論精密銑削技術在民用雕刻設備的應用
2013-09-18 05:03:08王碩
電大理工 2013年4期
王 碩
沈陽市裝備制造工程學校(沈陽 110026)
近些年,數控雕刻技術在國民生產中的應用越來越普遍,其高效、精密、可靠的加工手段在裝飾材料、廣告制作、藝術品加工等行業中都占據著舉足輕重的地位。數控雕刻技術所使用加工手段為銑削加工,銑削加工在制造業中一直很受重視,尤其是數控銑床的高速發展,使銑削加工的重要地位日益凸顯,而民用雕刻設備由于市場占有率低,發展較晚,缺少專業人才等原因,其加工的精密程度一直不高。
國內品牌數控雕刻機的基本使用方法是由編程人員設置刀具選擇、加工路徑規劃 、切削用量等相關的參數就可以自動生成數控雕刻程序并傳輸至數控機床即可完成加工。因此,數控雕刻加工中的雕刻刀及其它相關參數的選擇及確定是在人機交互狀態下完成的,這也要求編程人員應熟練掌握雕刻刀選擇及其它參數的確定的基本原則,在編程時充分考慮數控雕刻的特點。研究掌握數控雕刻設備銑削功能,對于雕刻高精度的產品和提升產品質量和加工效率具有很重要的現實意義。
1 數控雕刻常見加工材質及問題
日常生產使用中,數控雕刻常見的加工材質有:壓克力板;中、高密度板;鋁板;各類原生木材;石材等其他材料。不同的加工對象,在加工中常出現的現象有:亞克力板在加工時常有煙和異味產生,以及粘屑和爆口現象;密度板和原生木材在加工中常出現發黑冒煙和毛刺過多的現象;鋁板加工常出現粘刀現象等問題。解決這些問題,重要就是選擇合適的雕刻刀及切削用量。
2 數控雕刻常用刀具的種類及選擇
數控雕刻所使用的刀具種類很多,為了能夠適應數控雕刻機自動化程度高、高速和高效的特點,其所選用的刀具正朝著標準化、模塊化和通用化的方向發展。數控雕刻刀具的主要類型以銑削刀具為主,為了滿足高效和特殊的加工要求,又發展了各種特殊用途的專用刀具(常見刀具及使用見表1。數控雕刻刀具的分類有多種方法,根據刀具結構可分為:(1)整體式銑刀,整體銑刀又可分為一體式和焊接式;(2)裝配銑刀;(3)組合銑刀。從切削工藝上可分為:球頭銑刀;單刃、多刃銑刀;錐度銑刀;尖刀;切刀等。數控雕刻刀具的材質常見類型有:(1)硬質合金,常用于加工亞克力板,密度板,木材,各類金屬等;(2)金剛石,常用于雕刻石材,玻璃等。
加工中選擇刀具的原則有:
(1)根據切削量選擇。密度板、木材、PVC等大切削量深雕加工應選擇雙刃大排屑螺旋銑刀,這既有良好的排屑功能,又能達到刀具的受力平衡;亞克力、鋁板切割加工則適用單刃螺旋銑刀,加工中切削熱產生少,速度快,效率高。
(2)根據成型面選擇。單一成型表面應選擇與表面相吻合的成型刀具,便于提高加工效率,提高加工質量;而對于復雜表面雕刻則應圖形細膩程度選擇相應規格的圓底刻刀或尖刀。
