可編程參數(shù)設(shè)定指令G10功能及其運用
2013-08-18 06:02:38溫學勇
機電工程技術(shù) 2013年1期
溫學勇
(蘇州大學,江蘇 蘇州 215137)
在FANUC系統(tǒng)中,可編程參數(shù)設(shè)定指令G10功能顧名思義就是可以通過編程設(shè)定數(shù)值,具體功能如下:
1 設(shè)定刀具補償量
(1)編程格式
G90/G91 G10 L P R
(2)各字的意義
1)G90/G91
絕對/相對坐標編程;在這里設(shè)定補償量時,是覆蓋原有補償量還是在原有補償量的基礎(chǔ)上累加。
2)L:如圖1所示,決定刀具補正橫坐標;
L10表示(形狀)H;
L11表示(磨耗)H;
L12表示(形狀)D;
L13表示(磨耗)D;
3)P:如圖1所示,決定刀具補正縱坐標;
P1表示001
P2表示002
Pn表示00n
4)R:表示給刀具賦補償值
(3)舉例
G90 G10 L10 P1 R120
表示:給H01賦補償值120,結(jié)果如圖1所示。
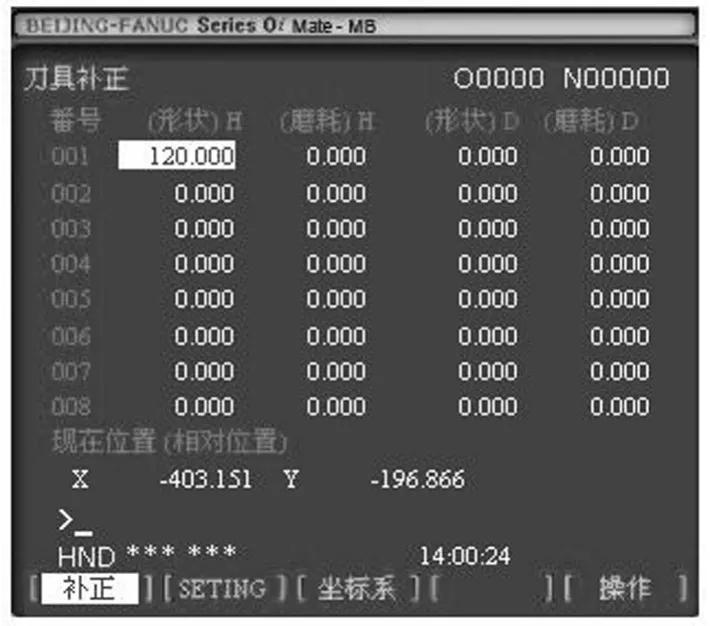
圖1 刀具補償設(shè)定
2 設(shè)定工件坐標系
(1)程序格式
G90/G91 G10 L2 P X Y Z
(2)各字的意義
1)L2:表示坐標系參數(shù);
2)P:表示補償位置,如圖2所示;
P0表示設(shè)定基本工件坐標系EXT;
P1表示設(shè)定工件坐標系G54;
P2表示設(shè)定工件坐標系G55;
···
P6表示設(shè)定工件坐標系G59;
3)X_Y_Z:就是給具體坐標系賦具體值;
(3)舉例
G90 G10 L2 P 1 X-200 Y-300 Z0
