VC軋機(jī)內(nèi)輥型優(yōu)化設(shè)計(jì)技術(shù)的開(kāi)發(fā)
2013-09-07 08:53:30白振華王亞軍常金梁周慶田柯陽(yáng)林
中國(guó)機(jī)械工程 2013年22期
關(guān)鍵詞:優(yōu)化
白振華 王 凱 王亞軍 常金梁 周慶田 柯陽(yáng)林
1.燕山大學(xué)國(guó)家冷軋板帶裝備及工藝工程技術(shù)研究中心、燕山大學(xué)亞穩(wěn)材料制備技術(shù)與科學(xué)國(guó)家重點(diǎn)實(shí)驗(yàn)室,秦皇島,066004 2.寶鋼冷軋廠,上海,201900
0 引言
與普通四輥軋機(jī)相比,VC輥軋機(jī)由于其VC輥在芯軸與套筒之間存在一個(gè)空腔,所以在軋制過(guò)程中,當(dāng)受到輥間壓力作用時(shí),套筒除了產(chǎn)生一個(gè)整體撓度之外(類似普通實(shí)心軋輥),還將在受力區(qū)域產(chǎn)生一個(gè)塌陷位移[1],該塌陷位移隨著軋制壓力的增大而增大。塌陷位移會(huì)抵消由VC輥油壓而產(chǎn)生的凸度,使得軋機(jī)的板形控制效果大大減弱,甚至帶來(lái)負(fù)面影響,產(chǎn)生雙邊浪的板形缺陷。因此,以往VC輥軋機(jī)主要用于小軋制壓力的鋁帶、銅帶等有色金屬的軋制,塌陷位移對(duì)板形控制的影響幾乎可以忽略。近年來(lái),隨著板帶工業(yè)的快速發(fā)展,VC輥軋機(jī)因其板形控制手段靈活且響應(yīng)速度快,已經(jīng)逐步從小軋制壓力的有色金屬軋制向軋制壓力相對(duì)較大的黑色金屬軋制發(fā)展(如寶鋼1550CAL VC輥平整機(jī)組等[2]),塌陷位移對(duì)板形控制的影響已經(jīng)不可忽視,并成為VC輥軋機(jī)進(jìn)一步推廣應(yīng)用的“瓶頸”。