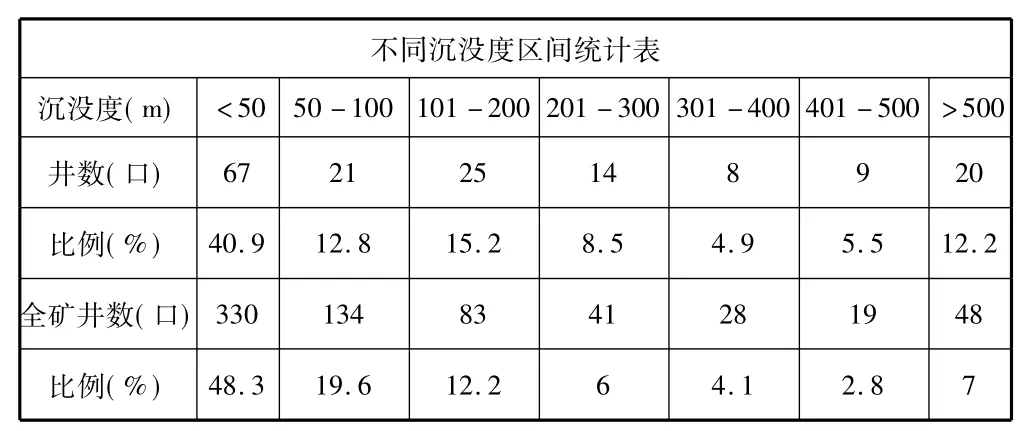
不同沉沒度區間統計表
2 預防措施
2.1 合理調整抽汲參數
在保證生產的前提下,優化抽汲參數,對減緩偏磨現象尤為重要。經反復試驗發現,長沖程、慢次次對緩解偏磨現象很實用。到2010年,這個區塊共優化抽汲參數1324井次,沖程利用率由優化前54.2%上升到優化后的64.3%;沖次利用率由原來的63.4%下降到49.5%;油井平均沉沒度由2002年的255m升到2010年的378m;沉沒度小于50m的井由原來的152口下降到53口。如某井,2001年日產液35噸/日、產油3.5噸/日,綜合含水90%,采用Φ57mm泵徑,3m沖程,9次/分參數生產,沉沒度57.31m,2002年。調整參數為泵徑Φ44mm,2.5m沖程,6次/分沖次,調整后,日產液31噸/日,產油2.8噸,含水90.3%,沉沒度上升到201.3m。原來偏程檢泵4次,平均檢泵周期197天,調整后,減緩偏磨現象,平均檢泵周期751天。
2.2 使用抽油桿扶正器
應用犧牲法原理研制出抽油桿扶正器。即在抽油桿柱上安裝若干耐磨材料的小短節,使短節與油管相磨,變油管與抽油桿的硬磨擦為管、桿之間的軟磨擦,最終延長桿管的使用壽命。扶正器的使用大約經歷了三個階段:第一階段,在部分偏磨井段上應用,使用后發現偏磨點上移;如某井,偏磨長度為598-689m之間,在這一區間增加了30個扶正器后,偏磨點上移至352-524m之間;第二階段,全井應用,使用后發現泵內偏磨;第三階段,全井泵內扶正。此外,對扶正器的安裝間距進行了研究,扶正器的安裝間距:

式中:m-是自然數;E-材料彈性模量,210×109N/m2
I-抽油桿截面慣性矩,對于圓鋼I=(π/64)d4
當取m=1時,扶正效果最好。
3 結論
3.1 水驅油井偏磨因素主要受含水上升導致乳化液性質改變,而使桿管之間失去了潤滑作用,同時由于抽汲參數過大,沉沒度過低更使得這一現象雪上加霜。
3.2 含水上升是油田開發必須面對的現實情況。因此,治理偏磨現象主要從兩方面入手:一是合理調整抽汲參數,盡量采用長沖程,慢沖次的抽汲組合;二是應用抽油桿扶正器,減緩偏磨現象。
3.3 應繼續對扶正器進行深入研究,包括材質、種類、安裝方式等,最大限度延長桿管的使用壽命。
