連續炭纖維增強ABS界面性能研究
2013-09-14 05:01:20張祺鑫王成忠
材料工程 2013年1期
黃 麗,張祺鑫,王成忠
(北京化工大學 北京市新型高分子材料制備與加工重點實驗室,北京 100029)
纖維增強樹脂基復合材料廣泛應用于航空航天、軍工、汽車、體育用品等領域,其中熱固性樹脂基復合材料已有較多的研究和應用,而熱塑性樹脂基復合材料可重復利用,對環境污染較小,因而更具有研究與應用價值。纖維增強熱塑性樹脂基復合材料通常采用擠出造粒和注射成型的方法,纖維長度很短,在樹脂中含量一般在30%(質量分數,下同)以下,難以充分發揮纖維的增強作用。如短炭纖維增強尼龍6的拉伸強度為78.4MPa,無缺口沖擊強度為16.9kJ/m2[1],短炭纖維增強PEEK的拉伸強度也僅為151.9MPa[2]。采用連續長纖維為增強體是提高熱塑性樹脂基復合材料力學性能的主要途徑。
目前連續纖維增強熱塑性塑料(Continuous Fiber Reinforced Thermoplastics,CFRT)的主要制備工藝如下:溶液浸漬法,熔體浸漬法,粉末浸漬法,薄膜層疊法,混編法等。Claire Steggall-Murphy等[3]利用新型的粉末浸漬工藝同時結合真空輔助樹脂傳遞模塑技術制備纖維增強熱塑性塑料;Silva等[4]利用粉末浸漬和纏繞成型技術,制備出了具有較高柔順性的纖維束預浸料;Wei Li等[5]借助弧電加熱器,利用溶液浸漬法同時結合纖維纏繞工藝實現了聚芳醚砜酮對纖維的浸潤,開發出了纏繞和浸潤同時進行的技術;Miller等[6]研究了纖維增強復合材料的高速拉擠技術,通過設計理論模型,發現纖維與基體樹脂的尺寸比例,纖維含量,樹脂黏度等因素共同決定了浸潤率;Jespersen等[7]使用薄膜層疊工藝研究了單向炭纖維增強熱塑性塑料,發現了最佳的模壓壓力要低于最大壓力,并且這個壓力與溫度無關。多數研究主要集中在成型技術方面,對復合材料界面性能研究較少,而且制備的復合材料性能差別較大。
CFRT性能優劣主要取決于炭纖維與基體樹脂的界面性能。如果沒有較好的界面連接,當材料受到外力作用時,基體樹脂就無法將應力傳遞給纖維,從而不能發揮炭纖維的作用。國內外對CFRT的研究主要集中在成型工藝上,而對復合材料界面性能研究較少,本工作則重點對界面性能進行了研究,選用共混法,薄膜層疊法和溶液浸漬法三種工藝,因為這三種浸潤工藝浸潤效果好,成本較低,最大的優勢是不需要特殊的浸潤設備,適于科研以及今后的大規模推廣生產。主要對比研究了不同浸潤方法對材料界面性能的影響,同時研究和論證了界面性能對材料力學性能及熱學性能的影響。