因此,如何在不影響VC輥軋機(jī)板形控制能力的前提下解決塌陷位移的負(fù)面影響問(wèn)題就成為現(xiàn)場(chǎng)攻關(guān)的重點(diǎn)。
1 VC輥結(jié)構(gòu)及塌陷位移簡(jiǎn)介
如圖1所示,VC軋輥由旋轉(zhuǎn)接頭、芯軸、套筒、油腔以及孔道五個(gè)部分組成。在軋制過(guò)程中,通過(guò)控制VC軋輥油腔內(nèi)部液壓油的壓力來(lái)調(diào)整套筒的外廓形狀[3-4]。當(dāng)油壓連續(xù)變化時(shí),就會(huì)得到連續(xù)的輥面凸度變化。選擇不同的油壓,就可獲得不同的輥凸度,以補(bǔ)償軋輥的撓度,實(shí)現(xiàn)板形控制。當(dāng)軋制壓力較大時(shí),VC軋輥在工作過(guò)程中會(huì)產(chǎn)生塌陷位移,如圖1中虛線部分所示。塌陷位移與VC輥油壓凸度相疊加,使得VC輥實(shí)際輥型呈圖2所示形狀分布。當(dāng)實(shí)際輥型達(dá)到圖2c、圖2d所示狀態(tài)時(shí),會(huì)給軋機(jī)出口帶材帶來(lái)較為嚴(yán)重的雙邊浪板形缺陷。

圖1 VC軋輥結(jié)構(gòu)及塌陷位移示意圖
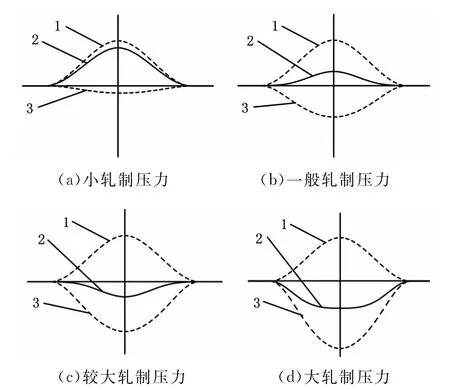
圖2 VC軋輥工作過(guò)程中實(shí)際輥型示意圖
2 VC軋機(jī)內(nèi)輥型優(yōu)化設(shè)計(jì)技術(shù)的開(kāi)發(fā)
2.1 VC輥內(nèi)輥型設(shè)計(jì)方案的提出