表示:在工件坐標系G54中,X=-200,Y=-300,Z=0;結(jié)果如圖2;
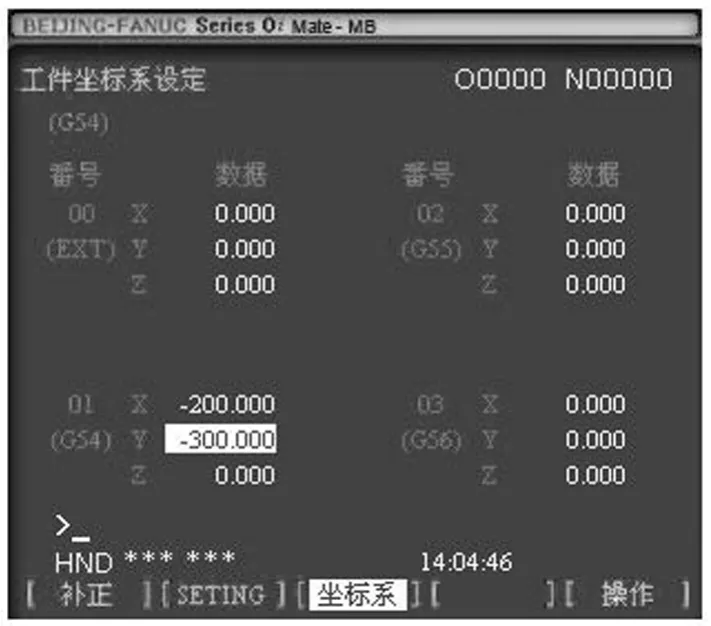
圖2 工件坐標系設(shè)定
3 系統(tǒng)參數(shù)賦值
可利用G10編程,進行系統(tǒng)參數(shù)的輸入,本文用不到該功能,在這不予說明。
靈活運用可編程參數(shù)設(shè)定指令G10可解決生活中的實際問題。
(1)利用G10編程,解決學校、企業(yè)共用機床的矛盾
為了最大限度的發(fā)揮機床的效用,我校實訓車間數(shù)控加工中心機床白天給學生實訓,晚上給一家企業(yè)加工產(chǎn)品。想法很好,但真正實施起來卻遇到了一些問題。由于二方交錯使用機床,學生實訓時,會更新企業(yè)輸入的坐標系、刀補值,而企業(yè)加工時一般都是進行批量生產(chǎn),一種產(chǎn)品經(jīng)常需要做好多天,一旦這些值被更新,他們就需要重新手工輸入或重新對刀和調(diào)試,而這都需要時間,會影響企業(yè)的生產(chǎn)效率的。
能不能通過程序給坐標系、刀補賦值呢?G10就有這樣的功能,可以利用G10指令編程序,加在企業(yè)加工程序的前面,運行這段程序時就會自動給坐標系和刀補賦值,而不需要每次重新手工輸入或重新對刀了,這樣,這個問題就可以迎刃而解。
若加工某個工件需10把刀,X、Y方向補償值放在G54里,10把刀的長度補償和半徑補償值分別放在 H01、H02···H10 和 D01、D02···D10里。則編制程序如下:
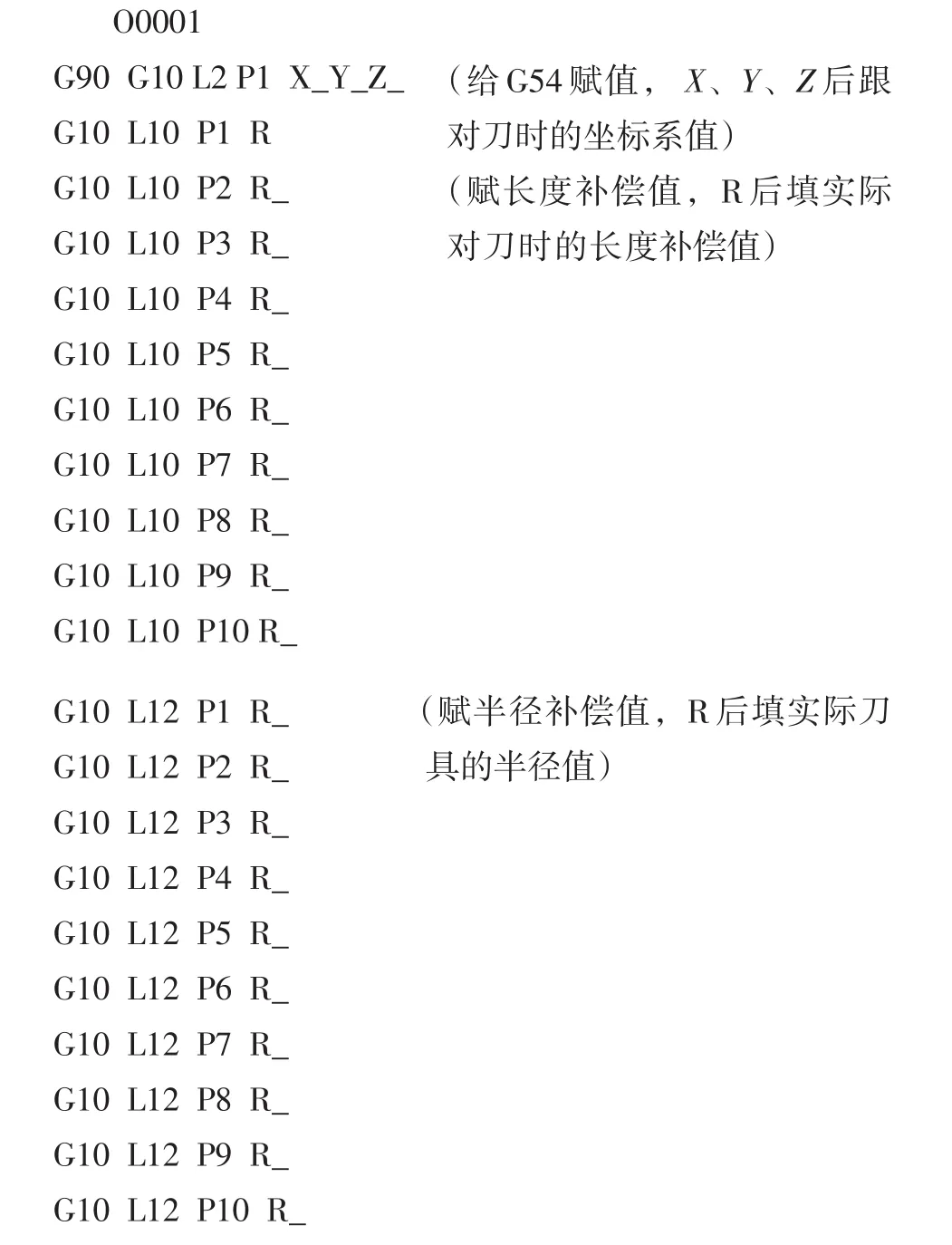
后接企業(yè)加工程序
