線鋸鋼線斷線續(xù)切技術(shù)研究
2013-09-17 01:49:32馬玉通楊士超
電子工業(yè)專用設(shè)備 2013年11期
關(guān)鍵詞:晶片
馬玉通,楊士超
(中國電子科技集團(tuán)公司第四十六研究所,天津 300220)
線鋸鋼線斷線續(xù)切技術(shù)研究
馬玉通,楊士超
(中國電子科技集團(tuán)公司第四十六研究所,天津 300220)
根據(jù)切割線的特性,分析了在多線切割過程中鋼絲斷線的各種原因;在生產(chǎn)中,有效控制斷線率可以對(duì)降本增收起到很大的作用。在大量實(shí)驗(yàn)的基礎(chǔ)上,歸納總結(jié)出斷線后續(xù)切技術(shù),有效的保障了生產(chǎn)工作的順利進(jìn)行。
鋼線斷線;線切割;鋼線破斷力;續(xù)切
多線切割機(jī)的原理是通過伺服電機(jī)控制的放線輪拉出的鍍銅拉絲繞過幾個(gè)起轉(zhuǎn)向作用的滑輪,然后經(jīng)過張力控制器,在切割室內(nèi)連續(xù)纏繞在2~4個(gè)主導(dǎo)輪上,形成一個(gè)在水平面上彌補(bǔ)的平行線網(wǎng)。而在線網(wǎng)的上方,單晶的兩側(cè)布置有砂漿噴灌提供穩(wěn)定的砂漿流量。鋼絲繞過線網(wǎng)后再通過滑輪和張力回到收線輪上,在切割時(shí)高速運(yùn)動(dòng)的鋼線攜帶附著在鋼絲上的SiC磨料對(duì)硅棒進(jìn)行研磨從而達(dá)到切割的效果。在切割過程中鋼線通過滑輪的引導(dǎo),在導(dǎo)輪上形成一張線網(wǎng),而待加工硅棒通過工作臺(tái)的下降或上升實(shí)現(xiàn)供給,把硅晶棒按一定晶格方向切割成片[1]。隨著硅料價(jià)格的上漲以及硅片向越來越薄的方向發(fā)展,降本增收成為企業(yè)發(fā)展的關(guān)鍵,多線切割中屢次斷線事故,會(huì)對(duì)單位的生產(chǎn)成本產(chǎn)生極大的影響,平均每次斷線都將造成1~10萬元不等的損失,為此,我們對(duì)鋼線的斷線原因進(jìn)行了研究,找出問題出現(xiàn)的原因,從而找到解決問題、預(yù)防問題發(fā)生的方法。
1 斷線原因分析
1.1 鋼線本身缺陷
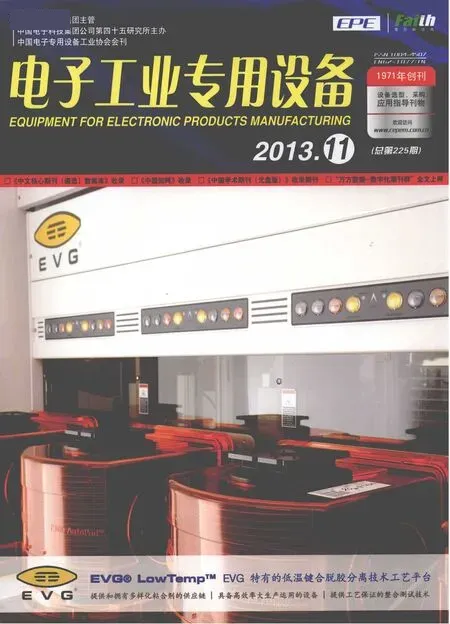