解決VC軋輥在大軋制壓力下軋制時(shí)套筒發(fā)生塌陷影響軋機(jī)板形控制能力的問(wèn)題,理論上講有兩種解決方案:①芯軸采用外凸式輥型,如圖3所示;②套筒采用內(nèi)凸式套筒,如圖4所示。雖然,從作用的機(jī)理上來(lái)說(shuō),這兩種方案是一樣的:在正常小軋制壓力軋制時(shí)套筒內(nèi)壁與芯軸表面不發(fā)生接觸,其板形控制原理與普通不帶內(nèi)輥型的VC軋輥相同;當(dāng)進(jìn)行大軋制壓力軋制時(shí),套筒內(nèi)壁與芯軸表面出現(xiàn)局部接觸,從而將套筒外壁的塌陷位移傳導(dǎo)至套筒內(nèi)壁,將筒壁塌陷量控制在允許的范圍內(nèi),是抑制雙邊浪等板形缺陷發(fā)生的關(guān)鍵,如圖5所示。由于套筒與芯軸是通過(guò)熱裝固定在一起的,如果芯軸采用外凸式輥型,套筒將無(wú)法安裝。也就是說(shuō),方案①實(shí)際上是不可行的。這樣,VC輥內(nèi)輥型設(shè)計(jì)的實(shí)質(zhì)就是通過(guò)對(duì)VC輥套筒內(nèi)輥型曲線的優(yōu)化設(shè)計(jì)來(lái)控制VC輥軋機(jī)在大軋制壓力下筒壁的塌陷量,從而抑制雙邊浪等板形缺陷的發(fā)生,提高成品帶材的板形精度。
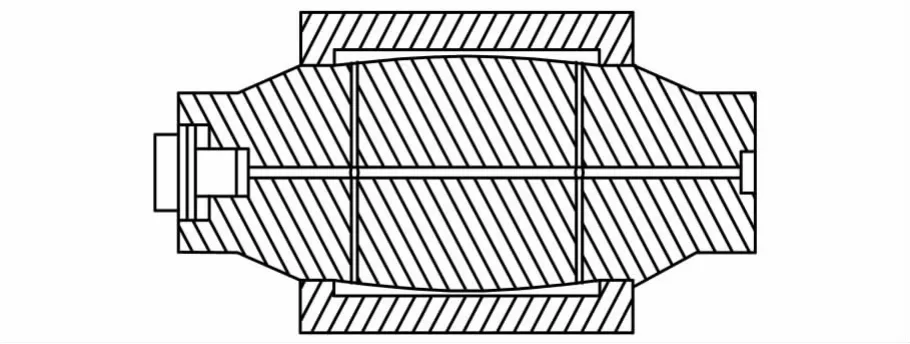
圖3 芯軸外凸式輥型示意圖
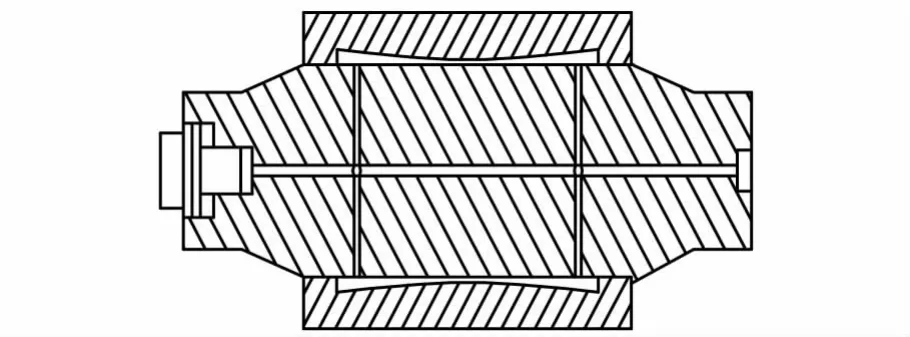
圖4 套筒內(nèi)凸式輥型示意圖
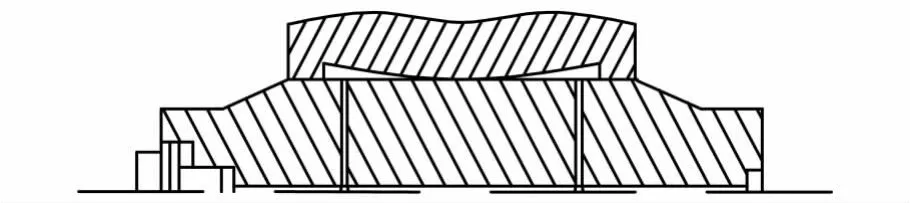
圖5 帶內(nèi)輥型的VC輥大軋制壓力下的工作原理示意圖
2.2 VC輥內(nèi)輥型曲線優(yōu)化模型的開(kāi)發(fā)
2.2.1 VC輥內(nèi)輥型曲線的設(shè)計(jì)