通過添加上述程序段后,運行程序時,首先會自動給坐標系和刀補賦值,然后再運行企業(yè)的加工程序。這樣企業(yè)避免了手工輸入或重新對刀操作,從而解決了學生實訓與企業(yè)生產(chǎn)交替進行的矛盾。
上述操作可行性是有前提的:1)學生實訓時不能動企業(yè)的夾具,解決的方法就是在機床上裝二個夾具,一個給學生實訓用,一個給企業(yè)加工;2)企業(yè)在運行程序前需要清空程序?qū)⒁{(diào)用到的坐標系和刀具補償值,防止這二處有影響坐標系和刀補的數(shù)值存在。
(2)規(guī)則曲面的編程
在銑削加工時,有時需要對棱邊倒圓,如果純粹用基本指令編程,程序段很多,而且很煩。可以巧用FANUC系統(tǒng)提供G10指令編程,適時改變D寄存器里面的刀補值,實現(xiàn)對棱邊的倒圓,而且程序段不多,思路很清晰。
如圖3所示,要在半徑為50 mm高為50 mm的圓柱上表面棱邊倒半徑為5 mm的圓角。
1)銑削思路
可以先銑削深度為-5 mm的直徑100 mm的圓,再將刀向上抬一個很小間隔,再銑直徑比100 mm小一點的圓,再將刀向上抬一點,再銑比上一刀小一點的圓,這樣,一層一層的銑削,直到銑到直徑為90的圓為止。
上述思路要求在不同層里,刀軌形狀一樣,就是大小不一樣。
解決方法:可以在每一層編同樣的程序,只要在不同層里刀具的半徑補償值不一樣就行了。可以利用G10指令編程,在不同層里給D01賦不同的值給就可以使每一層的刀補值不一樣。
2)刀補值、刀具深度值表達式
圖4為圖3右上角的局部剖視圖(剖面線沒畫)。
如圖4所示,剖面圓弧上任一點B與水平方向夾角為變量#1,則刀具在這個位置切削時,刀具所在深度Z坐標為:
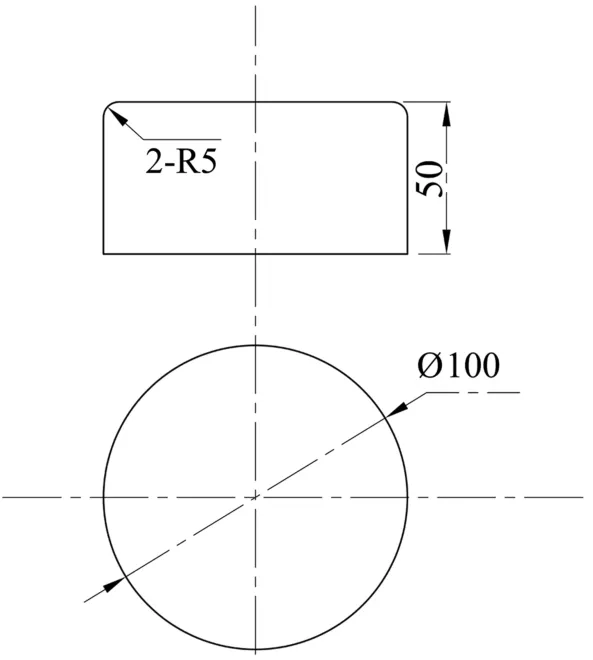
圖3 倒圓零件
