X射線診斷機在EMC測試中的同步控制設計
2013-11-12 07:22:00丁洪斌
中國醫療器械雜志 2013年2期
丁洪斌
遼寧省醫療器械檢驗所,沈陽市,110179
0 引言
由于醫療X射線診斷機采用的是間歇加載連續工作模式,即X射線診斷機未加載時系統荷載部件處于非工作狀態。電磁兼容(EMC)要求在進行EMC測試時X射線診斷機處在工作狀態。現常用的方法是人工控制兩個系統進行測試。由于電磁兼容(EMC)測試系統為自動測試過程,人工控制的做法導致測試結果重現的概率不到50%,且測試過程趨于復雜,增加了測試時間、測試人員的操作量、數據記錄量等,對用戶及檢測機構均有不同程度損失。
1 同步控制技術
電磁兼容測試由測試系統和被測產品構成。測試系統硬件由接收機、天線、轉臺和天線塔控制器等構成,系統中的測試軟件是標準控制模型,測試時被測產品水平方向360o旋轉,測試天線在垂直位置(1~4) m移動,整個測試是一個連續自動的控制過程。
X射線診斷機要求在這種測試條件下工作,由人工控制“手閘”曝光完成全部測試。
目前各EMC系統軟件商對醫療行業的這種專業需求沒有適用產品,X射線診斷機這種專業的工作模式在產品類別中具有一定代表性,EMC系統軟件功能與X射線診斷機這種間歇加載連續工作方式極大的影響了產品測試,增加了測試結果重現的難度。
通過對兩個系統工作狀態分析,聚焦在如何將人工控制X射線診斷機曝光過程與電磁兼容測試系統結合在一起并實現同步控制上。
2 EMC測試同步控制設計
現行的EMC測試軟件不支持被測設備控制功能,在EMC測試軟件中增加相關聯動控制設計是本設計的核心之一。“手閘”控制裝置是控制X射線機工作的一個核心部件。
2.1 X射線機工作條件確定
X射線機按與網電源的連接方式分類有永久性安裝型:CT機、胃腸檢查X射線機、心血管檢查X射線機;非永久性安裝型:牙科診斷X射線機。按設備的固定方式分類有固定安裝式:懸吊式的X射線攝影設備;移動式:床旁邊式X射線攝影設備。
EMC測試需要按產品類別選擇X射線機的基礎加載條件,按照X射線管組件的最大連續熱耗散值來進行設定。按X射線球管工作特性曲線及球管組件工作特性曲線最大功率點設置曝光參數,確保曝光過程與EMC軟件同步工作。
球管組件工作條件設置依據:IEC60613-2010醫療診斷用X射線管組件的電氣和負載特性,如圖1所示。
考慮X射線是在曝光瞬間完成的特點,將X射線機選取3組典型設置,這樣在X射線曝光條件下可獲得EMC測試騷擾最大值。
2.2 同步控制軟件設計
