壓鑄工藝參數GA-BP網絡優化
2013-09-18 05:03:08趙云龍
電大理工 2013年4期
關鍵詞:優化
趙云龍
遼寧裝備制造職業技術學院(沈陽 110161)
對于鑄造生產,由于其過程復雜、影響因素很多,很難建立一個足夠精確的模型來描述這樣一個系統。利用常規的控制方法很難解決該問題,近年來,人工神經網絡的發展為解決這個問題提供了有效的途徑。
BP神經網絡有廣泛的用途,并且人們對它的理論研究最透徹。目前,在神經網絡的實際應用中,絕大多數的神經網絡模型是采用BP網絡和它的變化形式,它體現了神經網絡最精華的部分[1]。BP算法的優點是尋優具有精確性,但同時存在一些缺點,最主要的是易陷入局部極小、收斂速度慢和引起振蕩效應等。由于遺傳算法具有很強的宏觀搜索能力,且能以較大的概率找到全局最優解,所以用它來完成前期的搜索能較好的克服BP算法的缺點。本文將二者結合起來,形成GA-BP混合算法,達到優化網絡的目的。
1 GA-BP的原理
GA-BP算法就是在BP算法之前,先用GA在隨機點集中遺傳出優化初值,以此作為BP算法的初始權值,再由BP算法進行訓練,這就是GA-BP算法的原理。
用GA算法用來調整BP網的權值,采用實數編碼方案,然后隨機產生多組權值,組成多個種群,種群大小的設定并沒有現成的公式,只能憑經驗來設定[6]。由于網絡規模小,因此設定種群大小在5—20之間。其參數選取為:初始群體數為20,交叉概率cp=0.5,變異概率rP=0.02,誤差精度e=0.01
GA-BP算法的步驟:
step1初始化種群P,包括交叉規模、交叉概率Pc、突變概率Pm以及BP給(rsw、st、sqv、qθ)隨機賦一個較小的值。
BP給(rsw、st、sqv、qθ)隨機賦一個較小的值。
step2對每一模式對進行下列操作。
其中 A(k), C(k)分別表示對應第k個訓練樣本的網絡的輸入向量和輸出向量
step2.1將的 A(k)值(a(k))送入到輸入層(LA層)
r單元,據LA層節點激活值 ar,通過連接權 wrs送到隱含層單元,產生隱含層單元新的激活值 bs,計算輸出層(LC層)單元激活值 cs依次正向計算:
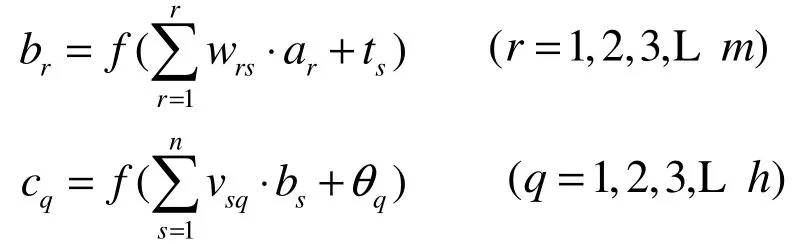
其中,)(·f為S型函數即
step2.2計算LC層節點輸出與期望輸出值的誤差,令
step2.3采用遺傳算法產生新一代群體
step2.3.1根據適應度函數定義,計算染色體(侯選解)適應度函數值
step2.3.2根據各染色體的比例信息cP選取參與產生下一代染色體的解向量。
為了加快算法的收斂速度,將每代中適應度值cF大于平均適應度值的侯選解強行復制到下一代,而不受選擇過程的控制。