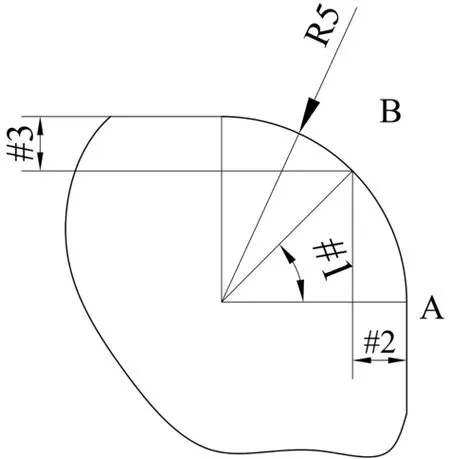
圖4 倒圓局部剖視圖

在A點時,刀具的刀補值就為刀具的實際半徑,如上圖所示,任一點(B點)刀補值應(yīng)比A點小#2,根據(jù)圖示幾何關(guān)系,
#2=5-5*cos[#1],
則刀具在任一點刀補值為:

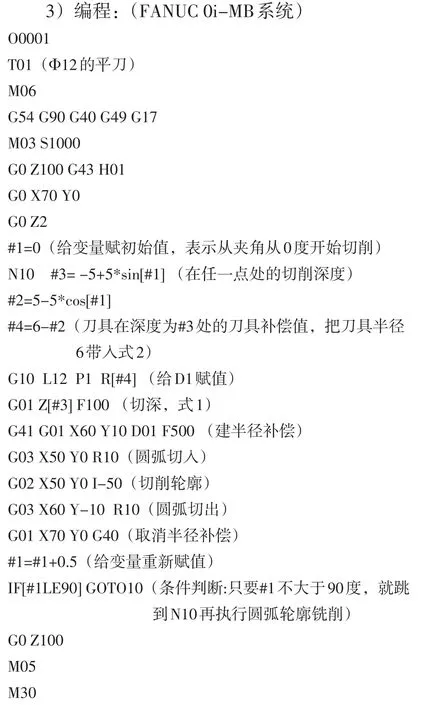
運行上述程就序可以在圓柱上表面棱邊倒出圓角。圓角質(zhì)量取決于銑削時分的層數(shù),分的層數(shù)越多,質(zhì)量越好。
以上方法不僅能進行倒圓角加工,實際還可以進行倒角、球類、橢圓等曲面加工。只要認真分析幾何關(guān)系,得出它們的任一點刀補表達式,其它問題都可迎刃而解。
4 結(jié)束語
只要多動腦筋,巧妙利用G10的功能,可以解決許多相關(guān)的實際問題。
[1]Fanuc 0i mc編程說明書[Z].Fanuc公司.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
裝備制造技術(shù)(2020年12期)2020-05-22 09:25:38
人大建設(shè)(2019年12期)2019-05-21 02:55:44
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年8期)2017-06-05 09:36:15
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
信息記錄材料(2016年4期)2016-03-11 15:22:54
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32