在標準EMC測試系統軟件的控制程序及操作界面中增加如下設計:
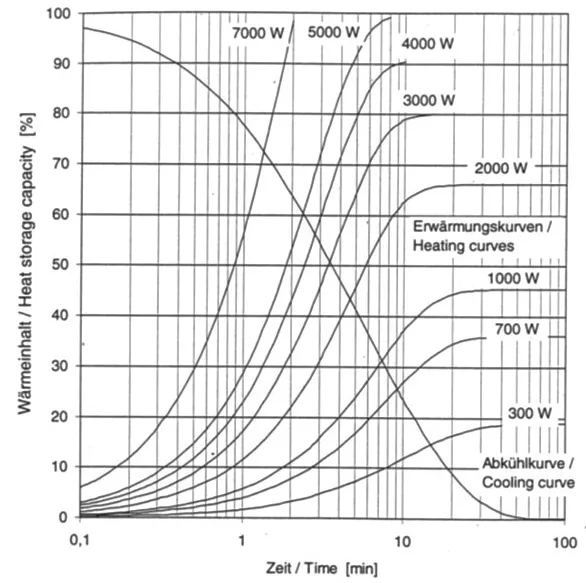
圖1 150 kVA X射線球管工作特性曲線Fig.1 150 kVA X-ray tube operating characteristic curve
(1) X射線機曝光參數設置;
(2) X射線機曝光過程控制;
(3) X射線機曝光同步EMC測試;
(4) X射線機急停控制;
(5) 結束曝光控制返回測試通用模式。
X射線機曝光控制軟件程序及操作界面嵌入到EMC測試軟件程序后,EMC測試軟件按標準GB 4824-2004要求分別讀取:測試限值設置、軟件功能設置和X射線機曝光自動“手閘”控制裝置設置,程序完成按X射線機要求的測試。
2.3 同步控制流程
EMC測試及X射線機曝光同步控制流程如圖2所示:

圖2 EMC測試及X射線機曝光同步控制流程圖Fig.2 EMC testing and X-ray machine exposure synchronization control flowchart
EMC測試軟件嵌入X射線機曝光控制功能后,EMC測試及X射線機曝光兩個獨立軟件流程得到同步控制,即:X射線機啟動旋轉陽極曝光同時EMC系統完成測試并記錄。聯動的測試過程沒有人工干涉,測試軟件實現了EMC記錄的任意復現。
2.4 EMC測試系統增加的硬件
硬件部分由“手閘”控制裝置及接口構成。
2.4.1 “手閘”控制裝置設計
控制要求:模擬人工加載曝光控制過程;
(1) 功能及要求設計
行程范圍:0~30 mm;
模擬手指:帶壓力傳感器的行程觸頭,直徑15 mm;
異常保護:觸頭壓力大于18 N時行程控制自動停止,并返回原點;
復位控制:返回原點;
運行檢查:按“模擬運行”驗證運行設置,測試保存的設置;
曝光:模擬人工加載曝光控制;
記憶功能:10組手閘型號
傳輸方式:GPIB或RS 232;
供電方式:電池(12 V DC);
充電功能:220 V AC。
(2)“手閘”控制裝置流程
“手閘”控制裝置流程如圖3所示:
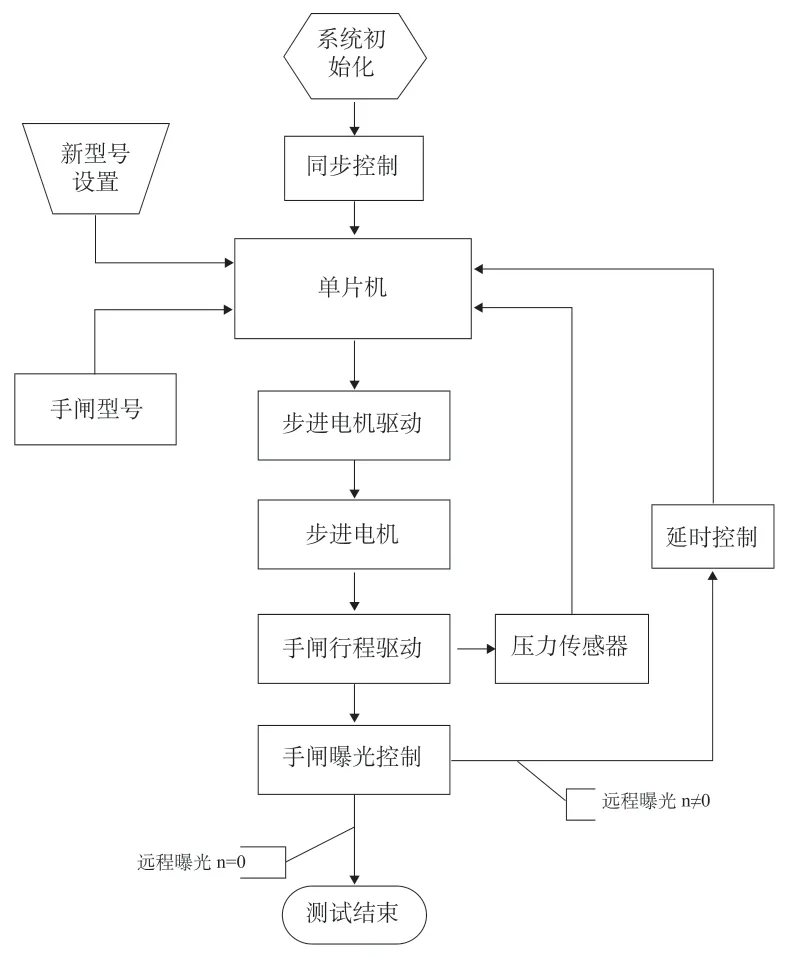
圖3 “手閘”裝置控制流程圖Fig.3 Handbrake device control flowchart
常用機型控制:按X射線機曝光要求在單片機寄存器內存儲了10組固定設置,在“手閘”控制裝置的操做面板讀取這些設置,“手閘”控制裝置通過遠程同步完成了X射線機曝光過程。
