基于單片機的家用制氧機電控系統優化設計
2013-09-15 09:22:48周傳運李漢挺孟凡文
機電工程 2013年8期
關鍵詞:單片機
周傳運,李漢挺,孟凡文
(1.濟寧職業技術學院 電子信息工程系,山東 濟寧 272037;2.濟寧職業技術學院 機電工程系,山東 濟寧 272037)
0 引 言
家用制氧機多通過變壓吸附式(PSA)的方式制取高濃度的氧氣[1],其基本結構包括氣路系統和電氣控制系統。電氣控制系統的主要任務是控制壓縮機和電磁閥,以及為實現操作的方便性而增設的LED或LCD指示電路。張萬林等[2]提出用光電耦合器驅動固態繼電器從而驅動電磁閥的方案,用光電二極管指示燈顯示機器的運行狀態。由于采用了固態繼電器,其設計較高。沈克宇等[3]在移動式制氧機一文中提出壓縮機采用無刷直流電機、指示電路采用觸摸屏的方案,同時加裝氧濃度傳感器。這種設計在功耗、噪音、操作的方便性等方面上具有優勢,較適合于高端機。當前,采用一級提取的方式,使氧濃度達到95%及以上,現有的PSA技術很難達到[4]。馮念倫等[5]指出了PSA技術的3個發展方向:即提升分子篩性能、改進吸附流程、優化電控系統。在這些方面有所突破的話,有可能使出氧濃度進一步提升。
本研究在綜合考慮各種文獻提出的方案基礎上,并經過市場調研提出用達林頓管直接驅動電磁閥、壓縮機采用繼電器控制和用LCD作為顯示界面的設計方案。整個設計充分體現功能可靠、設計簡潔、成本較低的特點。
1 硬件系統設計
1.1 電源系統
電源系統的組成如圖1所示。
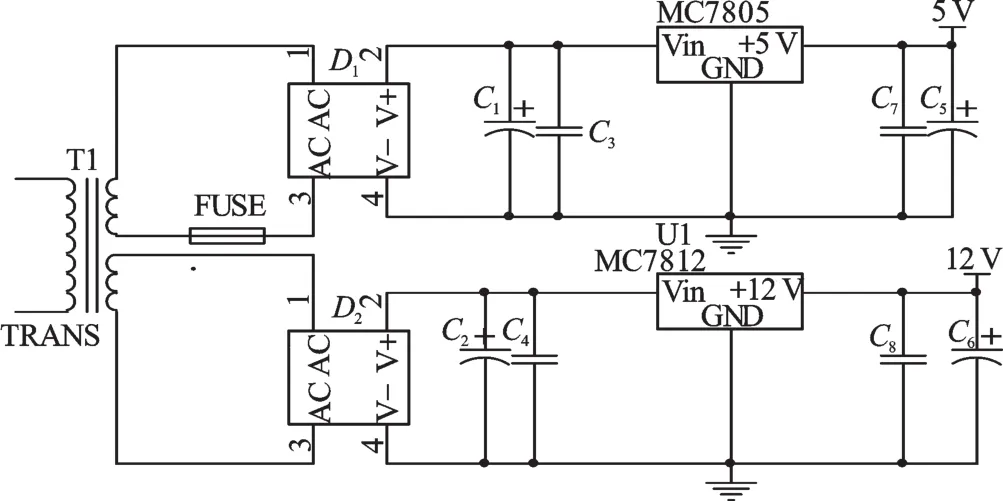
圖1 電源系統
出于成本控制的需要,本研究采用一進二出的變壓器,原邊電源為220 V,副邊分別為AC8.5 V、14 V,經整流濾波穩壓后為DC5 V、12 V。DC5 V電源供給上、下位單片機、六反相器、液晶顯示器使用,DC12 V電源提供給壓縮機繼電器、蜂鳴器和功率驅動管ULN2003使用[6]。由于DC12 V電源直接推動兩個電磁閥的動作,負荷較重,穩壓塊MC7812須選用額定輸出電流較大的規格,最好能達到1 A。
1.2 壓縮機和電磁閥控制系統
該系統集成在下位機電路板上,下位機系統如圖2所示。
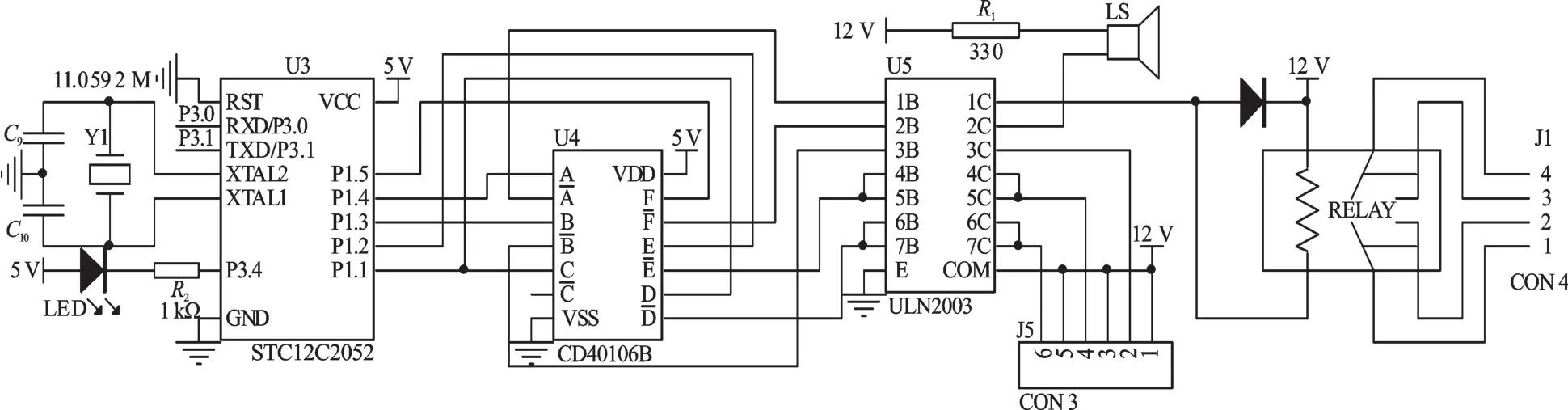
圖2 下位機系統
