關于凸輪軸齒輪鍵齒角加工工藝優化的研究
2013-11-25 09:24:10張若晶蘇永春
機械管理開發 2013年3期
張若晶,蘇永春
(中國重汽集團大同齒輪有限公司,山西 大同 037305)
0 引 言
凸輪軸齒輪的鍵槽相對于內孔和齒槽的位置度要求的一個重要特性是:鍵槽的中心線與齒槽中心線的夾角,簡稱鍵齒角度。鍵齒角度偏差影響著整個發動機的工作效率,現代設計理念追求輕量化、性能優、可靠性。一般大馬力發動機的凸輪軸齒輪設計結構為:外徑大、厚度小、內孔小、腹板薄,腹板有減輕孔,結構應力集中點多,加工和熱處理時容易產生曲翹、變形等問題,加大了加工工藝的難度。
1 凸輪軸齒輪的加工工藝簡介
凸輪軸齒輪的鍵槽中心線與齒槽中心線的夾角,成為一個工藝難點。據近三個月的統計,鍵齒夾角廢損率約占全部廢損率的72%。國外制造廠為了解決鍵齒角度超差問題、提高其成品率,主要采取提高設備的加工精度、穩定性、工裝的制造精度,將該鍵槽放在熱處理后加工,并對鍵槽磨削加工和硬質銑削[1],可以很好保證鍵齒特性,但制造成本也提高了許多。國內制造廠受到經濟成本和技術水平的制約,普遍利用現有設備水平,采取后道工序對前道工序進行修正的原則,盡量縮小熱前加工的尺寸公差,提高熱處理的尺寸保證性。據我公司原有經驗制定該齒輪的加工工藝為:車削—滾齒—鉗工(拉鍵)—鉗工(銑沉孔)—鉗工(打標記)—滲碳—壓淬(由于齒輪外圓尺寸大,零件厚度小,熱處理后端面的平面度較差)—噴砂—磨內孔—磨齒。本文研究的該齒輪的鍵齒角度這一特性,首先在熱前加工的鉗工(拉單鍵)工序形成,后續的影響工序主要集中在熱處理、磨內孔靠端面、磨齒。
2 鍵齒角度的數據采集與分析
本文跟蹤一個批次20件,從拉單鍵工序開始,每個工序完工后用三坐標機測量其鍵齒角度,測算四個工序的能力指數發現改進點。從圖1看出,20個工件的鍵齒角全部符合公差,最大值為0.069 61,最小值為-0.052 06,極差為0.121 67,平均值為0.004 313。呈正態分布,CPK值為0.74,主要原因為數據散差大。需提升工序能力。從圖2看出,14個工件的鍵齒角符合公差,6件超差。最大值為0.128 5,最小值為-0.122 33,極差為0.250 83,平均值為0.016 4。呈正態分布,CPK值為0.40。數據散差大、尺寸超差導致CPK值低。數據整體向正向偏移。通過對比兩組數據角度整體偏移0.012°。從圖3看出,15個工件的鍵齒角符合公差,5件超差。最大值為0.169 94,最小值為-0.222 33,極差為0.392 27,平均值為0.007 744。呈正態分布,CPK值為0.32。數據散差大、尺寸超差導致CPK值低。數據整體偏向中差,磨內孔工序對熱處理工序有修正效果。從圖4看出,15個工件的鍵齒角符合公差,5件超差。最大值為0.134 63,最小值為-0.240 83,極差為0.375 46,平均值為-0.004 67。呈正態分布,CPK值為0.36。尺寸超差導致CPK值低[2]。數據整體更接近中差,磨齒工序有修正前工序的效果。依次對比熱處理后、磨內孔后、磨齒后三組數據,計算發現磨內孔后角度整體向負方向偏移0.007°,磨齒后角度整體向負方向偏移0.001 1°,最終結果與最初鉗工序比較變化量為-0.008°。通過對鉗工序、熱處理工序、磨內孔工序、磨齒工序4個工序完工的鍵齒角度數據進行分析,應提升鉗工、磨工的過程能力,減小熱處理過程中工件的變形量。

