降低銅電解殘極率的生產(chǎn)實踐
2013-08-25 06:55:44煙臺鵬暉銅業(yè)有限公司王舉良
資源再生 2013年9期
文 / 煙臺鵬暉銅業(yè)有限公司 王舉良
目前,在我國銅的冶煉方法仍以火法為主。銅的火法粗煉一般能產(chǎn)出含銅量為98.0%~99.5%的粗銅,其質量不能滿足電氣和其他工業(yè)的需求。因此,幾乎所有的粗銅都要經(jīng)過火法精煉和電解精煉,生產(chǎn)含銅為99.95%以上的陰極銅。銅火法精煉和電解精煉工藝流程圖如圖1所示。
銅電解殘極率是影響陰極銅加工費的重要指標,大多數(shù)企業(yè)把殘極率作為銅電解工序的主要技術經(jīng)濟指標加以考核。煙臺鵬暉銅業(yè)有限公司從2007年開始,對影響銅電解殘極率變化的火法精煉工序和電解精煉工序進行嚴格控制和考核,以達到降低殘極率和節(jié)約成本的目的。可見準確地計算銅電解殘極率的變化對所需陽極板的數(shù)量,以及電解過程加工費的影響顯得尤為重要。
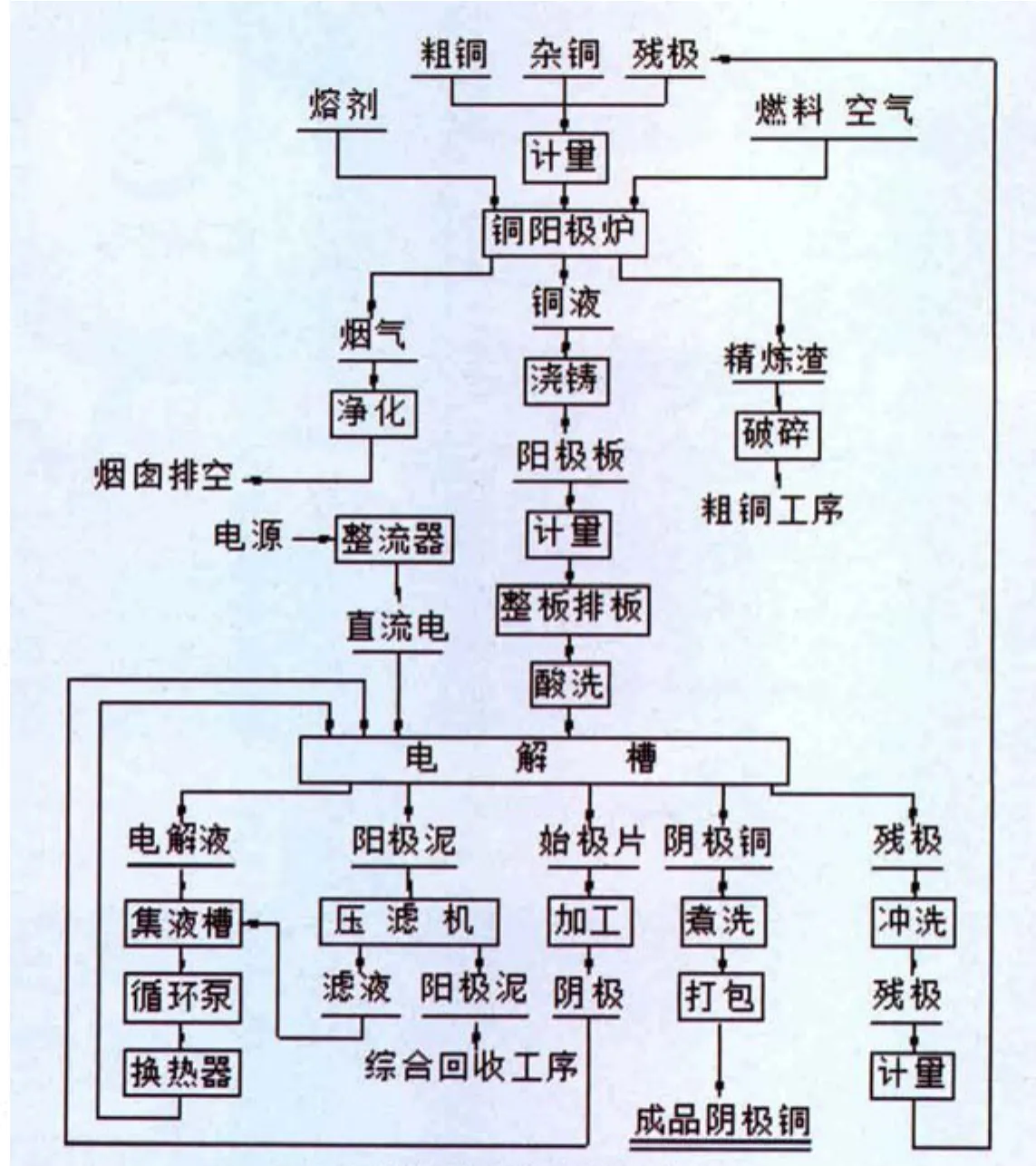
圖1 銅火法精煉和電解精煉工藝流程圖
一、殘極率的計算
殘極率以月為考核單位,殘極率的計算見下面公式。

殘極率= 本月產(chǎn)出殘極數(shù)量(t)上月底結存陽極板數(shù)量(t)+本月新進陽極板數(shù)量(t)-本月底結存陽極板數(shù)量(t)
二、殘極率的升降對陰極銅加工費增減量的計算
1. 計算公式的推導
每月陰極銅產(chǎn)量為w(噸),陰極銅含銅為99.98%,銅電解工序銅的回收率為99.80%,銅電解過程中98.5%的銅進入陰極銅,計劃殘極率為20%,陽極板含銅為99.20%,實際生產(chǎn)殘極率為x,實際生產(chǎn)需陽極板量與計劃指標相比增加(或減少)為y(噸),陽極板加工費為z(元/噸),殘極率升降對陰極銅加工費與計劃指標相比增加(或減少)量為f(元 /噸)。
(1)每生產(chǎn)1t陰極銅需要溶解銅陽極板量
1×99.98%÷98.5%÷99.20%=1.023噸
(2)每生產(chǎn)1t陰極銅需要銅陽極板量
1.023÷99.8%÷(1-20%)=1.281噸
(3)每月實際需陽極板數(shù)量與計劃指標相比增加(或減少)量
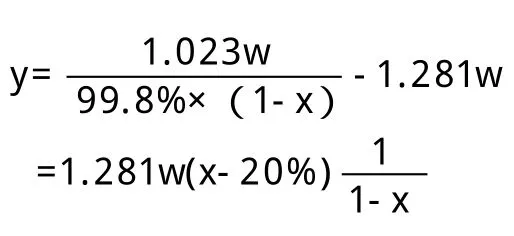
(4)殘極率升降對陰極銅加工費與計劃指標相比增加(或減少)量
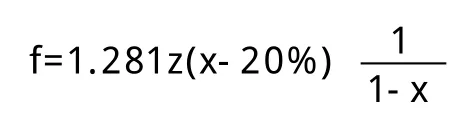
計劃殘極率為20%,實際生產(chǎn)殘極率為15.40%,陽極板加工費為450元 /噸,年產(chǎn)陰極銅10萬噸,可節(jié)約陰極銅加工費313.44萬元。