1 實驗
1.1 實驗原料
炭纖維:ST300A-12K,中復神鷹炭纖維有限責任公司,單絲強度3.0~3.5GPa;ABS樹脂:PA-757K型,鎮江奇美化工有限公司生產;丙酮:分析純,北京化學試劑有限公司。
1.2 試樣制備
炭纖維束絲裁剪為100mm長,多條平行鋪放于100mm×100mm×2mm的模具中,干燥后的ABS樹脂均勻鋪撒其中,置于模壓成型設備(XLB-1)加熱至230℃,樹脂開始熔融后逐漸加壓至5MPa,保壓8min后冷卻開模,形成共混法復合材料。控制炭纖維含量得到不同纖維含量的復合材料。
將ABS樹脂壓制成厚度為0.08mm的薄膜,裁剪為100mm×100mm;炭纖維束絲裁剪為100mm長,多條平行鋪放于模具中,并與ABS薄膜層疊鋪放,置于模壓設備中以上述工藝制備復合材料。在使用共混法和薄膜層疊法時,先稱量ABS薄膜的質量,然后根據需要制備復合材料的纖維含量換算出所需纖維。
將ABS樹脂溶于丙酮中,浸漬已制成中空支架的連續炭纖維。在浸漬前先稱量纖維的質量,然后根據要制備復合材料的纖維含量換算出所需基體樹脂質量。再逐漸將樹脂溶液涂覆在纖維上,并時時稱量溶劑揮發后其質量的變化,直至達到所需纖維含量。最后將其平行鋪放于模具中以上述工藝制備復合材料。
1.3 性能測試與表征
將制備的復合材料樣板裁剪為100mm×10mm,100mm×12.5mm,20mm×6mm樣條,在CMT4204型微機控制電子萬能試驗機上分別按照GB/T3354—1999,GB/T3356—1999,JC/773—1996 進行拉伸強度、彎曲強度和層間剪切強度測試,在XJJ-5簡支梁沖擊試驗機上按照GB/T1451—2005以120mm×7mm的尺寸進行無缺口沖擊測試。按照GB1633—2000在XRW-300ML熱變形溫度測定儀上測試復合材料的維卡軟化點,用Q800型DMTA研究動態力學與界面相的相互影響,采用S-4700掃描電鏡觀察復合材料的斷面形貌。
2 結果與討論
2.1 炭纖維含量對復合材料力學性能的影響