如圖6所示,考慮到設(shè)備的實(shí)際加工能力與板形控制需求,在實(shí)際生產(chǎn)中,可以將VC軋輥套筒內(nèi)輥型曲線采用余弦方程形式進(jìn)行設(shè)計(jì),即

式中,Dtn(y)為VC軋輥套筒內(nèi)輥型曲線;Dt為VC輥套筒最大內(nèi)直徑;Lt為VC輥油腔寬度;a、b為VC輥內(nèi)輥型曲線擬合系數(shù);y為內(nèi)輥上各點(diǎn)距套筒左端面距離。
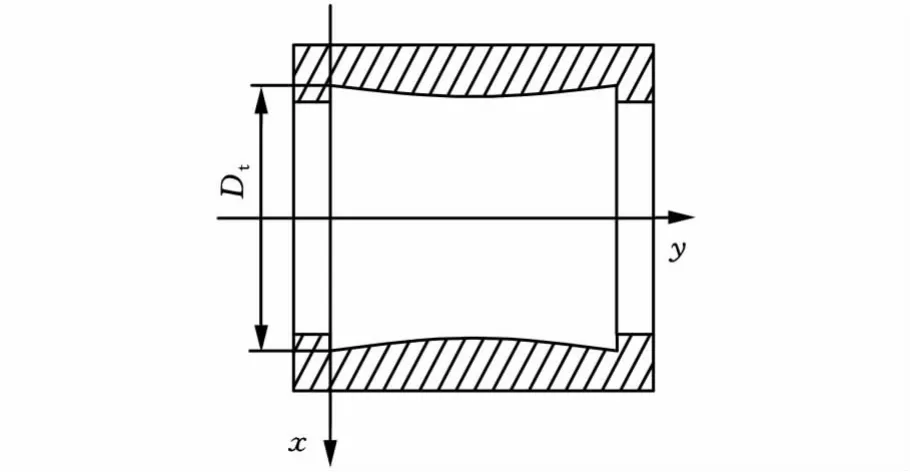
圖6 套筒曲線坐標(biāo)圖
2.2.2 VC輥帶有內(nèi)輥型時(shí)塌陷位移的求解
無(wú)論VC軋輥的套筒是否設(shè)計(jì)內(nèi)輥型,在正常小軋制壓力軋制時(shí)套筒內(nèi)壁與芯軸表面都不發(fā)生接觸,根據(jù)文獻(xiàn)[1-2],將輥間壓力q(y)沿油腔橫向分成n段,每段長(zhǎng)度為其塌陷位移表達(dá)式為
式中,fi為VC輥的塌陷位移;qj為輥間壓力分布;sij為j段載荷引起的i段位移的影響系數(shù),是y和y′的函數(shù)。
sij和y、y′的函數(shù)關(guān)系可表示為
式中,A11、A12、A13、A31、A33為套筒特性系數(shù),與套筒尺寸相關(guān)。
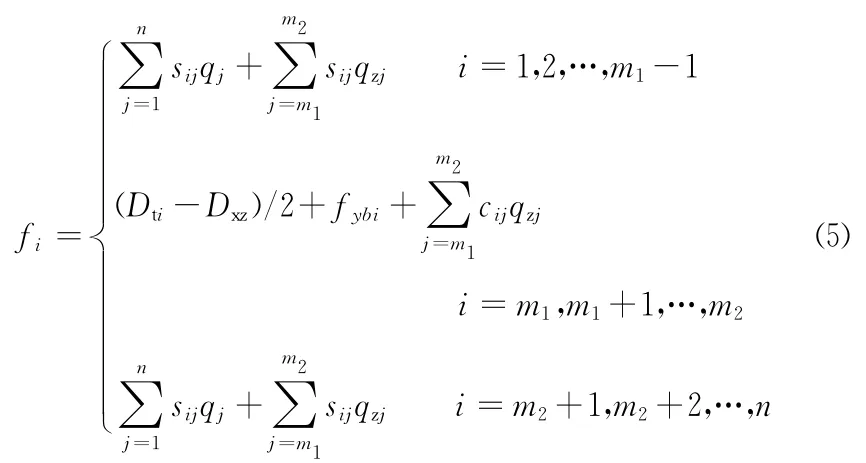
如圖7所示,當(dāng)進(jìn)行大軋制壓力軋制時(shí),套筒內(nèi)壁與芯軸表面出現(xiàn)局部接觸,在接觸部位套筒內(nèi)壁受到芯軸的作用力qzj約束,此時(shí)套筒的塌陷位移是輥間壓力qj與芯軸作用力qzj綜合作用的結(jié)果。由于套筒內(nèi)輥型曲線已知,故套筒油腔厚度為定值,引入約束方程:
式中,Dti為VC輥套筒內(nèi)徑;Dxz為芯軸直徑;m1、m2分別為套筒與芯軸局部接觸時(shí)接觸部位起始點(diǎn)與終止點(diǎn)的分段數(shù);fybi為套筒與芯軸接觸部位的彈性壓扁量;cij為j段單位載荷引起的i段撓曲的影響系數(shù),是y和y′的函數(shù)。
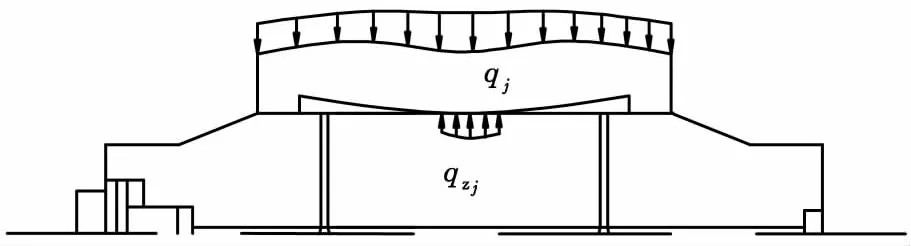
圖7 帶內(nèi)輥型的VC輥大軋制壓力下的受力情況示意圖
由以上約束方程可得芯軸作用力qzj,進(jìn)而可得在大軋制壓力時(shí)套筒塌陷位移的表達(dá)式:
2.2.3 VC輥內(nèi)輥型優(yōu)化模型的建立
根據(jù)前述分析并結(jié)合文獻(xiàn)[1]所述VC軋機(jī)的相關(guān)板形理論可知,對(duì)于特定VC輥軋機(jī)大軋制壓力的軋制過(guò)程而言,在所軋帶材的寬度、厚度、鋼種等產(chǎn)品特征參數(shù)與軋制壓力、壓下率、前后張力、彎輥力、VC輥油壓等軋制工藝參數(shù)以及工作輥與支撐輥外輥型曲線都確定的前提下,表征成品帶鋼板形的參數(shù)——軋機(jī)出口前張力橫向分布值σ1i實(shí)際上就取決于VC輥內(nèi)輥型,其表達(dá)式為

根據(jù)前述分析可知,VC輥內(nèi)輥型曲線優(yōu)化設(shè)計(jì)的目的,就是通過(guò)設(shè)計(jì),尋找到一種合適的套筒內(nèi)輥型,使得VC軋機(jī)在產(chǎn)品大綱內(nèi)軋制所有規(guī)格的產(chǎn)品時(shí)塌陷位移處于合理范圍內(nèi),軋機(jī)出口板形良好,最大板形不超過(guò)一定的幅值。基于此,內(nèi)輥型優(yōu)化的目標(biāo)函數(shù)可表示為
