深水管道復合聚氨酯保溫層澆注模具的研制
2013-11-13 07:25:06杜寶銀張曉靈孔瑞林吳文通蔣曉斌楊加棟
科技視界 2013年24期
關鍵詞:設計
杜寶銀 張曉靈 孔瑞林 吳文通 蔣曉斌 楊加棟
(中海油能源發展股份有限公司管道工程分公司,中國 天津 300452)
0 前言
深水海底具有高靜壓、低溫環境(通常4℃左右),深水惡劣的自然環境對海上和水下結構物提出了苛刻的要求。海上惡劣海況與海底復雜地質情況對海底管道保溫材料和防護層提出了很高的要求。輸送含蠟原油、高粘原油及天然氣的海底管道常常需要采取保溫措施,以避免由于流體溫降過大而引起的管道內壁結蠟、天然氣水合物形成導致的輸送阻力增大甚至堵塞管道的各種操作問題[1]。
國外深度超過300m的海底輸油管道應用的保溫層材料主要有:玻璃微珠復合聚氨酯(GSPU)、有機聚合物微球復合聚氨酯(PSPU),以上兩種材料統稱為復合聚氨酯[2]。復合聚氨酯(GSPU/PSPU)保溫層可以采用常壓澆注法生產,其涂敷方法主要有澆注法、無模旋轉澆注法和纏繞法。本文僅對復合聚氨酯的常壓澆注成型模具的研制進行介紹。
1 復合聚氨酯(GSPU/PSPU)保溫澆注模具的設計
1.1 澆注模具的結構設計
以鋼管直徑323mm、壁厚25.4mm、長度12m、鋼管保溫層厚度100mm為例進行鋼管保溫層澆注模具的設計。鋼管保溫層澆注模具分三段制造,每段長度為4200mm,每段由一臺模溫機分別對模具進行加熱。模具設計的基礎數據是:模具升溫時間30分鐘,室溫20℃,模具為45號鋼、模具厚度25mm,模具加熱溫度90℃,模具外壁保溫層采用厚度為50mm的聚氨酯泡沫,保溫層外罩不銹鋼薄板。模具加熱管為紫銅管,銅管外徑12mm、壁厚2mm、耐壓1.0MPa,加熱管采用雙回路對向交錯布置在模具外壁來提高模具溫度的均勻分布,模具沿著通過鋼管軸線的平面分成上下模兩部分,模具合模位置見圖7;考慮到模具整體長度為12.6米,分三段制造,由法蘭連接成整體。澆注料溫25~35℃。模具澆注傾斜角度按照0~25°設計,模具合模、傾斜角度使用液壓缸驅動,配置液壓站一臺。
1.2 澆注模具的加熱功率計算
1.2.1 工作時熱損耗量的計算
Qh=(Qh1+Qh2+Qh3+Qh4+Qh5+Qh6+Qh7)K
式中:Qh——工作時單位時間的熱損耗量(kJ/h);Qh1——通過模具外壁散失的熱損耗量(kJ/h);Qh2——加熱導熱油的熱損耗量(kJ/h);Qh3——加熱模具的熱損耗量(kJ/h);
Qh4——通過連接加熱軟管外壁的熱損耗量(kJ/h);
K——考慮到其他未估計到的熱損耗量儲備系數,一般取K=1.1~1.3。
1.2.2 升溫時熱損耗量的計算
Q′h=(Q′h1+Q′h2+Q′h3+Q′h4)K
式中:Q′h——升溫時總的熱損耗量(kJ/h);
Q′h1——通過模具外壁散失的熱損耗量(kJ/h);
Q′h2——加熱模具金屬的熱損耗量(kJ/h);
Q′h3——加熱模具導熱油管金屬的熱損耗量(kJ/h);
Q′h4——模具保溫層吸熱時的熱損耗量(kJ/h);
K——考慮到其他未估計到的熱損耗量儲備系數,一般取K=1.1~1.3。
1.2.3 模具設計時熱損耗量的計算先按工作時單位時間熱損耗量計算,然后再按升溫時的要求核算總熱量,兩者進行比較,取其最大者進行功率計算。[3](計算過程略)