以共混法、薄膜層疊法、溶液浸漬法三種工藝制備了連續炭纖維增強ABS樹脂基復合材料,各復合材料中炭纖維含量分別為30%,40%,50%,60%和70%。圖1為炭纖維含量對三種不同工藝復合材料的拉伸強度的影響。隨著炭纖維含量的增加,各復合材料拉伸強度逐漸提高,當炭纖維含量為60%時拉伸強度達到最高,之后呈下降趨勢。制備工藝對復合材料拉伸強度影響很大,共混法制備的復合材料拉伸強度最高為609MPa,薄膜層疊法復合材料拉伸強度為991MPa,而溶液浸漬法復合材料拉伸強度達到1100MPa。
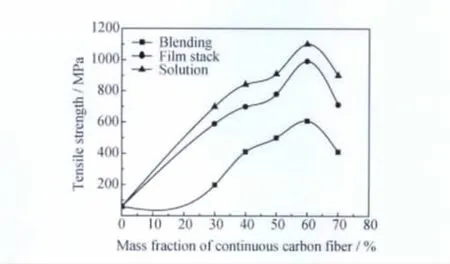
圖1 炭纖維含量和制備工藝對復合材料拉伸強度的影響Fig.1 The influences of carbon fiber content and preparation process on tensile strength of the composites
圖2和圖3分別為炭纖維含量對復合材料的彎曲強度和沖擊強度的影響。彎曲強度和沖擊強度隨炭纖維含量的變化趨勢與拉伸強度的變化基本相似,當炭纖維含量為60%時性能達到最高,其中共混法、薄膜層疊法、溶液浸漬法三種復合材料的最大彎曲強度分別為510,1269,1716MPa,最大沖擊強度分別為106,140,158kJ/m2。不同工藝制備的復合材料力學性能相差較大,說明了其界面性能有明顯差異。層間剪切強度是表征復合材料界面性能的常用指標之一,通過對比三種工藝制備的復合材料層間剪切強度(圖4)可以進一步考察復合材料的界面性能。三種工藝的復合材料層剪強度同樣隨炭纖維含量的增加而提高,在炭纖維為60%時達到最高,共混法、薄膜層疊法、溶液浸漬法制備的復合材料最大層剪強度分別為41,60,71MPa。薄膜層疊法、溶液浸漬法的復合材料彎曲強度和層剪強度已經與炭纖維增強環氧樹脂基復合材料的層剪強度相當[8-10],同時沖擊強度均高于炭纖維增強環氧樹脂基復合材料。
2.2 復合材料界面相對動態黏彈性的影響
動態力學熱分析(DMTA)反映了在強迫振動下,復合材料的E′和E″隨溫度的變化情況。因此,一方面可以通過DMTA測定材料的玻璃化轉變溫度,另一方面,可以表征材料中界面相的黏合性。在復合材料的界面相研究過程中發現:如果界面相黏合不良,當復合材料承受連續的周期性負荷時,在纖維與樹脂界面上有能量耗散。同時,還可以將材料在一個周期負荷的總耗散,劃分為兩部分,一部分與纖維本身的彈性性質有關,另一部分是由于纖維與樹脂界面上黏合不完善造成。
