XK714 數控銑床軸向反向誤差故障排除
2013-12-14 09:04:24涂志標趙曉運
機床與液壓 2013年16期
關鍵詞:故障
涂志標,趙曉運
( 臺州學院機械工程學院,浙江臺州318000)
隨著現代加工業的深入發展,數控技術和數控設備被廣泛應用到各行各業的生產制造領域。數控銑床作為重要的精密加工設備,對機械制造業的貢獻度也在不斷提高。XK714 數控銑床是某學院先進制造中心的重要設備之一,在數控加工技術教學及產品試制過程中起著重要作用。數控銑床的軸向反向誤差(回差)對銑床的使用性能及精度有著重要的影響。根據多年XK714 數控銑床教學及設備維護實踐,分析了XK714 數控銑床的軸向反向誤差的形成原因及排除方法。
1 動力輸入組件故障及排除
XK714 數控銑床傳動絲杠的動力輸入主要包括伺服電機和彈性聯軸器,如圖1 所示。首先,排除伺服電機是否異常,即將伺服電機與傳動絲杠脫離,然后正反運轉伺服電機。若檢測異常,則更換伺服電機,重新將伺服電機與傳動絲杠接入,然后檢測銑床反向誤差故障是否消失。若故障仍然存在,則需排除彈性聯軸器是否異常。
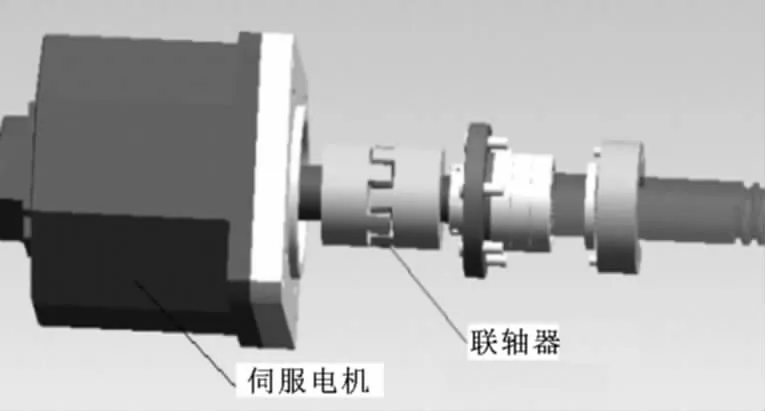
圖1 輸入組件安裝示意圖
對于彈性聯軸器,首先檢查彈性聯軸器兩端的鎖緊螺釘是否松動。若有松動,擰緊鎖緊螺釘,然后開動機床檢查故障是否消失。若故障仍然沒有消失,則檢查彈性聯軸器是否損壞:把機床調至手輪脈沖,慢慢手搖控制軸向運動手輪,如圖2 所示;如果彈性聯軸器兩端的鎖緊螺釘在鎖緊的情況下,操作數控機床手輪,伺服電機主軸在轉動,而滾珠絲杠不轉動,則需更換彈性聯軸器;若伺服電機主軸和滾珠絲杠做同步轉動,則彈性聯軸器完好無損,動力輸入裝置無故障。若機床故障仍然存在,則需對滾珠絲杠進行故障排除。
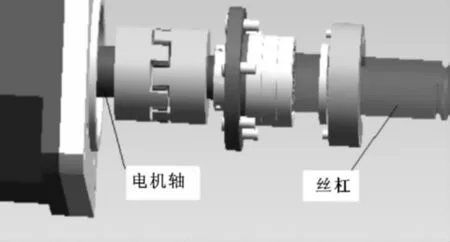
圖2 聯軸器檢測示意圖