(1)強(qiáng)度偏低。因鋼線在生產(chǎn)過程中制造工藝出現(xiàn)問題。用顯微鏡可以看到斷口處向內(nèi)縮,檢測未使用鋼線強(qiáng)度在標(biāo)準(zhǔn)之外。如圖1所示。
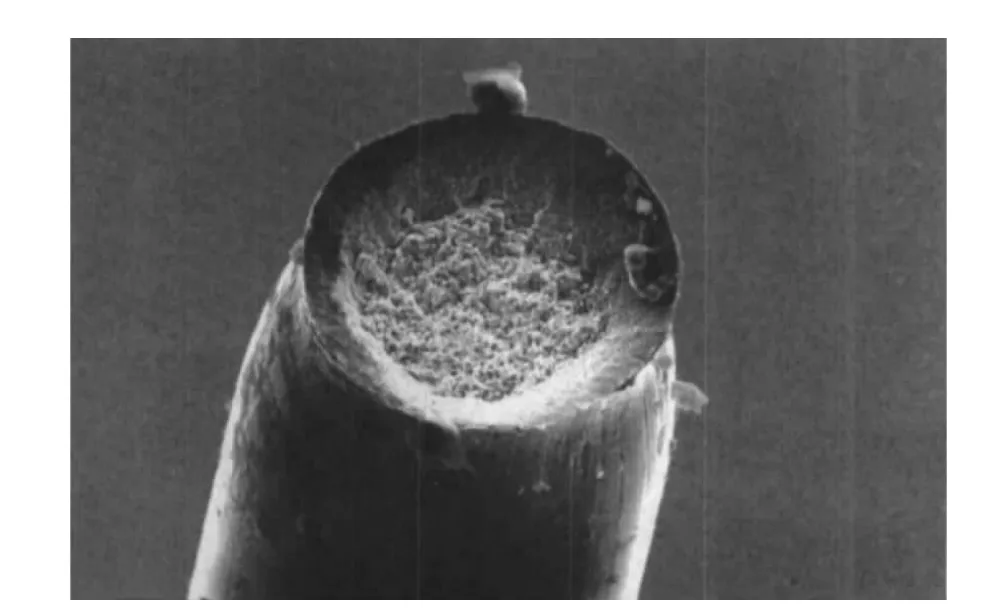
圖1 強(qiáng)度偏低斷口
(2)鋼線夾雜物。因在鋼線生產(chǎn)過程中混人雜質(zhì)。
斷口特征:有夾雜顆粒,具體特征和雜質(zhì)見圖2。
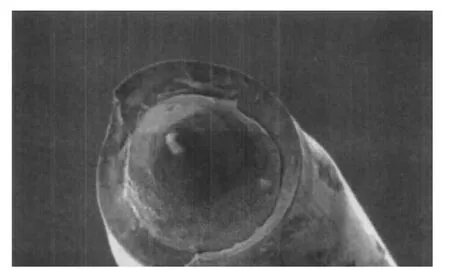
圖2 鋼線夾雜物斷口
(3)鋼線表面缺陷。因鋼線在生產(chǎn)拉拔過程中對(duì)表面造成損傷。
斷口特征:表面裂紋或分層,見圖3所示。
1.2 切片設(shè)備或其他原因
1.2.1 工字輪變形引起排線松動(dòng)或夾絲
原因:工字輪強(qiáng)度不足以支撐鋼絲壓力引起變形,并造成鋼線排線松動(dòng)或夾絲。
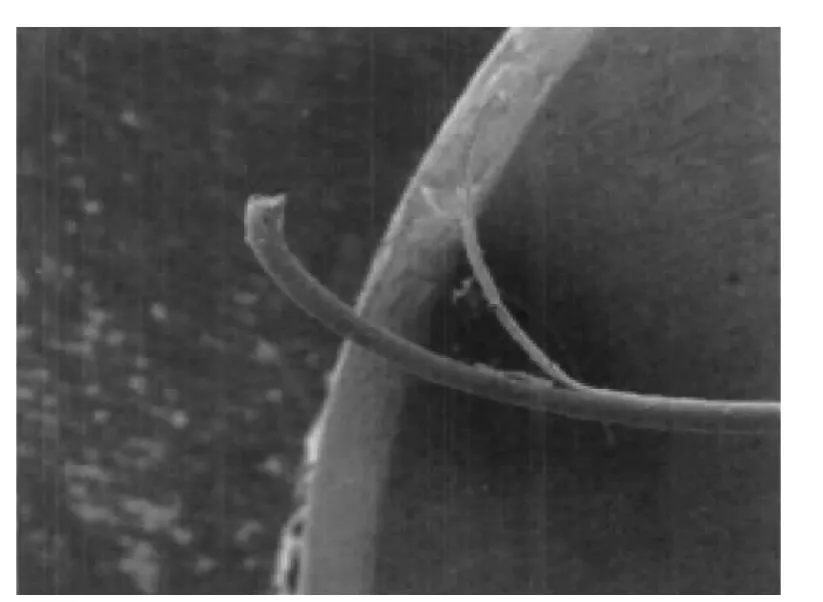
圖3 鋼線表面缺陷斷口
斷口特征:過載頸縮斷,放線側(cè)工字輪靠近法蘭邊處排線松動(dòng),嚴(yán)重時(shí)工字輪明顯變形(見圖 4)。
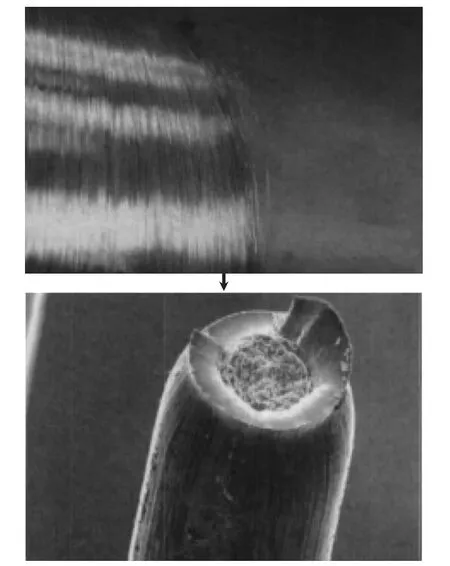
圖4 工字輪變形引起排線松動(dòng)或夾絲
解決方案:在切割前仔細(xì)檢查工字輪是否變形,切割過程中要注意跟蹤鋼線的跳動(dòng)是否有異常。
1.2.2 壓線
原因:操作不慎線頭松掉并重新拾起時(shí)鋼線線頭從下一圈鋼線中穿過造成放線壓線斷線。
斷口特征:過載頸縮斷或竹節(jié)狀,通常容易伴隨切割線痕,切割后廢線呈卷曲狀(見圖5)。
解決方案:建議在一次斷線后,將放線輪上的鋼線轉(zhuǎn)掉幾百米,可以有效防止出現(xiàn)因操作失誤造成壓線。
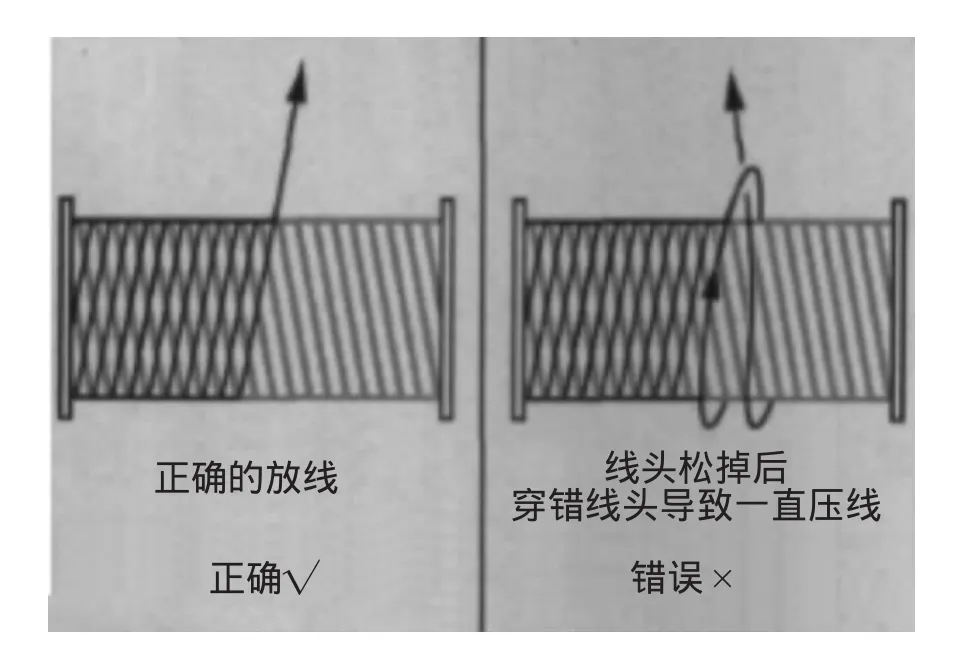
圖5 壓線
1.2.3 工字輪毛刺
原因:工字輪上有鑿傷痕跡或有毛刺,放線時(shí)鋼線被刮在其上引起斷線收線輪若有毛刺則會(huì)引起收線側(cè)斷線。
斷口特征:過載頸縮斷或表面損傷(見圖6)。

圖6 工字輪毛刺
解決方案:切割前仔細(xì)檢查工字輪兩邊是否有毛刺等,如出現(xiàn),則小心處理掉。
1.2.4 切割設(shè)備影響