從控制的方便性考慮,本研究選用宏晶電子的STC12C2052作為控制芯片[7]。該芯片超小封裝,僅20個管腳,時鐘周期等于機器周期,而且功耗非常低,正常工作時為7 mA。家用制氧機的出氧量一般控制在5 L/min以內,采用的無油壓縮機的輸入電功率多在300 W以下。從制氧機原理圖中可以看出,系統需要兩個電磁閥,每個電磁閥均采用制氧機專用的DC12 V/3 W規格。STC12C2052輸出信號進入CD40106B六反相施密特觸發器,由觸發器對控制信號進行緩沖整形,調理后的信號直接輸入到功率驅動元件ULN2003。該芯片每個管腳的灌流電流可達300 mA,可直接用來驅動繼電器和電磁閥。繼電器采用DC12 V/8 A規格,圖2中,CON4接口在電路板覆銅時1、4相連,2、3相連,確保壓縮機可靠運行。圖2中CON3接口的3、4端和5、6端分別接兩個電磁閥。基于運行的可靠性,使ULN2003的兩個管腳并聯后驅動一個電磁閥,其灌流電流達600 mA,大于電磁閥的工作電流。CON3接口的1、2端接排水電磁閥,用于每次制氧結束后排出管路中的凝結水。
1.3 顯示和操作系統
該系統集中在上位機電路板中,上位機系統如圖3所示。

圖3 上位機系統
上位機采用的芯片為89C52[8],主要功能為處理手動操作指令、驅動LCD顯示。LCD使用接口為16位并口8080時序的12864規格顯示屏,用于顯示生產商、開關機等信息。CON2的1~8為數據接口,9腳為電源,10腳接地,11腳背光顯示調節,12~16為功能引腳。手動操作指令通過復合功能按鍵S1、S2、S3來實現。S1為強制中斷按鍵,按下S1后,通過S2、S3配合調節下位機電磁閥通斷電時間,從而調節吸附塔內的壓力,間接調節出氧濃度;再次按下S1,即退出壓力調節模式進入正常工作模式。在正常工作模式下,S2為開關機按鍵、S3為工作時間設定按鍵。
1.4 上下位機通訊系統
上、下位機采用串行通訊,圖3顯示,CON1為通訊接口,同時上位機需用的DC5 V電源通過此接口采集,因為DC12 V、DC5 V兩個電源均集成在下位機電路板中。下位機通過通訊接口采集上位機的開關機、電磁閥設定工作周期等指令信息,從而驅動壓縮機和電磁閥的工作。
2 程序設計
程序設計時要重點考慮兩電磁閥的工作周期和交錯時間。由于壓縮機連續運轉,一定要確保壓縮空氣順暢地進入到吸附塔。若氣路堵塞,將會使排氣壓力迅速升高,造成管路爆破事故。