2 滾珠絲杠組件故障及排除
2.1 滾珠絲杠鎖緊螺母故障及排除
滾珠絲杠鎖緊螺母是用來固定滾珠絲杠的部件,其鎖合方式是利用材料本身的彈性,軸向鎖緊,強制鎖定,主要用于工作環境惡劣、螺母易于松脫等要求較高的場合,其鎖定能力為傳統螺母的3 倍以上。圖3 所示為XK714 機床的滾珠絲杠的安裝方式,滾珠絲杠兩端都有鎖緊螺母,鎖緊螺母的主要作用是控制滾珠絲杠做徑向運動,以保證機床運行的精度。
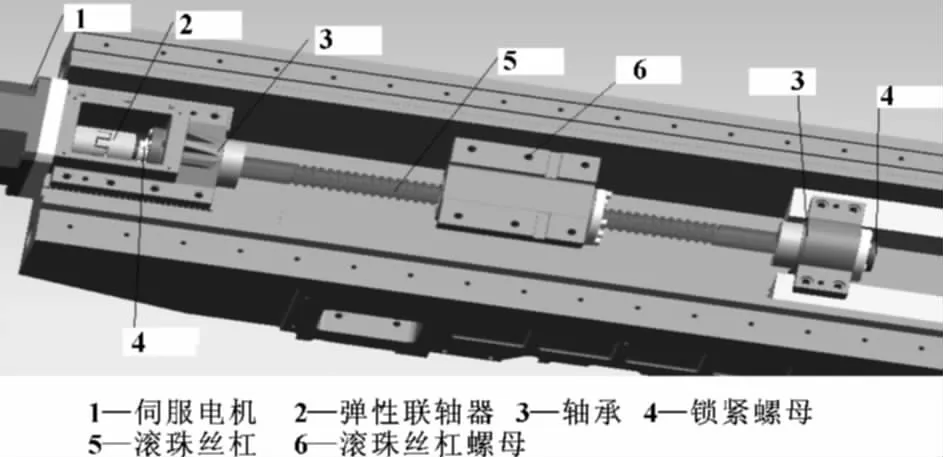
圖3 XH714 機床的滾珠絲杠的安裝方式
檢測鎖緊螺母。拆除伺服電機和彈性聯軸器,圖4 所示為一端鎖緊螺母安裝示意圖,和鎖緊螺母相鄰有一個墊圈,墊圈的作用主要是固定軸承,防止軸承游動。鎖緊螺母鎖緊狀況的檢測方法如圖5 所示,把檢測百分表放置在導軌上,百分表指針緊貼工作臺并調零,然后用手緊握滾珠絲杠并做回轉運動。如果滾珠絲杠運動而檢測百分表指針無運動,則說明兩端鎖緊螺母有松動,調整鎖緊螺母,直至滿足要求。如果手握滾珠絲杠做回轉運動而絲杠和工作臺都無運動傾向,則可能是兩端鎖緊螺母鎖定過緊,從而引起滾珠絲杠軸向竄動過大,導致反向誤差過大。調整兩端鎖緊螺母,使滾珠絲杠軸向竄動在0.015 mm 之內,再檢測機床反向誤差是否消除。若仍未消除,則需檢測滾珠絲杠。
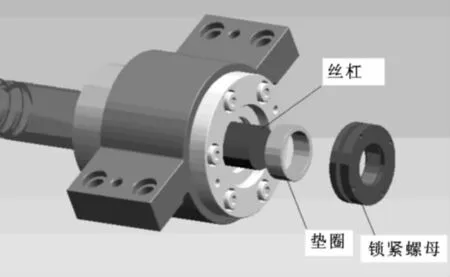
圖4 鎖緊螺母安裝示意圖

圖5 鎖緊螺母故障檢測圖
2.2 滾珠絲杠故障排除
滾珠絲杠是機床運動的傳遞部件,引起反向誤差的主要因素是制造誤差和軸向竄動。對于滾珠絲杠制造誤差引起的反向誤差,需進行內部參數調整,使用控制系統的自動修補功能來消除參數,對于制造誤差較大的滾珠絲杠控制系統自動修補仍然不能消除故障,則只能調換新的滾珠絲杠。圖6 所示為滾珠絲杠螺母副更換滾珠絲杠示意圖。更換時,先慢慢抽出滾珠絲杠,同時滾珠絲杠替換環棒緊貼著滾珠絲杠一退一進,以防止螺母滾珠脫落。