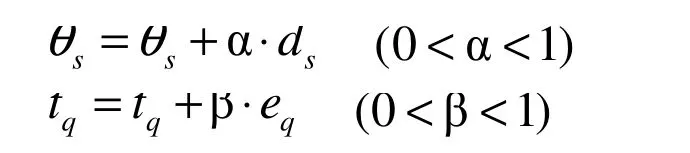
step2.3.3在向量中以一定的概率隨機選擇兩向量交叉操作,保留適應度值較大的一向量,丟棄另一向量。step2.3.4從侯選解中以一定的概率隨機選取某一向量中的某一分量并對其實行變異操作,同樣保留適應度值較大的一向量,丟棄另一向量,得到新一代群體。step3采用BP網的誤差回傳方法計算網絡中每一個節點的閾值
step4重復步驟step2直至K和 1K+ 代群體中適應度值最高的兩解向量間的歐氏距離小于給定的一個任意小的值。
step5 用BP算法對遺傳雜合算法學習所得的權值作為BP網絡的初始權值,用BP算法對其進行學習,直至誤差小于所給定的值。
2 混合網絡模型的建立
壓鑄的過程是高溫液態金屬在高壓下快速充填結構復雜、斷面狹窄的金屬型腔的過程。澆注速度和填充時間是澆注系統參數設計的基本參數且二者相互影響[11]。神經網絡能綜合考慮各個因素,因而能更好地進行參數的優化設計。本文在歸納了大量的實踐經驗后,建立了從平均壁厚、合金種類、內澆口位置、鑄件的結構信息到澆注速度和填充時間的神經網絡模型,對澆注系統的參數進行設計優化。
在遺傳算法和神經網絡結合的系統中,神經網絡采用三層的BP網,BP網的輸入層有4個神經元,分別對應4個已知參數,輸出層有2個神經元,分別對應內澆口速度和填充時間。隱層神經元數目為3個[12]。其輸入輸出符號定義如下:
1:合金種類 0鋁合金 1鋅合金
2:壓鑄件結構 0圓盤類 1圓蓋類 2圓環類 3筒體類 4缸體和殼壁厚差
3:鑄件平均壁厚(mm)
4:結構復雜程度
5:鑄件壁厚差(mm)
6:金屬液充型長度(mm)
7:澆口形狀 0環形澆口 1縫隙澆口 2點澆口
8:內澆口位置 0側澆口 1中心澆口 2頂澆口
9:填充時間(s)
10:內澆口填充速度(m/s)
3 實驗結果
網絡設計時,采用了考慮壁厚差、鑄件結構類型時網絡輸出值與不考慮上述兩個設計參數進行了比較,給出了7組比較結果。從結果可以看出,考慮了鑄件的壁厚差和鑄件結構類型以后,對于充型時間以及內澆口速度有一定的影響,上述兩個輸出參數都變大。這也和模擬的結果相符。因為,其他工藝參數相同的條件下壁厚差的大、結構復雜的壓鑄件,金屬液在充型時型腔的充型阻力變大,因而,需要較大的內澆口速度,以補償金屬液在流動過程中的壓力損失;同時,由于壁厚差的存在,薄的部位先凝固,厚的部位后凝固。為了防止缺陷的出現,必然得縮短充型時間。
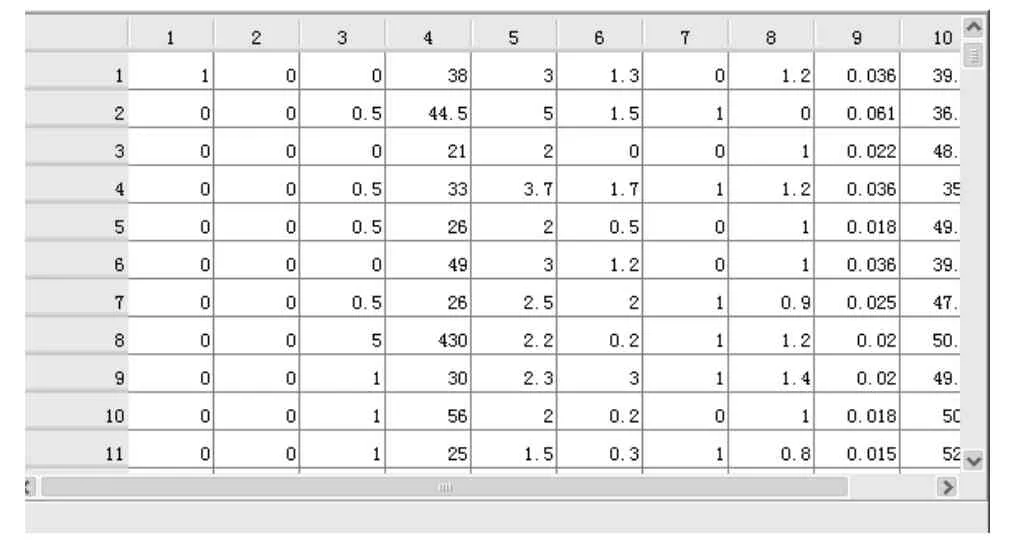
表1 用于訓練的樣本
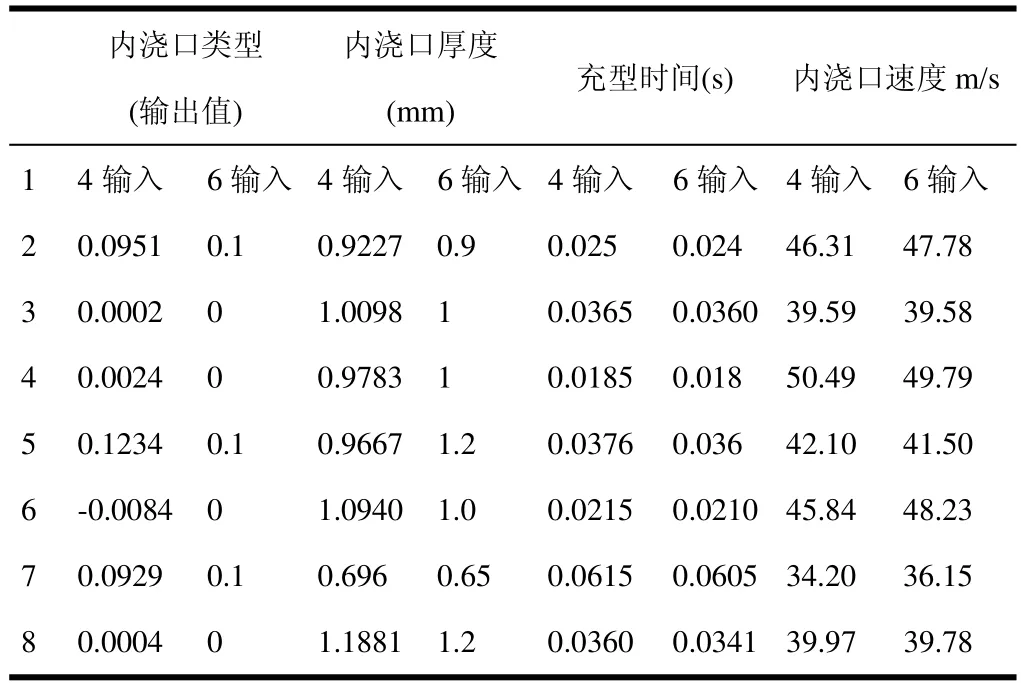
