西門子840D系統在機床滑枕補償中的應用
2013-09-04 00:47:46侯明華
機械工程與自動化 2013年5期
關鍵詞:測量
朱 田,侯明華,趙 蕓
(重慶齒輪箱有限責任公司,重慶 402263)
0 引言
對數控鏜床而言,當滑枕或鏜桿前后移動時,由于機械結構的原因,支撐座體的重心位置會前后移動,導致滑枕和鏜桿發生傾斜,以及彈性變形、配合間隙使滑枕和鏜桿的前端位置下沉形成低頭現象,進而產生與機床坐標系的偏差。如果滑枕或鏜桿與立柱不垂直,隨著滑枕或鏜桿的向外移動,主軸前端刀具中心點與理想軌跡偏差會發生相應的變化。為校正這些誤差,除加大滑枕和鏜桿本身的剛度外,必須通過機械和電氣等手段進行補償,以提高加工工件的表面結合度和孔直線度等方面的精度。西門子數控840D系統具有強大的撓度補償功能,同時其PLC和HMI也有更大的柔性空間,使各種功能的實現更加完善。在滑枕補償方面,使用840D系統可以系統地、靈活地實現補償目的,達到理想的效果。
1 對鏜床滑枕的補償方法
數控鏜床主要以機械和電氣相結合的方式來實現滑枕補償,但在鏜床上應具備相關的執行機構(滑枕補償裝置):①通過機械和液壓部件調整滑枕補償值;②通過吊鏈或拉鏈重錘等機械部件調整滑枕補償值。在進行滑枕補償時要分兩步:其一,應力補償,即先解決工件的加工表面接合度不好的問題;其二,各軸交叉補償(撓度補償),解決鏜孔加工時的垂直度問題。
2 通過PLC實現鏜床滑枕的應力補償
2.1 測量應力補償對應的數據值
為正確有效地實現滑枕補償,必須要測量相關數據。首先利用相關工具測量滑枕移動時主軸端面與理論坐標平面的偏差。
數控鏜床中,一般情況下設定滑枕移動為W 軸,鏜桿移動為Z軸,立柱上下移動為Y軸、立柱左右移動為X軸。通過S7-300PLC對補償裝置進行控制,逐步調整主軸端面與XZ平面的垂直度,當達到誤差允許值時,S7-300PLC數據塊中的數值就是滑枕補償值。值得注意的是,在對有機械附件的鏜床作補償時,應分別就不同附件測量相應數據。
(1)在無附件時,鏜桿與滑枕同步的條件下,測量主軸旋轉面與XZ平面的垂直度,如圖1所示。

圖1 無附件時主軸旋轉面與XZ平面的垂直度測量
(2)在平旋盤、延伸銑頭、反刮銑頭等附件頭安裝后,測量主軸旋轉面與XZ平面的垂直度,如圖2所示。
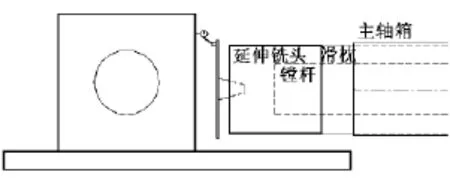
圖2 安裝平旋盤、延伸銑頭、反刮銑頭等附件頭后主軸旋轉面與XZ平面的垂直度測量
(3)萬向銑頭、臥式銑頭、5軸銑頭(主軸錐孔向下)等附件頭安裝后,測量主軸旋轉面與XZ平面的垂直度,如圖3所示。

圖3 安裝萬向銑頭、立臥銑頭、5軸銑頭附件頭后主軸旋轉面與XZ平面的垂直度測量
(4)安裝防護板(只有鏜桿移動)等附件頭后,測量主軸旋轉面與XZ平面的垂直度,如圖4所示。

圖4 安裝防護板等附件頭后主軸旋轉面與XZ平面的垂直度測量
(5)在進行完各工況下的垂直度測量后,測量滑枕及其安裝各種附件頭時的撓度值,如圖5所示。

圖5 滑枕及其安裝各種附件頭時的撓度值測量
(6)在進行完各工況下的垂直度測量后,測量鏜桿以及安裝護板時的撓度值,如圖6所示。
滑枕和鏜桿移動,伸出長度(行程)不同,滑枕和鏜桿的軸向與理論坐標軸向也不盡相同。稱垂直方向的偏差為誤差值,即誤差值與滑枕和鏜桿的行程相關;而通過補償裝置彌補不同行程的誤差值,采用的調整數值稱為補償值,亦與滑枕和鏜桿的行程相關。可以將補償值與行程以曲線(或線段)建立補償數據曲線圖表,一般以滑枕(鏜桿)伸出最小位置為曲線原點,以其伸出最遠端和原點之間建立補償行程。