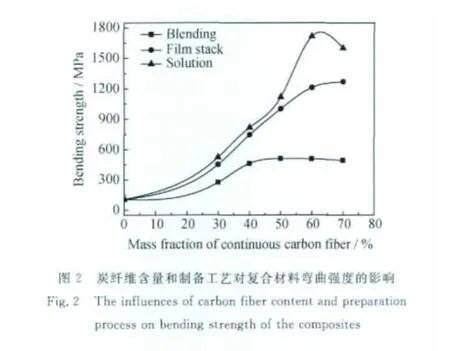
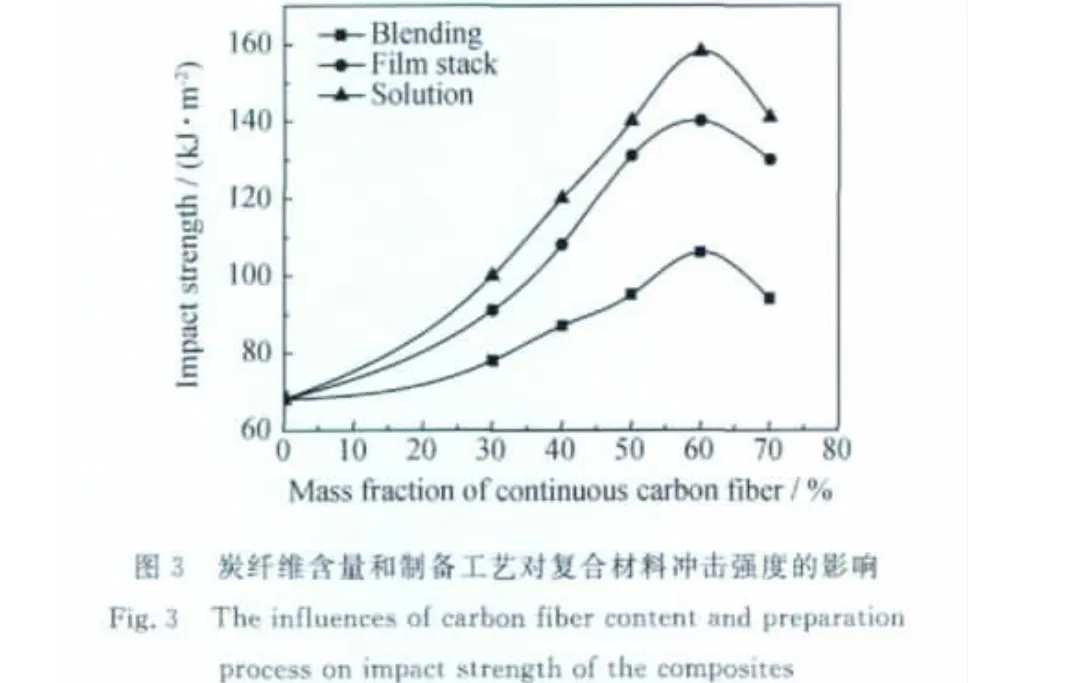
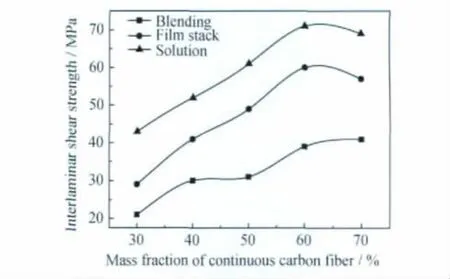
圖4 炭纖維含量和制備工藝對復合材料層間剪切強度的影響Fig.4 The influences of carbon fiber content and preparation process on ILSS of the composites
在炭纖維改性ABS中,由于炭纖維本身是彈性材料,彈性材料本身能夠儲存能量而無耗散;而聚合物是黏彈性材料,兼有彈性固體和黏性流體的某些特性,當聚合物材料形變時,一部分能量以位能的形式貯存,另一部分能量以熱的形式被耗散。因此,炭纖維改性ABS的內耗,主要是由于界面的不完善和基體樹脂的能量耗散。因此,通過DMTA測試復合材料的損耗角正切tanδ,可以直接表征其界面性能的優劣。DMTA是研究復合材料界面相的主要方法。
本實驗采用三種制備工藝,纖維含量均在60%左右,對比研究其動態力學特征,如圖5所示。
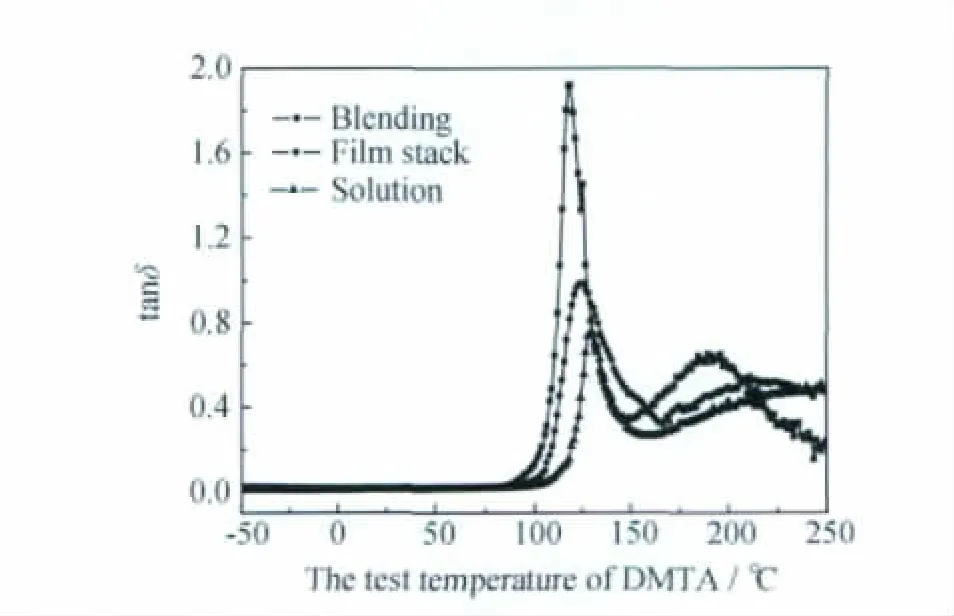
圖5 復合材料損耗角正切tanδFig.5 The loss tangent of the composites
由圖5可以看出,溶液浸漬法制備的復合材料損耗角正切tanδ峰僅為共混法的40%和薄膜層疊法的75%。這說明溶液浸漬法制備的復合材料界面相最好。因為當材料受到周期性負荷時,較好的界面相可以及時地將應力傳遞給炭纖維,增加了以位能形式存儲的能量,減少了以熱的形式耗散掉的能量,表現為tanδ峰的降低。同時由圖5還可以看出,復合材料的Tg分別為117.7,123.8,129.0℃。這說明浸潤性的提高可以提高復合材料的Tg,即提高了材料的耐熱性,這與維卡測試得出的結論一致。因為浸潤性的提高,使得炭纖維與基體樹脂結合更為緊密,當基體樹脂由凍結狀態向自由運動狀態轉變時,炭纖維更好地束縛了樹脂的分子運動,宏觀上表現為Tg的提高。
2.3 復合材料微觀形貌