2. 計算公式的使用說明
在上面的公式中,1.281是由幾個參數(shù)匯積而成,各企業(yè)的情況不同,參數(shù)亦可能上下波動;20%是計劃殘極率指標,也因企業(yè)不同而不同,但是最后一項是很關鍵的,有的企業(yè)在計算中沒有這一項,這是不對的;如果沒有這一項,當實際生產(chǎn)殘極率為22%,誤差為22%;當實際生產(chǎn)殘極率為16%,誤差為16%。
以上只是通過計算說明銅電解殘極率升降對所需陽極板增減量及陰極銅加工費的影響。實際上,因為陽極板加工費中沒有考慮火法精煉工序的銅損失。如果殘極率比計劃指標升高,返回的殘極中比計劃指標增加的這部分殘極,在火法精煉過程中的銅損失,將使火法精煉和電解精煉銅總回收率降低;反之,如果殘極率比計劃指標降低,除了對所需陽極板數(shù)量減少,陰極銅加工費也會降低,并將使火法精煉和電解精煉銅總回收率升高。
三、降低殘極率
1. 改造陽極模
陽極板是用陽極模澆鑄而成,要改變陽極板的形狀,必須改造陽極模。
(1)陽極板耳部可以將陽極板吊掛于電解槽中并保持系統(tǒng)導電的部件,在電解過程中,陽極板耳部的質量數(shù)基本不減少。為了達到堅固的效果,原來的陽極板耳部,設計的比較粗壯,不利于殘極率的降低。2007年上半年,煙臺鵬暉銅業(yè)有限公司對陽極模進行了三次改造,主要是將耳部變窄減薄,并對側面斜度進行調整。前二次因為澆鑄出來的陽極板耳部變形較大而不能使用,第三次對上部側面斜度進行了調整,由12mm改為20mm,便于陽極板脫模。改造后的陽極模在2007年下半年投入使用, 每對陽極板耳部質量由13.20kg減少為8.24kg,由于增加陽極板的厚度,單塊陽極板質量數(shù)由200kg增加為220kg,理論計算,可降低殘極率2.85%。
(2)陽極模耳部上平面比相鄰部位高5mm,陽極模底部上平面比兩邊高20mm,有效地減少了陽極板的飛邊毛刺,減輕整板的勞動強度。
(3)陽極模頂板孔由機加工鉆孔改為一次性鑄孔工藝,提高了陽極模的整體性能,頂板孔周圍在使用過程中產(chǎn)生龜裂和斷裂的現(xiàn)象明顯減少,降低了陽極模消耗,減輕了陽極模的鑄造質量數(shù),省去了機加工費用。
(4)每次澆鑄前向澆鑄面噴涂硫酸鋇漿,便于澆鑄后陽極板脫模,減少陽極板變形,有利于電解。
2. 對銅電解操作和陰極進行改進
(1)2003年,煙臺鵬暉銅業(yè)有限公司將銅電解陰極面積由原來的760mm×750mm改為760mm×900mm,厚度保持0.7~0.8mm不變。因為板面加長,陰極容易變形,就把機械壓紋釘耳機改為液壓壓紋釘耳機,母板在槽時間由24小時增加到32小時,始極片厚度由0.7~0.8mm增加到1.2~1.3mm。
