快走絲線切割加工工件表面質量影響因素分析
2013-11-25 09:24:12孫永吉
機械管理開發 2013年3期
關鍵詞:影響
孫永吉
(蘭州工業學院,甘肅 蘭州 730050)
0 引 言
快走絲線切割機是采取線電極高速往復供絲的方式,線電極的損耗均勻地分布在近400 m電極絲上,雖然電極絲的損耗極小,但電火花線切割機工作時影響其加工工件表面質量的因素很多,更需要對其有關加工工藝參數進行合理選配,才能保證所加工工件表面質量。
為了改善加工工件表面質量,可以從影響最大的人為因素、機床因素和材料因素等三方面來考慮對加工質量的控制方式和改進方法。本人在教學、科研和生產實踐中對影響線切割加工工件表面質量的相關因素方面做了一些探索和研究,在DK7740e電火花線切割機床的實際應用中,使加工工件表面質量得到了很大的提高。
1 人為因素的控制與改善
人為因素的控制與改善主要包括加工工藝的確定和加工方法的選擇,這可以通過以下方法來實現[1]。
1.1 合理安排切割路線
盡量避免破壞工件材料原有的內部應力平衡,防止工件材料在切割過程中因切割路線安排不合理而產生顯著變形,致使切割表面質量下降。切割路線的走向和起點選擇不當,也會嚴重影響工件的加工精度。如圖1所示,加工程序引入點為A,起點為a,則切割路線走向有:
1)A—a—b—c—d—e—f—a—A
2)A—a—f—e—d—c—b—a—A
如選2)的路線加工,加工至f點后的工件剛度就降低了,容易產生變形而破壞加精度;如選1)的路線加工,則可在整個加工過程中保持較好的工件剛度,加工變形小。一般情況下,合理的切割路線應是工件與其夾持尺寸分離的切割段安排在切割程序的末端。若加工程序引入點為B,起點為d,則不論選哪條路線加工,其切割精度都會受到材料變形的影響。
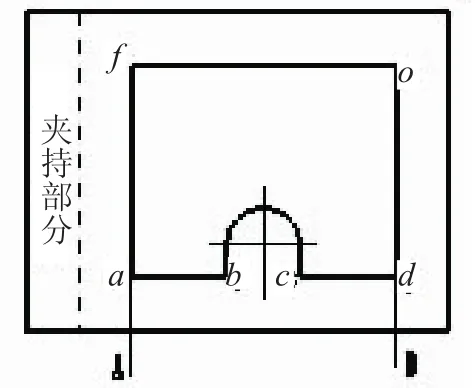
圖1 切割路線示意圖
1.2 正確選擇切割參數
對于不同的粗、精加工,其絲速和絲的張力應以參數表為基礎作適當調整,為了保證加工工件具有更高的精度和表面質量,可以適當調高線切割機的絲張力,雖然制造線切割機床的廠家提供了適應不同切割條件的相關參數,但由于工件的材料、所需要的加工精度以及其他因素的影響,使得人們不能完全照搬書本上介紹的切割條件,而應以這些條件為基礎,根據實際需要作相應的調整。例如若要加工厚度為27 mm的工件,則在加工條件表中找不到相當的情況,這種條件下,必須根據厚度在20~30 mm間的切割條件做出調整,主要辦法是加工工件的厚度接近哪一個標準厚度就選擇其為應設定的加工厚度。
1.3 采用近距離加工
為了使工件達到高精度和高表面質量,根據工件厚度及時調整絲架高度,使上噴嘴與工件的距離盡量靠近,這樣就可以避免因上噴嘴離工件較遠而使線電極振幅過大影響加工工件的表面質量。
1.4 注意加工工件的固定
當加工工件即將切割完畢時,其與母體材料的連接強度勢必下降,此時要防止因加工液的沖擊使得加工工件發生偏斜,因為一旦發生偏斜,就會改變切割間隙,輕者影響工件表面質量,重者使工件切壞報廢,所以要想辦法固定好被加工工件。
1.5 注意各項電參數的調整
加工過程中應將各項參數調到最佳狀態,以減少斷絲現象。如果發生斷絲勢必會回到起始點,重新上絲再次進行加工,使加工工件表面質量和加工精度下降。在加工過程中還應注意傾聽機床發出的聲音,正常加工的聲音應為很光滑的“哧-哧”聲。同時,正常加工時,機床的電流表、電壓表的指針應是振幅很小,處于穩定狀態,此時進給速度均勻而且平穩。