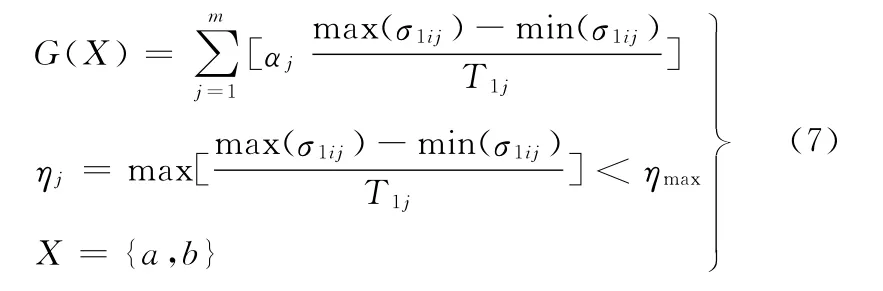
式中,m為典型規(guī)格產(chǎn)品的數(shù)目;αj為第j個(gè)典型規(guī)格產(chǎn)品在總產(chǎn)量中所占的比重;T1j為第j個(gè)典型規(guī)格產(chǎn)品的平均前張力;σ1ij為第j個(gè)典型規(guī)格產(chǎn)品的前張力橫向分布值;ηj為第j個(gè)典型規(guī)格產(chǎn)品的前張力橫向分布差;ηmax為用戶允許的產(chǎn)品最大板形所對(duì)應(yīng)的前張力橫向分布差。
這樣,對(duì)VC輥套筒內(nèi)輥型曲線的優(yōu)化問(wèn)題就轉(zhuǎn)化為尋找最優(yōu)的曲線擬合系數(shù)X={a,b},使得目標(biāo)函數(shù)最小,計(jì)算框圖如圖8所示。
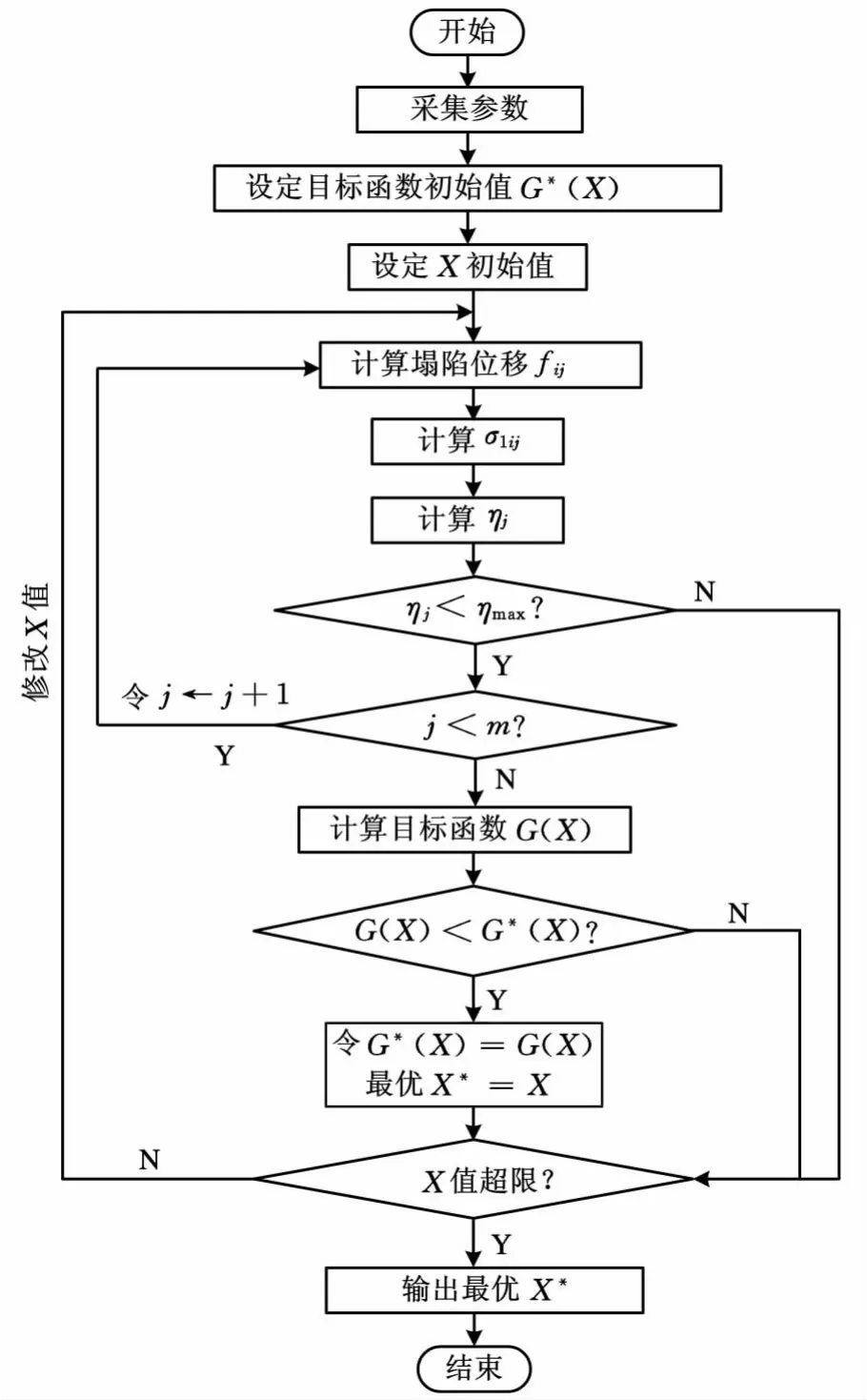
圖8 分段法計(jì)算框圖
3 VC軋機(jī)內(nèi)輥型優(yōu)化效果分析
為了分析VC軋機(jī)內(nèi)輥型曲線優(yōu)化的效果,以某冷軋廠1550CAL VC輥平整機(jī)組為研究對(duì)象,在充分考慮該機(jī)組設(shè)備的工藝特點(diǎn)及主要特征參數(shù)(表1)的前提下,根據(jù)該機(jī)組的產(chǎn)品大綱,利用前述相關(guān)理論模型,對(duì)其VC輥套筒內(nèi)輥型進(jìn)行優(yōu)化設(shè)計(jì),優(yōu)化后的內(nèi)輥型曲線函數(shù)表達(dá)式為