(2)在陰極后期,因為陰極質量較大,陰極吊耳處容易斷裂。所以,在陰極下槽24小時內將電解槽液面提高20~30mm,使陰極吊耳處厚度增加。這樣,也使陽極耳部液面上移。因為,陽極耳部液面處溶化速度快,陽極耳部液面處一直處于某一位置,在陽極后期,此處易斷裂,造成殘極率升高。通過調整電解槽液面高度,有效避免陽極耳部液面處斷裂,降低殘極率。
(3)強化陽極板的分板工作,對上薄下厚及側厚的異形板單獨堆放;每組陽極板之間質量數(shù)相差不大于10 kg,按不同的質量數(shù)分類入槽。
(4)加強半溶陽極挑選工作,將可以再使用16~24小時的半溶陽極分類擺放,重新入槽,此項可降低殘極率0.2%左右。
(5)提高電解液溫度,減輕陽極鈍化,特別是陽極板含Pb達到0.15%,電解電流密度達到280A/m2以上,對減輕陽極鈍化和降低槽電壓,效果特別明顯。將電解液溫度從2008年的60℃逐步提高到2010年的65℃,雖然蒸汽消耗略有增加,但是對電解生產(chǎn)還是有利的。
(6)穩(wěn)定電解液成分和溫度、電流強度、添加劑加入量等操作技術條件,使電解生產(chǎn)穩(wěn)定進行。
四、達到的效果
經(jīng)過6年的努力,煙臺鵬暉銅業(yè)有限公司在降低銅電解殘極率的工作方面取得了明顯的效果,銅電解殘極率從2003~2006年平均的21.54%降到2012年的15.40%。
2003~2012年銅電解殘極率統(tǒng)計表,見表1。在銅電解殘極率降低的同時,陽極模單耗也明顯降低。2003~2012年陽極模單耗表見表2。

表1 2003~2012年銅電解殘極率統(tǒng)計表 單位::%%

備注:6萬t/a電解在2012年7月24日至28日縮槽,7月28日停下來大修,8月20日開車;所以,2012年7月銅電解殘極率高,2012年8月銅電解殘極率低。
五、結語
通過改造陽極模,對銅電解操作和陰極進行改進,并加強現(xiàn)場管理,將考核指標落實到火法精煉工序和電解精煉工序,可以顯著降低銅電解殘極率。實踐證明,采用該方法可以提高生產(chǎn)效率,降低生產(chǎn)成本。如果陽極板采用自動定量澆鑄,陽極板之間質量數(shù)相差進一步減小,將減輕電解工序的勞動強度,并可進一步降低銅電解殘極率。
[1]王舉良,孫頂潤,趙偉東.銅電解殘極率升降對陰極銅加工費增減量的計算[J].冶金能源,2010,(6):15-17.
[2]李鵬,劉建萍,王艷.銅電解提高電流密度的生產(chǎn)實踐[J].中國有色冶金,2011,(4):22-24.
[3]王成國,于冰新.大陽極板耳部減薄銅電解的實踐[J].有色設備,2010,(5):19-22.