A、B電磁閥的時序圖如圖4所示。

圖4 電磁閥時序
高電平表示電磁閥打開,壓縮機排氣管路通暢;低電平時電磁閥關閉,氣路阻塞。從圖4中可以看出,A閥關閉時,B閥已提前1.25 s打開;A閥打開時,B閥滯后1.25 s關閉,即每個閥都呈現出“提前打開、延遲關閉”的特點。該圖顯示每個閥的工作周期都是12.5 s。試驗結果表明,改變閥的工作周期即可改變出氧濃度,增大周期,出氧濃度增大,減小周期,氧氣濃度減少。合理控制電磁閥的工作周期,其出氧濃度可達90%以上,可達到醫用要求。規格不同的制氧機,其出氧濃度曲線也不同,需要通過多次試驗才能找出最佳的電磁閥通電周期。基于以上事實,在程序運行通過后,需反復調試電磁閥的工作周期。
整個系統的程序框圖如圖5所示[9-10]。圖5中提及的設置鍵即圖3中S1、開關鍵為S2、定時鍵為S3。
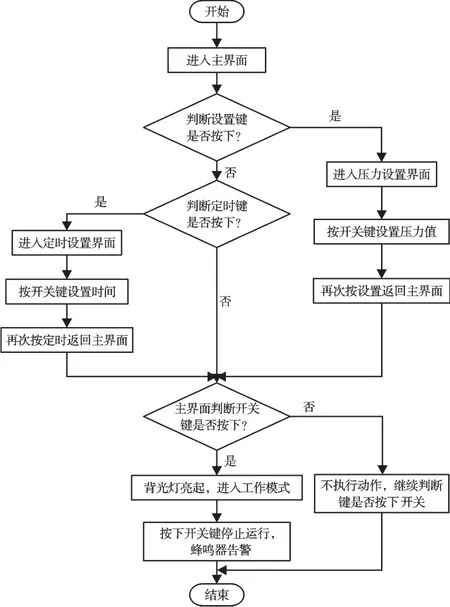
圖5 程序框圖
3 試驗結果
該產品完成后,筆者在本地企業生產的5 L/min制氧機上進行了測試。測試按照醫藥行業標準YY/T0298-1998《醫用分子篩制氧設備通用技術規范》所規定的項目逐項進行[11]。
3.1 環境測試
(1)低溫貯存試驗,斷電后將樣機放入-40℃的低溫箱中4 h后取出,在室溫環境中恢復4 h,再進行測試。
(2)高溫貯存試驗,斷電后將樣機放入55℃的老化車間4 h,在室溫環境中恢復4 h,再進行通電試機。
(3)額定高溫運行測試,在40℃的環境中,通電試機1 h。
機器在上述各類環境下測試均能正常工作。
3.2 氧濃度測試
前文已敘述,出氧濃度可改變電磁閥的交替工作時間進行調整。測試時本研究首先驗證出氧濃度的可調性,然后再依據技術規范設定氧濃度≥90%時設定電磁閥的轉換時間。測試方法為:在室溫環境下開機運行穩定后即用氧濃度測試儀在出氧口進行測試。兩者的關系如圖6所示,從圖6中可以看到在交替時間為7.5 s時出氧濃度即達到90%,再增大交替時間,其氧濃度變化很小,但整機功耗卻增加很多。一般把電磁閥的交替間隔設置為7 s~8 s較好。
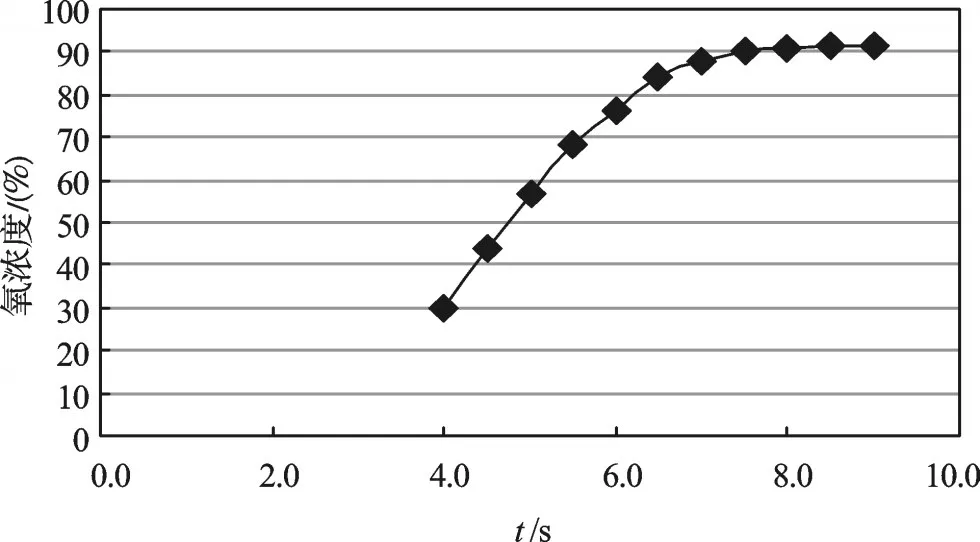
圖6 電磁閥交替時間與出氧濃度關系
3.3 其他測試
