基于步進電機控制的平面切割模型的研究
2013-09-23 09:28:34程鳳芹于秋紅
赤峰學院學報·自然科學版 2013年17期
曲 娜 ,周 鵬 ,程鳳芹 ,于秋紅
(1.吉林建筑工程學院 城建學院,吉林 長春 130111;2.吉林省水文水資源局長春分局,吉林 長春 130061)
由于社會對產品多樣化的需求更加強烈,多品種、中小批量生產的比重明顯增加,采用傳統的普通加工設備已難以適應高效率、高質量、多樣化的加工要求.由于步進電機在速度和位置上的控制優勢,使得由步進電機控制的切割機床等生產機床能夠更加準確和便捷的完成任務,使得生產能夠更快更好的滿足市場的需求.步進電動機在數控車床和機器人控制系統中的應用較廣泛.在現代化工業控制系統中,尤其是在航空航天、電子系統控制等領域中,要完成任務復雜,精度要求高等大工作量的機電控制,以及一些人工操作勞動強度大,生產效率低,且很難達到要求的精度,還有一些有害于人體健康的或人類無法完成或到達的工作環境,這就需要數控機床和機器人控制來完成這些任務.此外,在辦公自動化設備中也涉及到步進電機的使用,如磁盤驅動控制、繪圖儀和復印機等.
1 基于步進電機控制的平面切割模型
步進電機是伺服系統的一種執行元件,它能夠將步進脈沖信號轉換成角位移或線位移,有很好的控制性能,步進電機的啟動、停止、正反轉及其它運行方式的改變均能夠在給定的脈沖信號內完成,而且控制精度很高,因此在數控機床控制及自動化設備控制系統中得到了廣泛應用.
目前,控制步進電機的方式有很多種,有基于傳統工控計算機控制的,也有用PLC控制的,而單片機控制是介于傳統工控計算機和PLC控制之間的一種較新型控制器,基于單片機控制的步進電機系統控制功能強,適應性和靈活性好,成本低廉,正逐步發展為步進電機的主要控制系統,這種控制系統的出現,使得步進電機的控制方式由模擬式逐步向以單片機為核心數字式轉變.
與傳統的步進電機控制器相比較,步進電機的單片機控制有如下優點:
(1)采用了微型機代替步進電機控制器,把并行二進制碼轉換成串行脈沖序列,并實現對方向的控制.步進電機控制器主要是用于對步進電機當前速度進行采集處理,產生步進電機控制脈沖,在外部設備LCD上顯示當前步進電機的狀態,并完成與上位機軟件通信.對于步進電機控制器,本設計選AT89S52作為系統控制的方案.
(2)負載沒有超過步進電機的范圍時,每個步進脈沖將使電機轉動一個固定的步距角度.步進電機的旋轉是以一個固定的角度運行的.可以通過對脈沖個數的控制來實現對角位移量的控制,從而達到定位的準確性;同時如果進行加減速的控制,可以通過對脈沖頻率的控制來實現.
(3)根據步距角度的大小及實際步進電機走的步數,只要確定了初始位置,就可以確定步進電機的最終運動位置.步進電機的控制系統組成如下:
步進電機是機電控制的一種常用的執行機構,它的工作原理是通過對步進電機中每一相線圈的電流和順序切換來使步進電機作步進式旋轉.步進電機的驅動方式是由脈沖信號來控制,通過對脈沖信號頻率的調節來改變步進電機的轉速.因此,本系統采用微電腦控制步進電機.
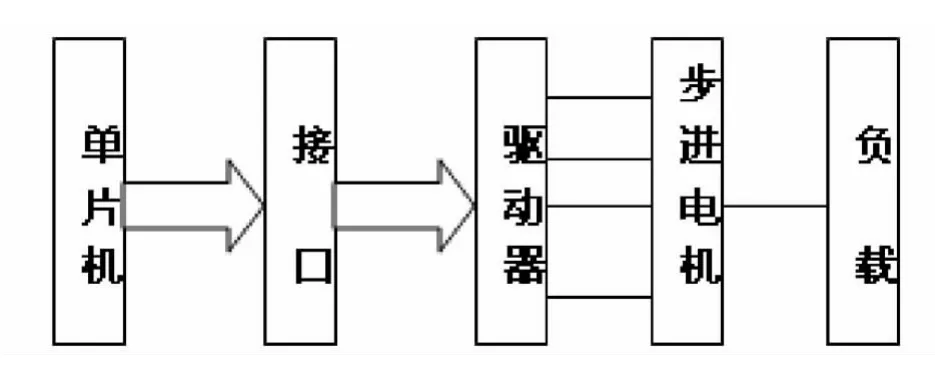
圖1 用微型機控制步進電機原理系統圖
基于步進電機控制的平面切割模型采用單片機作為控制器,控制器主要用于控制電機,并對坐標參數進行處理,控制電機移動方向.通過電位器實現對懸掛物位置的精確測量,電機收放力矩長度會通過多圈電位器轉換成電壓值,通過A/D轉換后送入單片機;反射式光電傳感器對預設定曲線進行檢測,以脈沖信號的形式送入單片機,同時按鍵信號送入單片機對物體進行設置校正以及軌跡參數設定,控制器對送來的信號進行分析、運算、處理,將控制信號輸送到電機驅動模塊,控制電動機的轉速,使物體的運動軌跡得以控制.項目中擬引入局部閉環反饋控制環節對誤差進行修正.以達到對物體的控制和對坐標點的準確定位.