(3)根據表面質量要求選擇。亞克力加工表面如要求達到磨砂效果,推薦使用雙刃、三刃螺旋銑刀;上下面無毛刺切割加工,推薦使用單刃,雙刃上下切銑刀;壓克力鏡面雕刻加工推薦使用金剛石雕刻刀;粗加工刨花板等推薦使用多條紋銑刀。
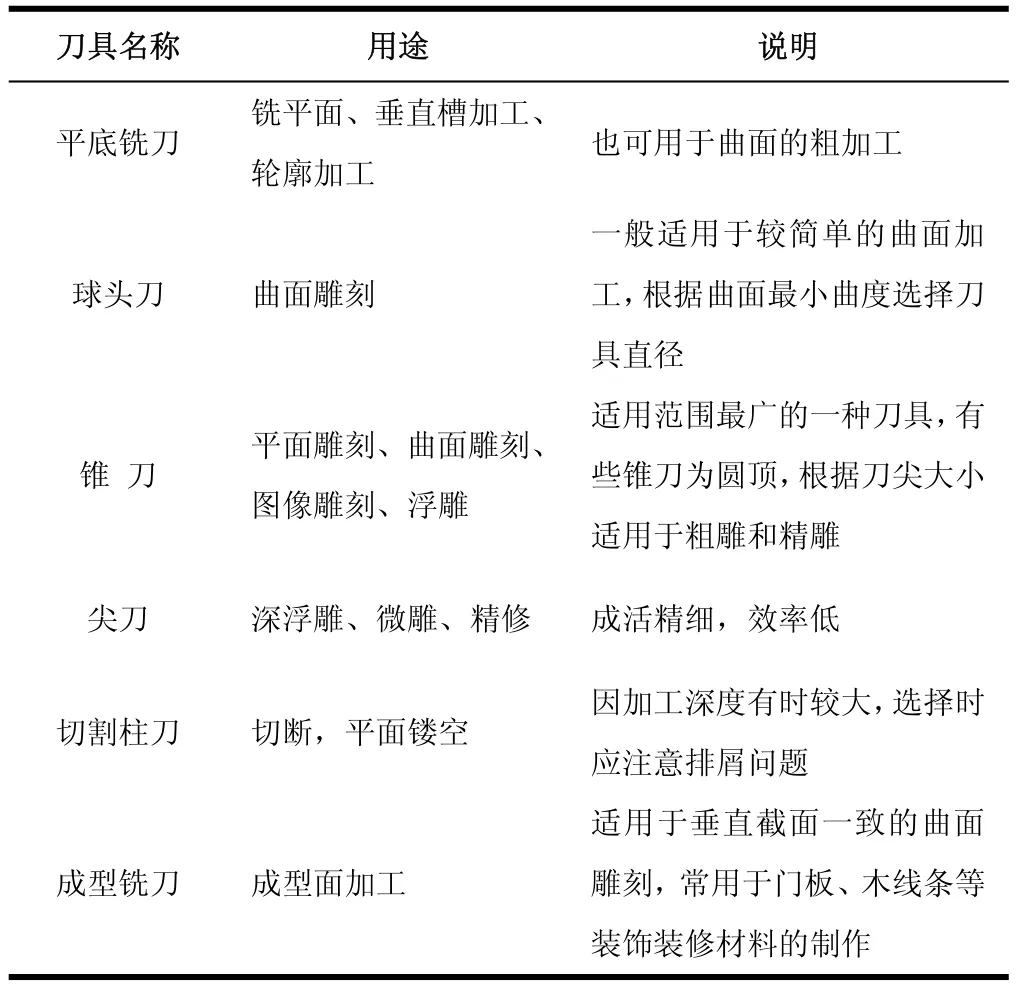
表1 常見刀具及使用
3 切削用量的選擇
數控雕刻加工中,切削用量的參數主要包括雕刻刀的切削速度、進給速度和加工深度。
雕刻刀的切削速度取決于雕刻刀轉速和雕刻刀的半徑,數控雕刻的加工特點是高速度切削,一般常見雕刻機主軸的回轉速度設在3000rpm以上,雖然高速度加工為雕刻加工帶來了較高生產效率和良好的表面質量。但也帶來了一系列的安全問題,因此在雕刻加工中,當雕刻機主軸回轉速度達到或超過9000rpm時,除了小尺寸的刀具外,應該禁止使用裝配銑刀,如果整體銑刀是焊接形式的,也應該仔細對焊縫進行探傷檢查。動平衡不好的雕刻刀在高速運轉中也會爆裂等失效形式。
雕刻加工中最重要的一個加工參數就是進給速度,一般在選擇時主要根據被加工產品的加工精度和表面質量要求,另外也要參照雕刻刀和產品的材料性質。而雕刻機的最大進給速度則受設備的剛度和進給系統的性能限制。在切割字體或其他圖形輪廓時,不適合選擇大的進給量,因為在雕刻時輪廓的拐角處往往由于慣性或工藝系統變形造成“超程”或“欠程”現象,小的進給量能減小這種現象造成的誤差。確定進給速度的一般原則:
(1)當被加工產品的加工質量能夠達到要求時,為提高生產效率,可選擇較高的進給速度。
(2)在加工復雜型面以及精雕時,宜選擇較低的進給速度。
(3)雕刻刀在空走或者是回原點時,可以選擇雕刻機系統所給定的最高進給速度,以提高生產效率。
加工深度(背吃刀量)的確定。數控雕刻加工中,最常見的就是一次加工成型,也就是背吃刀量等于工件的加工余量。這種選擇的前提是保證加工表面質量,且雕刻機、工件和刀具的剛度允許,這樣可以減少走刀次數,提高生產效率。
4 結語
數控雕刻機床作為新型民用設備,在生產加工中的遇到的問題多種多樣,上述內容僅僅概括了在使用中對于數控雕刻設備刀具及參數選擇的普遍性因素,對于各類專業機床還應根據加工對象不同進行具體情況具體分析,這些經驗就需要您長期的積累了。
[1]李淵志.CNC雕刻機操作技能[M].北京:中國勞動社會保障出版社,2006.
[2]王蘭城.淺談CNC雕刻機加工刀具的選擇及調整[J].電加
工與模具,2004,(S1).
[3]GB/T 24109-2009.數控雕銑機[M].北京:中國標準出版社,2009.
[4]劉洪志.淺談如何選擇數控銑加工的刀具和切削用量[J].中國新技術新產品,2009,(5).