表1 4輸入參數與6輸入參數時輸出值比較
4 結語
(1)GA-BP算法能同時對解空間內的許多點進行遺傳選優,在找到優化點后,再由BP算法按負梯度方向進行搜索,既能避免BP算法在能量公式對應的誤差曲面為狹長型時,算法在谷的兩壁跳來跳去,影響了網絡的收斂速度;同時防止BP網絡陷入局部最小點;又能克服GA以類似窮舉的形式尋找最優解而引起的搜索時間長、速度慢的缺點.因而,GA-BP算法是一種快速、可靠的方法。
(2)鑄造工藝參數選擇時壁厚差、金屬液充型長度是影響充型時間和內澆口速度的因素,并且實例表明,經GA-BP網絡優選的工藝參數是理想、可信的。
[1]飛思科技產品研發中心,Matlab 6.5輔助神經網絡分析與設計[M].北京:電子出版社,2003.
[2]張立明,人工神經網絡模型及其應用[M].北京:人民出版社,2000.
[3]陳國良,王煦法.遺傳算法及其應用[M].北京:人民郵電出版社,1996.
[4]Summad E,Appleton E.Genetic algorithm for sheet metal working tool selection,using curve matching and tree sarching[J].J of Mater Process Tech,1998,80(81):505-506.
[5]Chung J S,Hwang S M.Application of a genetic algorithm to the optimal design of the die shape in extrusion[J].J of Mater process Tech,1997,72:69-74[6]高山,單淵達.遺傳算法搜索優化及其在機組啟停中的應用[J].中國電機工程學報,2001,21(3):46~48.
[7]劉勇,康立山.非數值并行算法——遺傳算法[M].北京:科學出版社,1997.97~98.
[8]洪露,馬長山,謝宗安.基于遺傳算法的神經網絡權值優化[J].貴州工業大學學報(自然科學版)2003,12(32):48-50.
[9]鄒風山,王承志,黃勇.壓鑄澆注工藝參數的人工神經網絡優化設計[J].鑄造設備研究,2002,(6):13-16.
[10]羅 蓬,周錦進.基于BP神經網絡的壓鑄澆注工藝參數設計[J].鑄造,2000,(5):286-288.
[11]羅蓬.模糊神經網絡在壓鑄澆注系統計算機輔助設計中的應用[J].貴州工學院學報,1996,(6):40-44.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45