其中,Dt=946mm,a=-2.4,b=3.142,以選擇的典型規(guī)格產(chǎn)品(表2)為例,分別給出內(nèi)輥型優(yōu)化前后的VC實(shí)際輥型及軋機(jī)出口板形分布圖,如圖9、圖10所示。
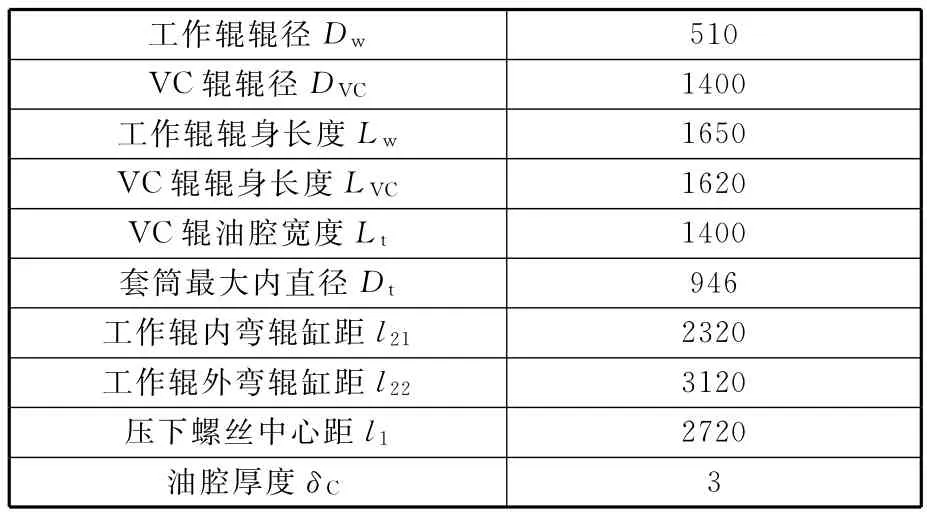
表1 某1550CAL VC輥平整機(jī)組主要設(shè)備參數(shù) mm
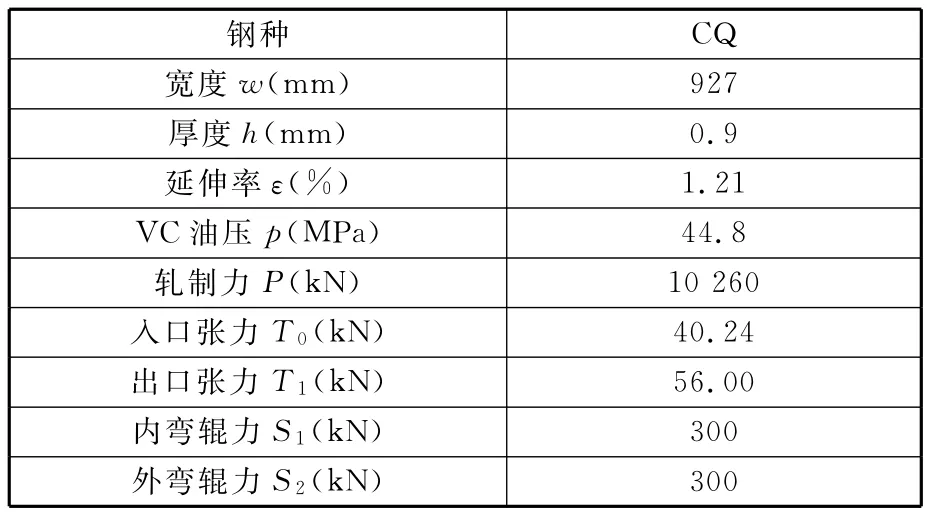
表2 典型規(guī)格產(chǎn)品的特征軋制工藝參數(shù)
由圖9、圖10可以看出,VC軋輥經(jīng)過(guò)內(nèi)輥型優(yōu)化設(shè)計(jì)之后,在大軋制壓力軋制時(shí)套筒塌陷位移大大減小,板形最大值由無(wú)內(nèi)輥型時(shí)的16.38I(I為板形單位)降為輥型優(yōu)化后的6.35I,相應(yīng)的板形質(zhì)量也有了較大的改善。
4 結(jié)語(yǔ)
在大量的現(xiàn)場(chǎng)跟蹤與理論研究的基礎(chǔ)上,充分結(jié)合VC軋機(jī)的實(shí)際,利用其工藝特點(diǎn),提出了一套VC輥內(nèi)輥型優(yōu)化設(shè)計(jì)方案。通過(guò)相應(yīng)的設(shè)備改造,大大減小了VC軋機(jī)大軋制壓力軋制時(shí)套筒的塌陷位移,抑制了雙邊浪板形缺陷的發(fā)生,使成品帶材的板形質(zhì)量獲得改善,為企業(yè)帶來(lái)一定的經(jīng)濟(jì)效益,其技術(shù)具有推廣應(yīng)用價(jià)值。
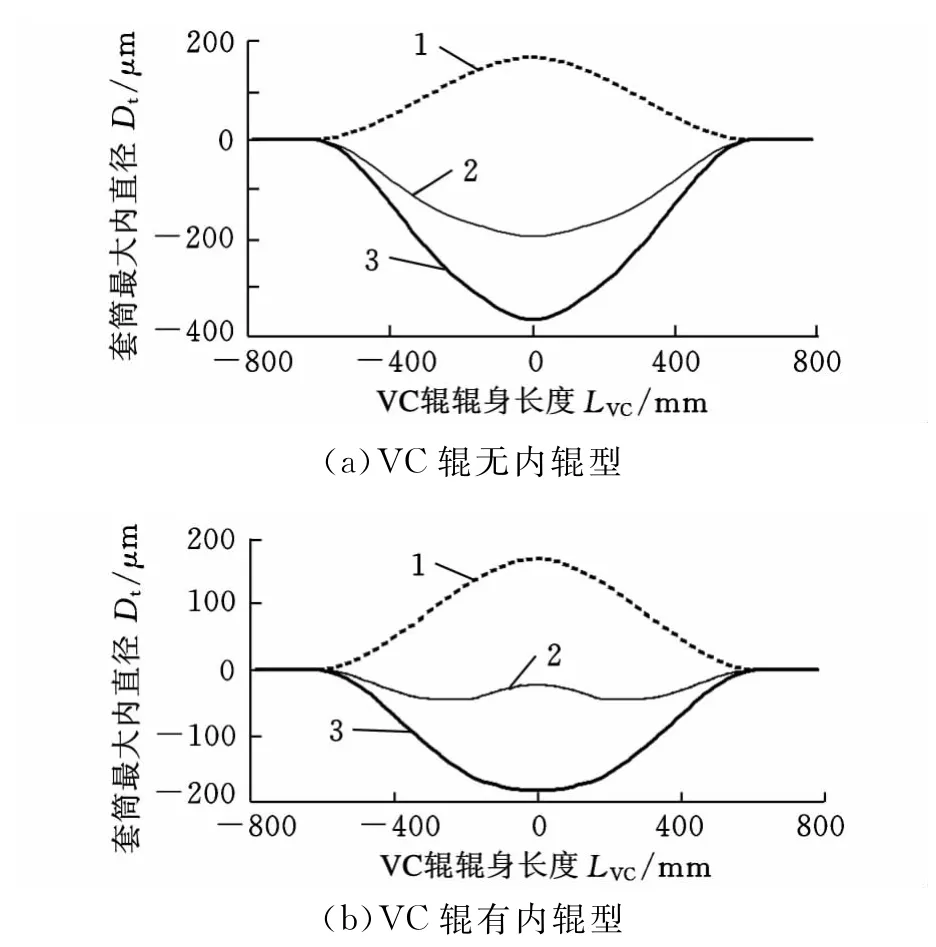
圖9 軋制過(guò)程輥型示意圖

圖10 帶材板形橫向分布圖
[1]白振華.平整軋制工藝模型[M].北京:中國(guó)冶金出版社,2010.
[2]白振華,連家創(chuàng).VC軋機(jī)板形控制關(guān)鍵技術(shù)的開(kāi)發(fā)與研究[J].中國(guó)機(jī)械工程,2003,14(15):1287-1289.Bai Zhenhua,Lian Jiachuang.Development and Research on Key Technology of Shape Control for VC Roll Mill[J].China Mechanical Engineering,2003,14(15):1287-1289.
[3]白振華,連家創(chuàng),楊杰.可變凸度軋輥(VC輥)在不同油壓下的凸度分布曲線[J].機(jī)械工程學(xué)報(bào),2002,38(6):156-158.Bai Zhenhua,Lian Jiachuang,Yang Jie.Crown Distribution of Variable Crown Roll(VC ROLL)at Different Oil Pressure[J].Chinese Journal of Me-chanical Engineering,2002,38(6):156-158.
[4]白振華,楊杰.VC軋機(jī)板形控制及輥型優(yōu)化技術(shù)的研究[J].重型機(jī)械,2004(2):29-33.Bai Zhenhua,Yang Jie.Research of Shape Sontrol and Roll Shape Optimization Technology on VC Rolling Mill[J].Heavy Machinery,2004(2):29-33.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