2 影響線切割加工工件表面質量的機床因素的控制與改善
高速走絲電火花線切割機屬于高精度機床,機床的維護保養非常重要,因為加工工件的高精度和高質量是直接建立在機床的高精度基礎上的,因此在每次加工之前必須檢查機床的工作狀態,才能為獲得高質量的加工工件提供條件[2]。需注意的環節和應采取如下措施:
2.1 檢查電極絲的張力
在加工前,必須檢查電極絲,電極絲的張力對加工工件的表面質量也有很大的影響,加工表面質量要求高的工件,應在不斷絲的前提下盡可能提高電極絲的張力。
2.2 檢查工作液的性能
高速走絲線切割機一般采用乳化油與水配制而成的工作液。火花放電必須在具有一定絕緣性能的液體介質中進行,工作液的絕緣性能可使擊穿后的放電通道壓縮,從而局限在較小的通道半徑內火花放電,形成瞬時和局部高溫來熔化并氣化金屬,放電結束后又迅速恢復放電間隙成為絕緣狀態。絕緣性能太低,則工作液成了導電體,而不能形成火花放電;絕緣性能太高,則放電間隙小,排屑難,切割速度降低。加工前要根據不同的工藝條件選擇不同型號的乳化液。再者必須檢查與冷卻液有關的條件,檢查加工液的液量及贓污程度,保證加工液的絕緣性能、洗滌性能、冷卻性能達到要求。
2.3 檢查導電塊的磨損情況
高速走絲線切割機一般在加工了50~80 h后就須考慮改變導電塊的切割位置或者更換導電塊,有臟污時需用洗滌液清洗。必須注意的是:當變更導電塊的位置或者更換導電塊時,必須重新校正電極絲的垂直度,以保證加工工件的精度和表面質量。
2.4 檢查導輪的轉動情況
若轉動不好則應更換,還必須仔細檢查上、下噴嘴的損傷和臟污程度,用清洗液清除臟物,有損傷時需及時更換。還應經常檢查貯絲筒內絲的情況,絲損耗過大就會影響加工精度及表面質量,需及時更換。此外,導電塊、導輪和上、下噴嘴的不良狀況也會引起線電極的振動,這時即使加工表面能進行良好的放電,但因線電極振動,加工表面也很容易產生波峰或條紋,最終引起工件表面粗糙度變差。
2.5 保持穩定的電源電壓
電源電壓不穩定會造成電極與工件兩端不穩定,從而引起擊穿放電過程不穩定而影響工件的表面質量。
3 影響線切割加工工件表面質量的材料因素控制與改善
為了加工出尺寸精度高、表面質量好的線切割產品,必須對所用工件材料進行細致考慮:
3.1 工件材料的物理性能
由于工件材料不同,熔點、氣化點、導熱系數等都不一樣,因而即使按同樣方式加工,所獲得的工件表面質量也不相同,因此必須根據實際需要的表面質量對工件材料作相應的選擇[3]。例如要達到高精度,就必須選擇硬質合金類材料,而不應該選不銹鋼或未淬火的高碳鋼等,否則很難達到所需要求。
3.2 工件材料內部殘余應力
由于工件材料內部殘余應力對加工的影響較大,在對熱處理后的材料進行加工時,由于大面積去除金屬和切斷加工會使材料內部殘余應力的相對平衡受到破壞,從而可能影響零件的加工精度和表面質量。為了避免這些情況,應選擇鍛造性好、淬透性好、熱處理變形小的材料。
4 總 結
影響快走絲電火花線切割加工工件表面質量的因素很多,只要操作人員有針對性的對其進行分析,就可以對影響因素進行控制,從而改善和提高工件表面質量。
[1]胡國軍.線切割加工工件表面質量的改善與提高[J].機床與液壓,2004,(4):170-171.
[2]彭小梅,劉華.改善線切割加工表面粗糙度的措施[J].電加工與模具,2000(1):48.
[3]張學仁.數控電火花線切割加工技術[M].哈爾濱:哈爾濱工業大學出版社,2000.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