2 基于步進電機控制的平面切割模型的具體實現方法
2.1 系統總體方案
本設計主要由單片機控制部分,電機模塊、LCD顯示模塊,語音播報、鍵盤輸入模塊等幾大部分構成的一個基于單片機的步進電機控制系統.在系統中,通過單片機完成對步進電機的控制,進而完成運動點在平面內預定軌跡的控制.在控制系統中,通過步進電機驅動器來完成對步進電機的驅動控制,電機驅動模塊控制步進電機,把控制裝置發出的脈沖信號轉變為步進電機的角位移.步進電機的轉速與脈沖信號的頻率成正比.總體設計框圖如圖2.
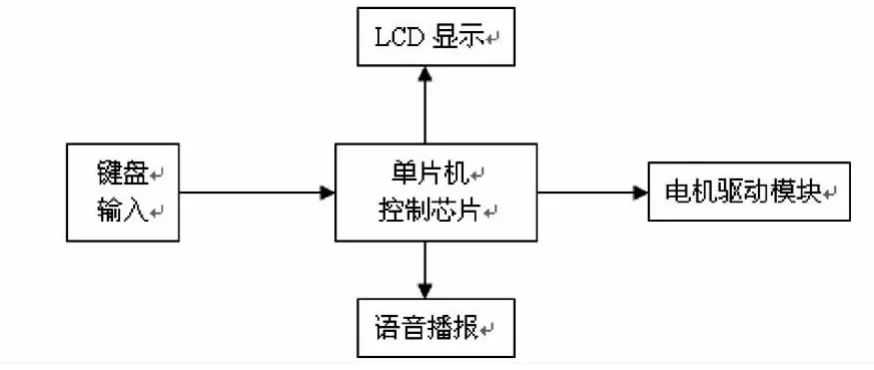
圖2 系統方案框圖
2.2 X、Y工作臺的傳動方式
為了保證傳動過程中的精度和平穩性,以及整體結構的緊湊性,系統采用滾珠絲桿螺母傳動副.為提高傳動剛度和消除間隙,采用有預加載荷的結構.
由于工作臺的運動部件重量和中提系統負荷不大,因此選用滾動直線導軌副,這樣選擇的優勢在于減少工作臺的摩擦系數,提高整體系統運動的平穩性.從電機步距角按標準選取考慮,結合分辨率的要求,以及考慮步進電機負載匹配,系統采用齒輪減速傳動,系統框圖如下:
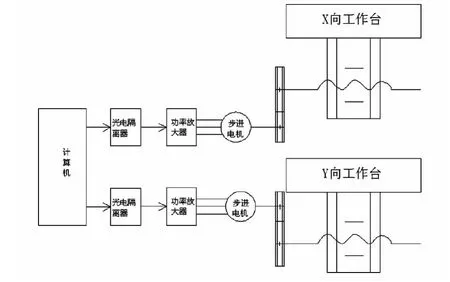
圖3 步進電機控制XY軸系統總體框圖
2.3 設計方案中需要解決的問題
本方案主要包括步進電機的控制和曲線運動控制算法的軟件實現,并最終由單片機等硬件,通過步進電機控制切割器在固定平面內進行曲線運動.模型中首先要研究切割點在固定平面內的曲線運動規律,并根據給定運動的曲線形式和速度變化形式就能計算出相應時刻的速度,從而輸出可變速的曲線運動,然后將其數字化,并通過單片機等硬件實現;其次將所得的曲線運動規律通過軟件來控制步進電機,使切割點能夠在平面內完成預先設定的運動曲線.在論證中,主要會遇到的問題是:(1)由步進電機控制的切割點在平面內做曲線運動時能否能達到預期的精確定位;(2)由于步進電機的啟動時間,是否會使得系統的反應時間變長;(3)在調和描述切割點的運動軌跡的精確性和減少系統的反應時間這兩者的矛盾中,盡量滿足系統的準確及快速的要求.
3 軟件框架
步進電機做為一種數字型電機,控制步進電機的轉動需要兩個要素:轉速和方向.對于步進電機驅動器,其方向取決于控制器輸送信號電平的正負,轉速取決于步進電機控制器發出的步進脈沖信號之間的時間間隔.步進電機脈沖發生器的時鐘可以利用單片機內置的定時計數器設置.只需實時改變定時器重裝的初值,即可實時改變輸出脈沖的頻率,實現數字化連續調頻.為減低單片機的負荷,編程時采用C語言進行編程,計算出各離散速度所對應的定時器初值,并以表格的形式存儲在內存中.