原因:收放線輪導(dǎo)線輪磨損過大或被切透;放線輪和收線輪隨動(dòng)性不佳;控制系統(tǒng)故障;張力檢測設(shè)備故障;張力臂擺動(dòng)異常。
斷口特征:過載頸縮斷或不規(guī)則斷口。
解決方案:消耗性物品應(yīng)在每刀切割前檢查是否需要更換,定期檢查測試收放線輪隨動(dòng)性,切割前檢查壓縮空氣是否正常。
1.2.5 砂漿原因造成磨損量過大斷線
原因:砂漿配比或者質(zhì)量影響到鋼線攜帶砂漿量及切削能力,或直接對(duì)鋼線造成損傷。
斷口特征:不規(guī)則斷口,但可從鋼絲磨損后鋼線粗糙度、磨損量和表面質(zhì)量觀察到異常。
解決方案:嚴(yán)格按照規(guī)定配制砂漿如烘制金剛砂,砂漿配制室清潔等
1.2.6 粘膠或硅棒對(duì)接質(zhì)量
原因:粘膠不當(dāng),四周去膠不干凈,硅棒對(duì)接垂直度。
斷口特征:不規(guī)則斷口。
解決方案:將晶棒四周殘余的膠水去除干凈,晶棒粘完后檢查對(duì)接是否平行。
1.2.7 跳線
原因:鋼線在線網(wǎng)上因?qū)л啿勰p、導(dǎo)輪槽中有雜質(zhì)、硅棒拼接等原因跳線,導(dǎo)致某些導(dǎo)輪槽內(nèi)有多根鋼線互相壓住引起斷線。
斷口特征:不規(guī)則,有可能表面有刮痕或竹節(jié)鋼線特征。
解決方案:切割前完全清理導(dǎo)輪槽、壓縮空氣吹,鋼絲刷刷等,檢查導(dǎo)線滑輪是否需要更換。
1.2.8 導(dǎo)輪槽或?qū)Ь€槽有異物
原因:砂漿中混人硬質(zhì)異物如碎片等,或者在導(dǎo)線槽導(dǎo)輪槽內(nèi)有未清理干凈的碎硅渣等,對(duì)鋼線造成刮傷。
斷口特征:不規(guī)則斷口,但在使用后的鋼線表面可觀察到刮痕。
解決方案:切割前仔細(xì)清理設(shè)備,包括導(dǎo)輪槽、各擋板、線網(wǎng)等。
2 斷線續(xù)切實(shí)驗(yàn)
2.1 續(xù)切技術(shù)介紹
在實(shí)際切割過程中,會(huì)因設(shè)備故障、切割線等物料或人為原因造成新線進(jìn)線端斷線甚至兩端斷線,造成無法繼續(xù)切割,唯一可采取的措施是重新布線網(wǎng)后繼續(xù)切割。
2.2 續(xù)切面臨的難點(diǎn)
布線后晶片重入線網(wǎng);
接口處有無棱子、線痕深淺、平整度;