通過SEM對復合材料的微觀形貌進行觀察可以進一步發現不同制備工藝對復合材料界面性能的影響。圖6、圖7與圖8分別是共混法、薄膜層疊法、溶液浸漬法制備的復合材料截面SEM照片。共混法復合材料的炭纖維束絲內幾乎沒有樹脂黏附,僅在炭纖維束外層有部分樹脂;薄膜層疊法的復合材料炭纖維束表層內樹脂浸潤較為均勻,但劈裂面的樹脂容易剝離,炭纖維單絲之間的樹脂含量不均勻;溶液浸漬法的復合材料炭纖維單絲之間完全被樹脂充滿,剝離面的炭纖維單絲上樹脂黏附比較牢固,形成了樹脂分布較為均勻的復合材料。
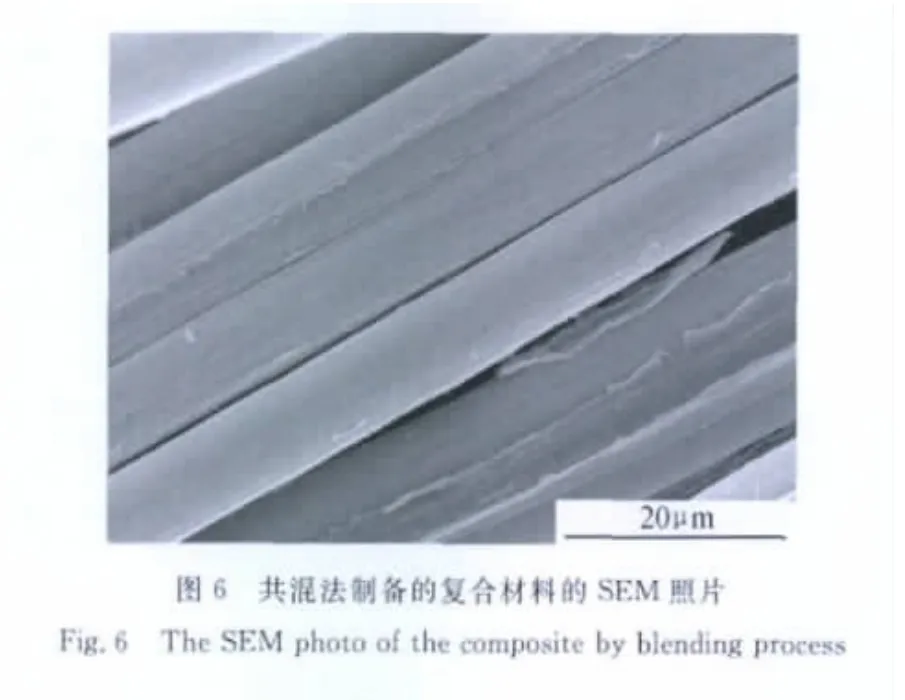
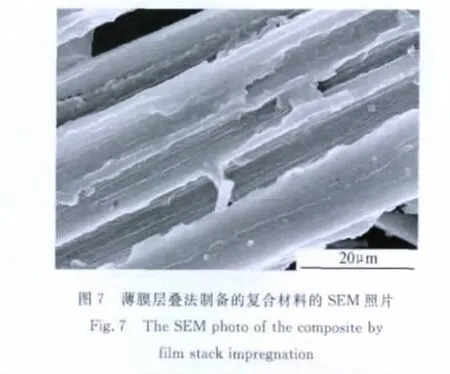

圖8 溶液浸漬法制備的復合材料的SEM照片Fig.8 The SEM photo of the composite by solution impregnation
不同工藝制備的復合材料力學性能差異較大的主要原因在于樹脂對纖維的浸潤性不同。制備高性能熱塑性樹脂基復合材料的關鍵在于提高樹脂的浸潤性。由于熱塑性樹脂的熔體黏度極高,流動性和浸潤性很差,很難浸潤到纖維束絲的縫隙中,導致復合材料的界面性能較差。通過共混法制備復合材料時樹脂顆粒雜亂分布在纖維束之間,樹脂熔融時部分纖維束之間以及纖維束內可能會浸潤不充分,樹脂基體不是均勻連續分布,導致力學性能較差;采用薄膜層疊法時,單層纖維束平行排列,與ABS樹脂薄膜相互層疊,熔融的樹脂很容易浸潤到炭纖維束絲之間,但纖維束內仍可能浸潤不充分,復合材料力學性能較共混法有較大提高,表明其浸潤性已有較大改善;在溶液浸漬法中,ABS樹脂溶解于溶劑后黏度較低,很容易浸潤到纖維束內部,每根炭纖維單絲之間都有樹脂存在,樹脂與纖維形成良好的界面結合,使復合材料力學性能大幅度提高,其綜合力學性能較共混法復合材料提高了80%左右。但是,溶液浸漬法復合材料的最大拉伸強度為1100MPa,與理論值(約1800MPa)仍有較大差距,可能是由于在模壓成型過程中壓力過大導致部分纖維斷裂,以及ABS樹脂與炭纖維粘接性差導致界面滑移等因素有關。
2.4 制備工藝對復合材料熱性能的影響