步進電機起動運行模塊部分的程序設計要求控制步進電機的轉速和轉向,并且能夠顯示相應的狀態,程序流程圖如下圖所示.
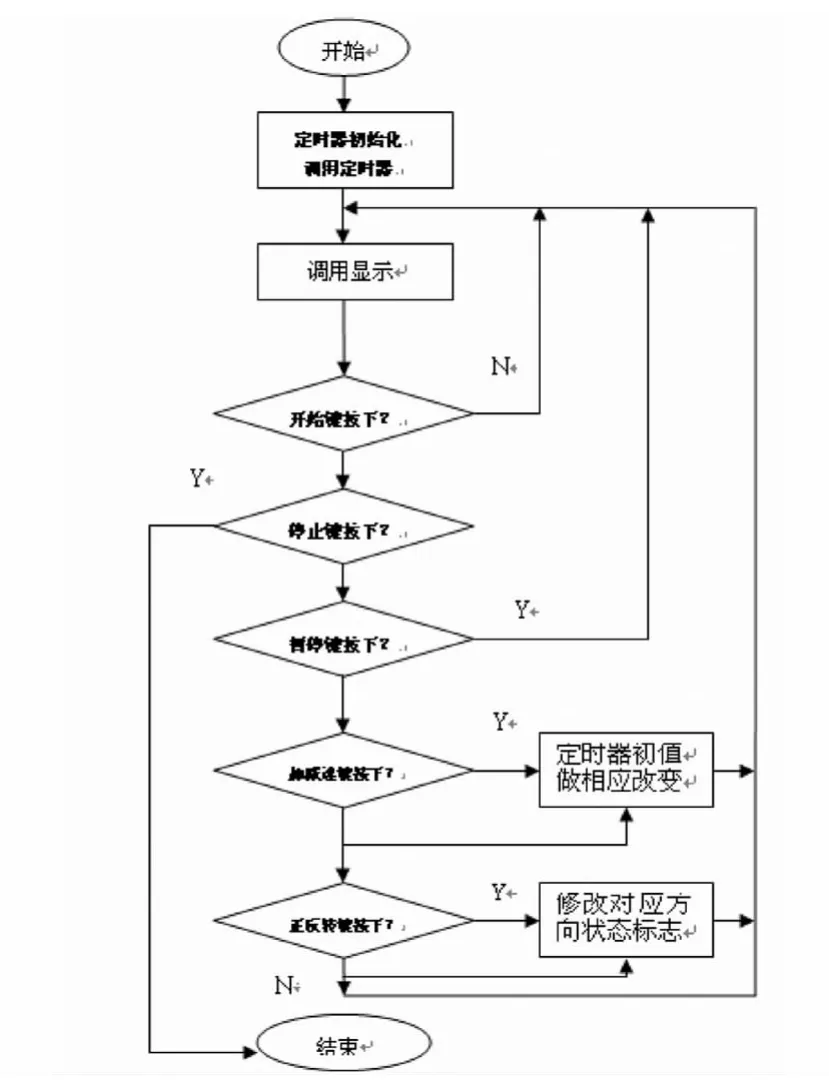
圖4 步進電機起動運行程序流程圖
步進電機運行模式部分我們設計成循環函數體.首通過調用顯示子程序,接下來通過判斷調用鍵盤掃描函數,若開始鍵沒按下,返回循環函數初始處;若開始鍵按下,接著判斷是夠有暫停鍵按下,有則返占循函數初始處;若開始鍵按下,接著判斷是否有暫停鍵按下,有則返回循環函數初始處,無則判斷停止鍵是否按下,有則使定時器初值做相應改變,無則接著判斷正反轉鍵是否按下,有則修改對應方向狀態標志.
4 結論
基于步進電機控制的平面切割模型的研究主要是針對由步進電機控制的平面內質點在線切割工作臺的應用,植毛機工作臺(毛孔定位),包裝機(定長度)以及基本上涉及到定位的場合都用得到.特別適合要求運行平穩、低噪音、響應快、使用壽命長、高輸出扭矩的應用場合.通過對二維平面內質點運動的研究,我們可以進一步研究多維立體空間內由步進電機控制的質點運動情況,如果將二維平面內的控制理論發展為多維空間的控制理論,就可以在實際生產中大大減少了生產所消耗的時間,強了系統的通用性和靈活性、成本也大大降低,從而提高了工廠的生產效率,且有著十分廣闊的應用前景.
〔1〕胡漢才.單片機原理及接口技術[M].清華大學出版社,1996.
〔2〕王時勝,姜建平.采用單片機實現PWM式D/A轉換技術[J].電子質量,2004.
〔3〕劉歌群.盧京潮.閆建國.薛堯舜.用單片機產生7路舵機控制PWM波的方法 [J].機械與電子,2004.
〔4〕張伯時.電力拖動自動控制系統[M].機械工業出版社,2000.
〔5〕蔡美琴,張為民,等.MCS-51系列單片機系統及其應用[M].高等教育出版社,2004.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