續(xù)切時(shí)的切割位置(是抬升一點(diǎn)還是下壓一點(diǎn))。
2.3 工藝實(shí)驗(yàn)
帶著上述3個(gè)問題進(jìn)行工藝實(shí)驗(yàn),試驗(yàn)設(shè)備為中國電子科技集團(tuán)公司第四十五所研制的DXQ-601A型多線切割機(jī),實(shí)驗(yàn)單晶為3支100 mm(4英寸),切割厚度為500 μm硅單晶。
(1)斷線位置在10.5 mm處
采取措施:
a.布線后晶片直接進(jìn)入線網(wǎng);
b.工作臺(tái)下壓0.2 mm;
c.直接切割。
(2)斷線位置在43.5 mm處
采取措施:
a.布線后晶片直接進(jìn)入線網(wǎng);
b.工作臺(tái)抬升1mm;
c.打開砂漿,主輥鋼線低俗攜帶砂漿往復(fù)運(yùn)動(dòng);
d.切割。
(3)斷線位置在60.5 mm處
采取措施:
a.布線后晶片直接進(jìn)入線網(wǎng);
b.工作臺(tái)下壓1 mm;
c.打開砂漿,主輥鋼線低俗攜帶砂漿往復(fù)運(yùn)動(dòng);
d.切割。
(4)斷線位置在95.5 mm處
采取措施:
a.布線后晶片直接進(jìn)入線網(wǎng);
b.工作臺(tái)下壓1 mm;
c.打開砂漿,主輥鋼線低俗攜帶砂漿往復(fù)運(yùn)動(dòng);
d.切割。
(5)斷線位置在95.5 mm處
采取措施:
a.布線后晶片直接進(jìn)入線網(wǎng);
b.工作臺(tái)下壓0.2 mm;
c.打開砂漿,主輥鋼線低俗攜帶砂漿往復(fù)運(yùn)動(dòng);
d.切割。
(6)斷線位置在95.5 mm處
采取措施:
a.布線后晶片直接進(jìn)入線網(wǎng);
b.工作臺(tái)抬升1 mm;
c.打開砂漿,主輥鋼線低俗攜帶砂漿往復(fù)運(yùn)動(dòng);
d.切割。
3 結(jié)果與討論
3.1 實(shí)驗(yàn)結(jié)果
(1)圖7是正常切割在金相顯微鏡下獲得的圖片。
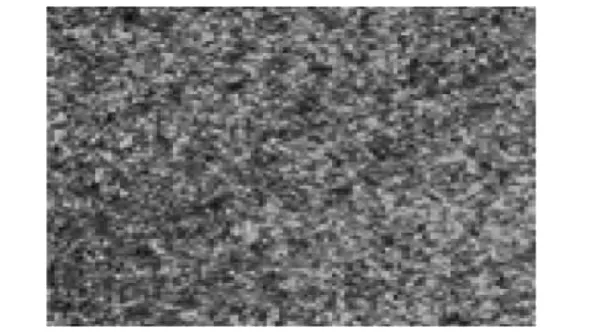
圖7 正常情況
(2)圖 8 是以上實(shí)驗(yàn)(2)、(4)、(6)斷線續(xù)切后晶片接口金相顯微鏡下獲得的圖片

圖 8 實(shí)驗(yàn)(2)、(4)、(6)斷線續(xù)切情況