復合材料界面性能的差異不僅表現在力學性能差異較大,而且對材料熱性能也有影響。圖9是三種復合材料的維卡熱變形溫度(Heat Deflection Temperature,HDT)隨炭纖維含量的變化。隨著炭纖維含量的增加,熱變形溫度逐漸上升,符合填料對熱塑性樹脂HDT影響的一般規律。但是不同制備工藝的復合材料在相同纖維含量時HDT有所不同,共混法復合材料的HDT比另外兩種復合材料低2~4℃,薄膜層疊法和溶液浸漬法復合材料的HDT在纖維含量為30%~50%之間時非常接近,炭纖維含量繼續增加時薄膜層疊法復合材料的HDT上升幅度變小,低于溶液浸漬法復合材料約2℃。
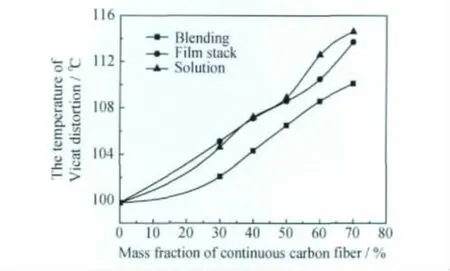
圖9 炭纖維含量和制備工藝對復合材料耐熱性的影響Fig.9 The influence of carbon fiber content and preparation process on thermal property
復合材料的耐熱性主要取決于樹脂基體的耐熱性,界面性能會對耐熱性產生一定影響。維卡軟化溫度是材料在一定壓力下產生變形的溫度,反映材料在受熱條件下物理性能的指標之一。當復合材料界面性能較差及樹脂分布不均勻時,外界溫度接近樹脂變形溫度后樹脂富集區首先產生變形,而界面結合良好的復合材料會首先將局部變形應力傳導到應力點周圍,相應地提高了熱變形溫度。
3 結論
(1)以連續炭纖維與ABS樹脂采用共混法、薄膜層疊法、溶液浸漬法制備了熱塑性樹脂基復合材料,制備工藝對復合材料界面性能有較大影響。共混法復合材料的樹脂浸潤性較差,損耗模量遠大于另外兩種方法,這導致了復合材料力學性能及熱性能較低,薄膜層疊法和溶液浸漬法復合材料的界面性能較好,尤其是溶液浸漬法復合材料的樹脂浸潤性良好。
(2)薄膜層疊法和溶液浸漬法復合材料最大層間剪切強度分別達到60MPa和71MPa,較常規共混法復合材料性能有顯著提高,熱變形溫度較共混法復合材料提高2~4℃。薄膜層疊法和溶液浸漬法可以用來制備高性能連續纖維增強熱塑性樹脂基復合材料。
[1]李春華,宋國軍,楊淑靜,等.短碳纖維增強尼龍6復合材料的制備與研究[J].科學技術與工程,2010,10(2):546-548.LI Chun-hua,SONG Guo-jun,YANG Shu-jing,et al.Study on preparation of short carbon fiber reinforced Nylon 6composite[J].Science Technology and Engineering,2010,10(2):546-548.