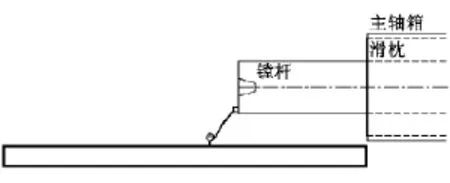
圖6 測量鏜桿及其安裝護板時的撓度值
2.2 自動實現應力補償
在核對補償裝置(比例閥或牽引機構等裝置)對于有效行程的調整數值后,可編制西門子PLC的S7-300程序對全行程進行自動補償。程序主要內容有:①根據實際需要設定滑枕和鏜桿的行程步距STEP;
如果由于機械等原因導致滑枕向前和向后移動到同一測量點時,補償裝置對應的補償數據不同,則應使用雙向線性補償方式,建立兩套數據塊。
3 通過NC實現鏜床的交叉補償
3.1 使用Sag compensation撓度補償功能的步驟
要實現撓度補償,則須通過西門子NC系統實現,即進行各軸之間的交叉補償。下面以西門子840D NC代碼為例簡述其具體步驟:
(1)確定需要補償的具體點數、行程、方向等相關信息。
(2)結合以上信息,設定相關參數。MD18342設定內容為:(補償終點-補償起點)/(步距+1)。確認MD18342參數后,以先備份再回裝方式重啟系統,生成補償初始化文件。
(3)在初始化文件中,先設定以下變量:
$AN_CEC_INPUT_AXIS[0]設定為:跟蹤軸的機床軸名稱;
$AN_CEC_OUTPUT_AXIS[0]設定為:補償軸的機床軸名稱,即交叉補償;
$AN_CEC_STEP[0]設定為:步距;
$AN_CEC_MIN[0]設定為:補償行程的最小值;
$AN_CEC_MAX[0]設定為:補償行程的最大值;
$AN_CEC_DIRECTION[0]設定為:1或-1,其中,1代表從最小走到最大的方向,為正方向;-1代表從最大走到最小的方向,為負方向;
$AN_CEC_IS_MODULO[0]設定為:針對旋轉軸為1。
再根據測量的實際結果,添加各位置點的補償值(絕對補償):
$AN_CEC[0,0]設定為:最小位置的補償值,起點可設定為0;
$AN_CEC[0,1]設定為:第二點(相對最小位置)的補償值;
$AN_CEC[0,2]設定為:第三點的補償值;
$AN_CEC[0,3]設定為:第四點的補償值;
……
以上過程可以在服務界面直接修改復制后的INI文件或以工件程序的形式進行。
(4)設定相關參數。MD32710設定為1;MD41300[]設定為1。
(5)執行NCK RESET。
(6)執行回零過程(絕對值系統直接生效)。
(7)在診斷界面可觀察SAG+Temperature Compensation Value垂度+溫度補償實際值這一欄,通過正反運動,其數值應依據補償表作相應的線性變化。
3.2 對無附件安裝的補償數據
對無附件安裝的鏜床而言,通過以上7個步驟之后,在初始化文件中存儲一套補償數據即可。
3.3 對安裝有不同附件的補償數據
如有不同附件安裝到滑枕上,會產生不同的撓度變化,這就要求各附件必須有各自對應的補償數據。同樣,通過以上7個步驟之后,應用PLC和NC程序接合可以實現附件頭更換后系統自動更新相應的滑枕補償數據。
本文以安裝5號反刮銑頭為例,介紹相關NC程序結構。在此附件自動安裝后,PLC程序會判斷其是否為5號附件,如果是,則會自動執行子程序SPF995(5號附件補償數據生效程序)。
(1)附件識別程序為:
;略去相關判定內容
MSG("5號反刮銑頭已安裝,等待退出")
GOTOF_CONT
ELSE
_ERR1:
MSG("系統檢測安裝的附件頭不是5號反刮銑頭")
M0