(3)圖 9 是實(shí)驗(yàn)(1)、(3)、(5)斷線續(xù)切后晶片接口金相顯微鏡下獲得的圖片
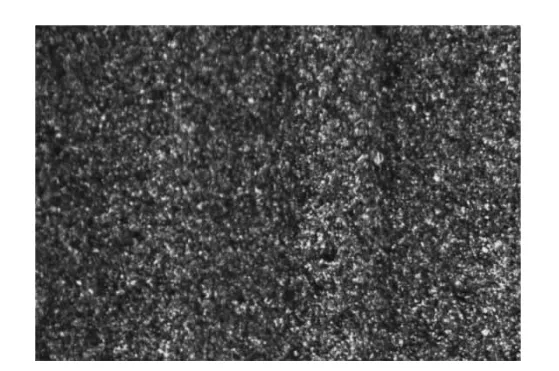
圖 9 實(shí)驗(yàn)(1)、(3)、(5)斷線續(xù)切情況
3.2 討論
(1)多線切割方式,是由鋼絲線作為載體帶動(dòng)高硬度的研磨砂粒對(duì)材料進(jìn)行研磨去除,實(shí)現(xiàn)對(duì)材料的切片。砂粒在切割過程中進(jìn)行移動(dòng)和滾動(dòng)運(yùn)動(dòng)。移動(dòng)過程中,砂粒一棱角切入被切割材料中,使其產(chǎn)生蠼性變形,同時(shí)在鋼幺幺線的帶動(dòng)下橫向移動(dòng),破壞材料原子問的鍵合力形成碎屑,當(dāng)阻力大于橫向力時(shí),產(chǎn)生滾動(dòng)運(yùn)動(dòng),而另外的棱角重新參與研磨切除,同時(shí)排出切屑。在切割過程中,鋼絲線作為實(shí)現(xiàn)對(duì)材料切割磨料的載體,在高速運(yùn)動(dòng),保證磨料達(dá)到切削去除的基本能量,磨料在研磨去除中受到鋼絲線壓力,此壓力來源于不斷的進(jìn)給運(yùn)動(dòng),由于鋼絲線的高速運(yùn)動(dòng),磨料在鋼絲線和材料之間運(yùn)動(dòng),實(shí)現(xiàn)對(duì)材料的切除,在此運(yùn)動(dòng)過程中鋼絲線和被去除材料相互都具有磨損,然而鋼絲線由于不斷的更新,磨損過的鋼絲線不再使用,對(duì)于被切割材料破損不斷的進(jìn)行,從而實(shí)現(xiàn)對(duì)材料的切割。
磨料在切割運(yùn)動(dòng)中分為4個(gè)狀態(tài),即滑行、切入、犁、滾動(dòng)。實(shí)現(xiàn)對(duì)材料的去除主要為切入狀態(tài)和犁鏵狀態(tài),磨料在鋼絲線的帶動(dòng)下在材料表面摩擦滑行,在壓力的作用下磨料的棱角切入材料使其產(chǎn)生塑性變形后對(duì)材料進(jìn)行犁鏵,破壞材料間的分子鍵合力,產(chǎn)生碎屑。當(dāng)切削阻力很大時(shí),磨料停止劃切運(yùn)動(dòng),在鋼絲線的摩擦力下產(chǎn)生滾動(dòng),并排出切屑,同時(shí)又進(jìn)入下一次的切削運(yùn)動(dòng)。