安裝新的滾珠絲杠,先退舊的滾珠絲杠,替換環棒跟著絲杠進。同時為了保證新換的滾珠絲杠和螺母組成的新的滾珠絲杠螺母副有更好的傳動精度和剛度,消除傳動間隙,滾珠絲杠螺母副需要適當的預緊力,預緊力一般為軸向最大載荷的1/3。如果滾珠絲杠的竄動引起的反向誤差過大,主要是消除竄動。一般引起主軸竄動的原因是:絲杠兩端支撐軸承損壞或者安裝精度達不到要求,滾珠絲杠兩端的鎖緊螺母過緊或者過松等。通過裝配調整,用裝配精度來滿足該性能要求。
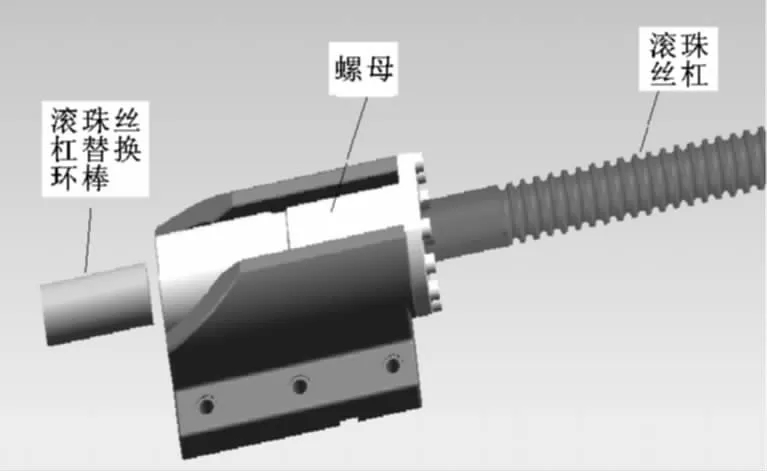
圖6 滾珠絲杠更換示意圖
2.3 滾珠絲杠螺母與工作臺之間的固定
若故障繼續存在,則需分析滾珠絲杠螺母和工作臺之間的配合。圖7 所示為滾珠絲杠螺母和工作臺的位置示意圖,滾珠絲杠螺母載著工作臺來回運動,若定位銷釘脫落導致鎖緊螺釘松動,軸向反向誤差增大。圖8 所示為檢測示意圖,檢測時,如果滾珠絲杠在轉動,通過觀察工作臺是否移動來確定滾珠絲杠螺母和工作臺是否松動。若松動,則進行調整,直至工作臺位置精度滿足要求。
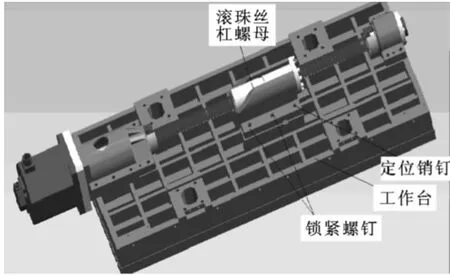
圖7 滾珠絲杠螺母和工作臺的位置示意圖
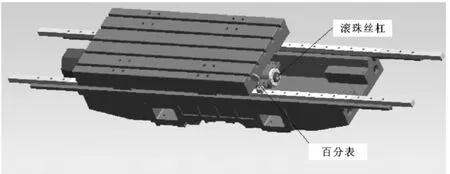
圖8 工作臺檢測示意圖
3 結論
根據多年的XK714 數控銑床的教學應用實踐,系統分析了該銑床軸向反向誤差形成的原因,給出了相應故障排除實踐,對XK714 數控銑床的理論教學和實踐教學有著重要的價值和引導作用。
【1】羅庚合,黃張.數控機床故障診斷與維修[M].北京:國防工業出版社,2009.
【2】韓鴻鸞.數控機床維修實例[M]. 北京:中國電力出版社,2006.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