IF($A_IN[20]==1)GOTOF_CONT
ELSE
GOTOF_END
ENDIF
ENDIF
_CONT:
;各軸定位過程略去
SPF995;在此調用5號附件撓度補償程序
…
M17;子程序結束
(2)5號附件補償數據生效程序SPF995為:
;關閉所有系統補償表 相關程序代碼略去
N10$AN_CEC[10,0]=-0.05
N20$AN_CEC[10,1]=-0.05;向系統輸入補償數據
;其它補償數據省略
;負向補償的INI文件內容:(對應18342[10]的數量)
N820$AN_CEC_INPUT_AXIS[10]=(AX4)
N830$AN_CEC_OUTPUT_AXIS[10]=(AX2)
N840$AN_CEC_STEP[10]=20
N850$AN_CEC_MIN[10]=0
N860$AN_CEC_MAX[10]=1600
N870$AN_CEC_DIRECTION[10]=-1
N880$AN_CEC_MULT_BY_TABLE[10]=0
N890$AN_CEC_IS_MODULO[10]=0
;正向補償的INI文件內容:(對應18342[11]的數量)
N940$AN_CEC[11,0]=-0.05
N950$AN_CEC[11,0]=-0.045
;其它補償數據省略
N1710$AN_CEC_INPUT_AXIS[11]=(AX4)
N1720$AN_CEC_OUTPUT_AXIS[11]=(AX2)
N1730$AN_CEC_STEP[11]=20
N1740$AN_CEC_MIN[11]=0
N1750$AN_CEC_MAX[11]=1600
N1760$AN_CEC_DIRECTION[11]=1
;后置處理程序
$SN_CEC_TABLE_ENABLE[10]= TURE;在此將補償數據激活
$SN_CEC_TABLE_ENABLE[11]= TURE
$MA_CEC_ENABLE[Y1]=1
$MA_CEC_ENABLE[W1]=1
…
M17
同理,可編制對于鏜桿和其他附件的NC補償程序,這樣才能解決對多種附件應用時的滑枕補償問題。
4 通過HMI界面進一步完善滑枕補償控制
為了維修和操作方便,在西門子數控系統PCU50上須編制HMI OEM界面。OEM界面中提示信息包括補償對象、補償數值(分滑枕、鏜桿、各種附件頭)、滑枕和鏜桿位置、滑枕補償反饋裝置狀態信息(如拉力測量值)、滑枕補償裝置狀態(是否超限位,電機負載等)、補償是否生效等信息。OEM界面中提供的可操作內容包括自動補償功能啟動/停止、手動測量功能啟動/停止、補償裝置手動功能啟動/停止等。
5 結束語
通過對鏜床滑枕撓度變化的補償實際測量和對西門子840D進行撓度的補償、S7-300PLC全行程自動補償、HMI畫面等手段,使機械、電氣相結合的補償方式得到有效應用,可以解決使用鏜床滑枕加工時的精度問題,很好地抑制撓度變化,從而提高鏜孔加工精度和工件表面接合度。
[1] 王建中,黃成軍.大型落地銑鏜床方滑枕精度變形補償措施[J].制造技術與機床,2006(7):1-2.
[2] 吳鳳和,王少偉,楊育林,等.超重型數控落地銑鏜床滑枕撓曲變形補償研究[J].中國機械工程,2010,21(20):2416-2419.
[3] 楊桂華,曹濟國.16045數控鏜銑床滑枕補償系統的分析[J].兵工自動化,1999(1):41-47.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