[2]鐘明強,益小蘇,JACOBS O.短碳纖維增強注射聚醚醚酮復合材料微觀結構與力學性能研究[J].復合材料學報,2002,19(1):13-16.ZHONG Ming-qiang,YI Xiao-su,JACOBS O.Microstructure and mechanical property of short carbon fiber reinforced injectionmoulded PEEK composites[J].Acta Materiae Compositae Sinica,2002,19(1):13-16.
[3]STEGGALL-MURPHY C,SIMACEK P,ADVANI S G,et al.A model for thermoplastic melt impregnation of fiber bundles during consolidation of powder-impregnated continuous fiber composites[J].Composites Part A:Applied Science and Manufacturing,2010,41(1):93-100.
[4]SILVA R F,SILVA J F,NUNES J P,et al.New powder coating equipment to produce continuous fibre thermoplastic matrix towpregs[A].Advanced Materials Forum IV-Selected,Peer Reviewed Papers from the IV International Materials Symposium Materiais 2007and XIII Encontro da Sociedade Portuguesa de Materiais-SPM[C].Stafa-Zuerich:Trans Tech Publications Ltd,2008.246-250.
[5]LI W,GAO W J,CHEN P.Winding of high performance thermoplastic PPESK composites using on-line solution impregnation and in situ consolidation[A].Advanced Materials Research[C].Clausthal-Zellerfeld:Trans Tech Publications,2011.1586-1589.
[6]MILLER A H,DODDS N,HALE J M,et al.High speed pultrusion of thermoplastic matrix composites[J].Composites Part A:Applied Science and Manufacturing,1998,29(7):773-782.
[7]JESPERSEN S T,WAKEMAN M D,MICHAUD V,et al.Film stacking impregnation model for a novel net shape thermoplastic composite preforming process[J].Composites Science and Technology,2008,68(7-8):1822-1830.
[8]陳平,蹇錫高,陳輝,等.碳纖維復合材料發動機殼體用韌性環氧樹脂基體的研究[J].復合材料學報,2002,19(2):25-26.CHEN Ping,JIAN Xi-gao,CHEN Hui,et al.Study on toughened epoxy resins matrix for carbon fiber composite motor case[J].Acta Materiae Compositae Sinica,2002,19(2):25-26.
[9]張杰,寧榮昌,李紅,等.碳纖維增強環氧樹脂基復合材料的性能研究[J].中國膠粘劑,2009,18(3):23-24.ZHANG Jie,NING Rong-chang,LI Hong,et al.Study on performance of composite material based on epoxy resin reinforced by carbon fiber[J].China Adhesives,2009,18(3):23-24.
[10]陳偉明,王成忠,周同悅,等.高性能T800碳纖維復合材料樹脂基體[J].復合材料學報,2006,23(4):29-35.CHEN Wei-ming,WANG Cheng-zhong,ZHOU Tong-yue,et al.High-performance resin matrix for T800carbon fiber composites[J].Acta Materiae Compositae Sinica,2006,23(4):29-35.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04