任意機型設置:在“手閘”控制裝置操作面板直接輸入新的曝光參數并保存。
“手閘”控制裝置的驗證:在操作面板讀取任意程序,按“測試”鍵,可直接測試控制裝置的運行情況。
“手閘”控制裝置內的單片機及控制電路從芯片選擇到PCB設計充分考慮了電磁騷擾對整個系統的影響,控制裝置整機測試結果30 MHz~1000 MHz范圍內最大輻射騷擾值均低于標準GB 4824要求15 dBμV以上。
(3) 控制裝置的電路部分
STC90C51單片機及外圍電路、步進電機、電機驅動、壓力傳感器、薄膜鍵盤及USB接口控制器等。
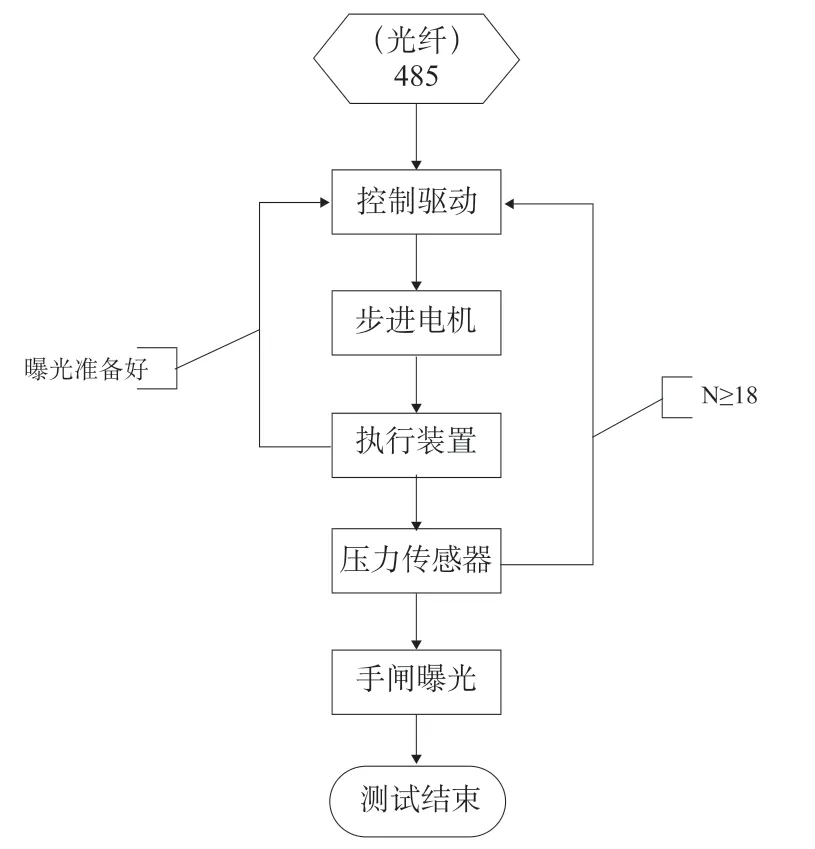
圖4 “手閘”執行機構流程圖Fig.4 Handbrakeexecutive flowchart
(4) 控制裝置的機械部分
“手閘”固定裝置、渦輪蝸桿傳動裝置、壓力觸發裝置等。
“手閘”執行機構流程如圖4所示。
2.4.2 系統接口及信號傳輸
端口轉換器,端口轉換器設計采用的是USB/RS485光纖轉換器,計算機側的信號經USB接口轉接至光纖收發器,控制指令通過光纖傳輸至“手閘”控制裝置。“手閘”控制裝置用計算機的USB接口完成了高速RS-232/485端口的數據通訊。
通過光纖傳輸轉換器再還原的信號,“手閘”控制裝置按測試軟件發出的同步指令執行相應的曝光操作。
由于傳輸是光信號不存在導電性,光纖在電波暗室內不會產生額外的騷擾且有很強的抗騷擾能力。
3 總結
X射線診斷機在EMC測試中的同步控制在測試及控制全過程實現了轉臺、天線及被測設備的聯動循環控制。EMC軟件在同步控制狀態下采集X射線機工作數據完成QP、AV測試,記錄匯集了全部的數據,任意點的結果經重復標定數據即可復現。
過程設計特點是EMC整個測試過程聯動了X射線機。測試控制過程不改變產品出廠原始狀態,測試的每一個過程均包括X射線管的旋轉陽極預熱、X射線機曝光的全過程。一次相對位置確定后直接進行QP、AV測試,測試結束后數據自動處理成符合要求的記錄,極大地保持了數據的完整性和數據的可重復性,減少了操作人員的繁瑣控制,提高了測試質量和效率。
兩個系統實現了同步自動控制,避免了X射線機測試時需要有人要在電波暗室中操作的過程,使測試更安全。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
少先隊活動(2021年4期)2021-07-23 01:46:22
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