(2)晶片入線網(wǎng)。①當(dāng)切割距離與單晶直徑比例在70﹪以下時(shí),可布線網(wǎng)后直接進(jìn)入線縫中;②當(dāng)切割距離與單晶直徑比例在70%以上時(shí),晶片幾片甚至幾十片粘接在一起,無法直接進(jìn)入,需引入兩支砂漿噴嘴開啟砂漿長時(shí)間沖洗已切割晶片區(qū)域,靠砂漿重力將晶片分開后進(jìn)入線網(wǎng)(以前使用水沖洗,但是水對(duì)冷粘膠、晶片質(zhì)量會(huì)產(chǎn)生影響)。為此特意設(shè)計(jì)了砂漿引入沖洗裝置。
(3)接口處位置壓低還是抬高。從實(shí)驗(yàn)結(jié)果可以看出,下壓所獲得切割表面明顯優(yōu)于抬高。這是因?yàn)樘缶€網(wǎng)的線弓變小,切割線所受力變小,導(dǎo)致切割時(shí)鋼線出現(xiàn)擺動(dòng),而出現(xiàn)愣子(凸臺(tái)或凹臺(tái)),致使后道工序無法加工,出現(xiàn)廢片。
(4)下壓的距離。從實(shí)驗(yàn)結(jié)果可以看出,斷線位置不同,下壓的距離也不同,可以取得較好的切割效果。在切割過程中,線弓是由逐步形成到變大再到穩(wěn)定再到逐步變小的一個(gè)過程,理想的切割方式是單位時(shí)間內(nèi)鋼線的切割面積相等,所以在切割過程中隨著單晶直徑的變化鋼線接觸單晶的面積將由小變大再變小,這就是在半導(dǎo)體切割過程中進(jìn)給使用變速的根源所在。鋼線接觸單晶的面積小時(shí),下壓距離大,線弓變大,切割線受力隨之變大,變相的加快進(jìn)給速度,致使切割線無法按正常軌跡切割。
4 結(jié)論
(1)在日常工作中,要不斷總結(jié)工作經(jīng)驗(yàn),找對(duì)鋼線斷線原因和解決好斷線后處理的問題可以很好的控制斷線率,及時(shí)排除隱患;
(2)斷線后續(xù)切時(shí)工作臺(tái)的位置下壓一點(diǎn),不同的位置下壓距離不同,可取得較好的切割效果。
(3)切割位置過深時(shí),兩片或多片晶片粘接在一起,導(dǎo)致晶片無法進(jìn)入線網(wǎng)中,需設(shè)計(jì)管路,將砂漿引入,用砂漿將片子沖開。
:
[1]檀柏梅,牛新環(huán),趙青云,等.單晶硅線切割技術(shù)及切削液的分析研究 [A].第十四屆全國半導(dǎo)體集成電路、硅材料學(xué)術(shù)年會(huì)論文集[c],珠海,2005,385-387.
Study of Continue Cutting in Multi-wire Sawing
MA Yutong,YANG Shichao
(the 46thResearch institute of CETC,Tianjin 300220,China)
Abstract:According to the characteristics of the Multi-wire cutting,analyses the various reasons for cutting wire break;In production,effective control the rate of disconnection can play a big role.On the basis of experiments,summarized the subsequent cutting,effective protection of the production work carried out smoothly.
Keywords:Broken wires;Multi-wire cutting;Breaking force;Cotinue cutting
TN305.1
A
1004-4507(2013)11-0008-05
2013-08-26
猜你喜歡
電子器件(2021年4期)2021-10-26 12:27:18
海洋工程裝備與技術(shù)(2020年6期)2020-03-09 00:17:16
兵器裝備工程學(xué)報(bào)(2019年6期)2019-07-05 00:40:48
測控技術(shù)(2018年8期)2018-11-25 07:42:16
電子工業(yè)專用設(shè)備(2016年8期)2016-08-24 09:39:59
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振動(dòng)、測試與診斷(2014年1期)2014-03-01 01:13:42
航天器環(huán)境工程(2011年4期)2011-06-08 05:03:08
電子工業(yè)專用設(shè)備(2011年10期)2011-06-04 04:36:48