經計算加熱總功率Qh′>Qh
則 Qmax=Qh′=160kW
設計選型采用三臺模溫機加熱模具,每臺加熱功率分為三檔,第一檔40kW、第二檔60kW、第三檔80kW,以適應不同鋼管管徑(168mm-508mm)模具加熱的需要。模溫機采用電加熱導熱油循環及自動控溫系統,控溫精度±1℃。
1.3 澆注模具的傾斜角度
模具的傾斜角度按照0~30°連續可調進行設計。采用液壓站驅動液壓缸完成模具的開模、合模、合模壓緊及模具的整體傾斜。模具開模圖見圖1、模具工作圖見圖2。
1.4 模具澆注口的設置
模具澆注口設置在澆注模具的下半部分,其中一個設置在距離管端最低點800mm的地方,另一個設置在距離管端2800mm的地方。每次澆注只使用一個,不用的澆注備用口使用特殊封頭進行密封,鋼管長度12米時使用靠近管端距離800mm的澆注口;鋼管長度10米時使用距離管端2800mm的澆注口,采用流量澆注工藝曲線為爬坡曲線。澆注口內徑65mm,澆注口具體位置見圖2。
1.5 澆注模具排氣口(冒口)的設置
模具排氣口設置在模具傾斜后最高點并與管端封堵外沿相切。澆注冒口直徑65mm,澆注冒口具體位置見圖3。
1.6 管端密封封堵
鋼管與模具兩端之間的空間設置管端封堵,防止復合聚氨酯彈性體(GSPU/PSPU)澆注過程中的泄漏。管端密封封堵結構圖見圖3。
1.7 澆注模具端部盲板
為了防止模具傾斜后鋼管從模具中滑出,在模具傾斜的低點端部先安裝上下兩塊端板,下端板與鋼管端部之間安裝木質楔塊塞緊。安裝圖見圖3。
2 澆注模具的制造及試驗
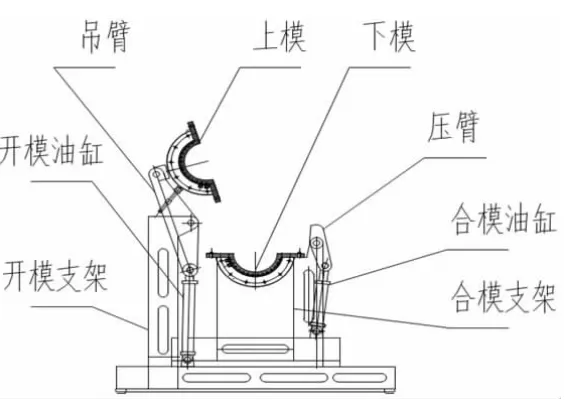
圖1 模具開模工作位置圖
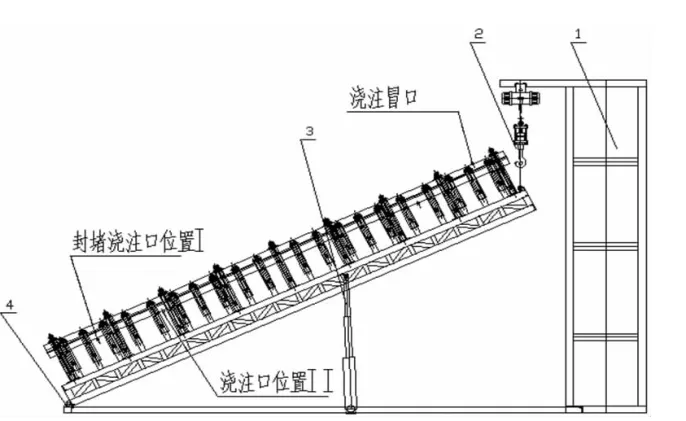
圖2 成型裝置澆注工作位置圖
試驗結果:375mm直徑模具升溫時間20分鐘達到80℃,澆注時間4分鐘,澆注后模具保溫30分鐘開模,復合聚氨酯保溫層表面粗糙度Ra≤3.2μm,復合聚氨酯保溫層機械性能、保溫層性能達到設計要求。
3 結束語
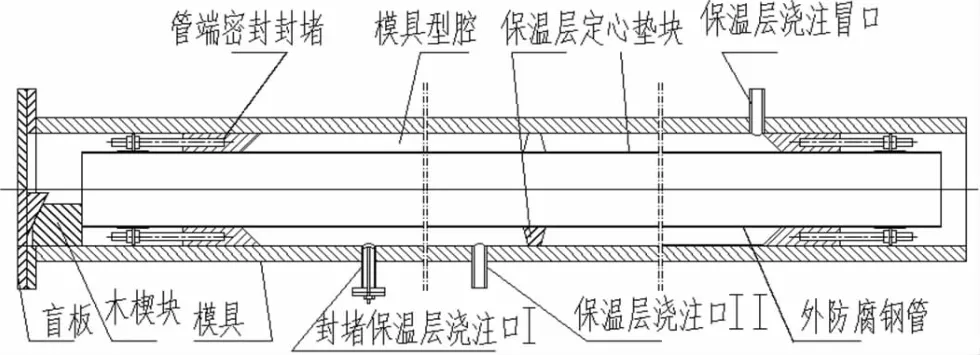
圖3 澆注模具合模及管端封堵裝置安裝示意圖
根據以上設計方法進行了模具內徑375mm的模具設計和制造,并與配套的澆注生產線的設備共同進行了模具的澆注試驗。模具制造圖如圖1、圖2、圖3所示。[3]模具澆注試驗的參數如下:
標準廠房內的環境溫度10℃;鋼管直徑219.2mm×12.5mm,保溫層厚度75mm;模具溫度70~90℃,傾斜角度10~20°;澆注速度:180~210L/min;澆注料溫度:25~35℃。
根據本文的設計方法進行了復合聚氨酯彈性體保溫模具的設計和制造;在國內首次進行了復合聚氨酯彈性體保溫管道的工業化澆注試驗,經檢驗保溫層機械性能、保溫性能達到技術標準要求,為國內海上油田工程上應用復合聚氨酯彈性體保溫管道制造提供了澆注模具。
[1]李清平.我國海洋深水油氣開發面臨的挑戰[J].中國海上油氣,2006,4,18(2).
[2]蔣曉斌.深海管道保溫材料現狀[J].管道技術與裝備,2010,6.
[3]胡宗武.ISBN7-111-10799-3非標準設備設計手冊[M].機械工業出版社.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