圖1 拉單鍵工序直方圖

圖2 熱處理工序直方圖
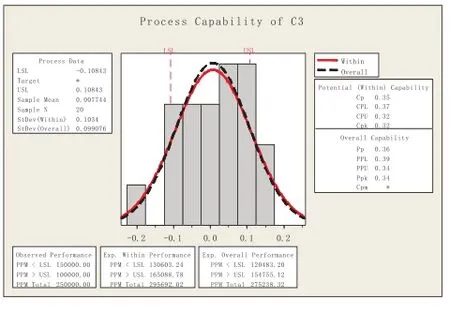
圖3 磨內孔工序直方圖

圖4 磨齒工序直方圖
3 工序的優化方案
1)鉗工工序:鉗工工序的關鍵在夾具上,造成數據散差大的主要原因是:拉刀與導套的間隙、齒槽定位銷與定位銷套的間隙,因為拉刀與導套的間隙必須大于0.003,否則刀具將無法拉削,甚至會將刀具拉斷;所以解決散差大的問題,只能從定位銷與定位銷套的間隙上著手。目前使用夾具的定位銷靠彈簧彈力保證定位銷的可靠定位,將定位銷與定位銷套的間隙減小后要將彈簧彈力增大,這不便于人工操作。若將定位銷的推動方式更改為螺紋式,并將其位置安裝在與拉刀垂直的夾具上方,這樣既可保證定位銷的夾緊力,又方便操作人員更換工件,可有力地保證加工精度和穩定性。
2)熱處理工序:熱處理工序主要應確保熱處理后的零件圓度和平面度。通常為了確保零件的平面度,滲碳時采用掛裝的裝爐方式,掛裝的最好形式是穿過零件的內孔,由于零件的內孔屬于熱后加工的精加工面,裝爐時為了防止內孔面的劃傷,應使用腹板上的減重孔進行裝爐,但由于減重孔位置不在零件中心,當零件受熱時零件的自重會使外圓圓度發生一定變化,磨內孔工序加工過程中會使鍵齒角度發生變化。
3)磨內孔工序:磨內孔工序是整個環節中變化量最大的工序,經對該工序的關鍵尺寸分析,其影響點主要集中在零件加工過程中齒圈跳動的控制上。齒圈圓跳動大的零件,內孔相對于節圓的偏心量大。內孔的中心線作為鍵齒角度檢驗的基準,若基準位置發生了偏移,則檢驗結果偏差也增大。齒輪齒圈圓跳動超差的主要原因:一方面是由于零件加工前的節圓相對于內孔的圓跳動已經發生大偏差,造成加工后無法修正或繼續擴大;另一方面是設備的夾具調試過程中存在問題,爪塊夾緊后的圓跳動超差,造成加工完的零件圓跳動超差。前者是優化該工序的主要方向;后者是機床加工精度和調試水平來決定的,通過檢查零件是可控制在要求內的。制定優化方案為:將節圓棒重新設計成節圓夾,并按零件齒數安裝同樣數量的節圓棒,消除尋找圓跳動波動高點的步驟。由于零件外圓較大,為了確保節圓棒能夠被夾緊,設計了相應卡爪,夾緊后可確保零件的夾緊范圍,提升了零件加工過程中節圓圓跳動的修正量和穩定性。
4 結束語
按照工藝優化后的方法,對零件的加工過程進行了數據采集,拉單鍵工序能力值達到1.35,熱處理后CPK值為1.21,成品檢查時CPK值達到1.38。鍵齒角廢損率已由原來的72%下降到11%,磨內孔的廢損率也有所下降,這為公司節約了大量資金、實現了降本目的。
[1]閆大建.汽車發動機原理與汽車理論[M].北京:國防工業出版社,2008.
[2]陳曉華.Minitab計算機分析軟件[J].中國質量,2007(2):41.