本研究對通用技術規范要求的其他一系列指標分別進行了測試,均能達到預期效果。如:待機功耗≤2 W,整機連續運轉12 h性能穩定,短時間內多次開關機均能正常運行等。
4 結束語
本研究從軟、硬件兩個方面介紹了家用制氧機的電氣控制設計系統,以89C52和STC12C2052分別作為上下位機控制芯片,LCD作為人機對話的顯示界面,采用C語言編程。整個系統具有設計簡潔、運行可靠、成本較低的特點,能夠滿足企業的技術要求。該設計沒有設置壓力報警功能,生產企業在采用該方案時需要在壓縮機排氣口設置一機械式泄壓閥,以進一步提高使用的安全性。
隨著生活水平的提高,人們的保健意識逐漸增強,制氧機正逐步走向尋常百姓家,并成為家電電器,具有較大的市場空間。家用制氧機在產品外觀、操作方便、運行穩定、濃度可調等方面還有進一步提升的空間,這都是專業技術人員需要努力的方向。
(References):
[1]畢光迎.醫用分子篩制氧機的應用研究[J].醫療裝備,2009(9):21-23.
[2]張萬林,葛立峰.基于單片機的制氧控制系統[J].自動化與儀表,2007,22(5):31-33.
[3]沈克宇,熊 偉,李志俊,等.移動式制氧設備控制系統設計[J].湖南工業大學學報,2008,22(6):68-71.
[4]吳 昊.變壓吸附制氧技術研究[D].武漢:華中科技大學能源與動力工程學院,2008.
[5]馮念倫,夏文龍,孫鐵軍.醫用分子篩變壓吸附制氧技術的探討[J].中國醫學裝備,2006,11(3):39-41.
[6]宏晶科技有限公司.STC12C2052AD系列單片機器件手冊[M].深圳:宏晶科技(深圳)有限公司,2005.
[7]南國國芯微電子有限公司.STC89C51RC/RD系列單片機器件手冊[M].深圳:南國國芯微電子有限公司,2011.
[8]楊振江.單片機應用與實踐指導[M].西安:西安電子科技大學出版社,2010.
[9]武亞平.基于單片機技術研究DXD系列包裝機的控制系統[J].包裝與食品機械,2013(2):31-33.
[10]劉潤生,高文煥.電子線路基礎[M].北京:高教出版社,1997.
[11]國家標準化管理委員會.YY/T0298-1998中國標準書號[S].北京:中國標準出版社,1998.
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36
