加工中心工作臺的改造
2013-12-14 09:04:26郭偉民
機床與液壓 2013年16期
郭偉民
( 河南職業技術學院,河南鄭州450000)
每臺加工中心都有確定的工作行程(X,Y,Z)和工作臺尺寸,如圖1 所示。
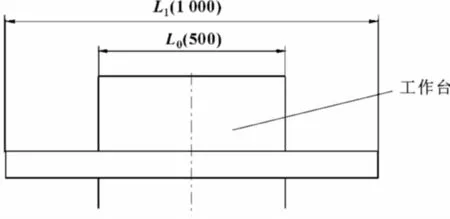
圖1 普通工作臺
假定以L0(500)表示工作臺在X 方向的尺寸,L1(1 000)表示X 方向的行程,那么,通常情況下,工件的待加工范圍應在X 方向的行程L1內,即該行程通常決定了工件大小;雖然也可以通過兩次裝夾(甚至多次裝夾)的辦法來解決待加工范圍超出行程的問題。但多次裝夾顯然費時費事,特別是批量生產的時候不實用。因此,必須尋求更好的辦法。
針對這個問題,作者提出在已有設備上通過適當改進,使較長的工件也能在一次裝夾中完成加工,從而提高生產效率和設備利用率。
具體辦法如圖2 所示,在工作臺之上安裝導軌3,其長度為L2,它可以與墊板2 焊接在一起,墊板2 與工作臺之間用螺栓連接,以便拆卸。在導軌3 上安裝可動板4,該板裝有滑輪,通過氣動的方式可以沿導軌左右移動,并通過定位塊6 限制其行程。
圖2 表示可動板已移動到左側,在其保持固定不動的情況下,單純依靠工作臺的移動,在可動板上有一個用L1表示的可加工范圍(即X 行程),該范圍內的待加工部分先行加工。當這個范圍內的加工完成以后,通過程序上的M 指令或手動操作,使可動板移動到右側,呈現出如圖3 所示的狀態,這時,可動板的左半部分就進入到可加工范圍(即X 行程)內,從而可對其上的工件的未加工部分繼續加工。這樣通過可動板的左右移動,就使得超長工件(長度大于X行程)能夠在一次裝夾內完成所有的加工。
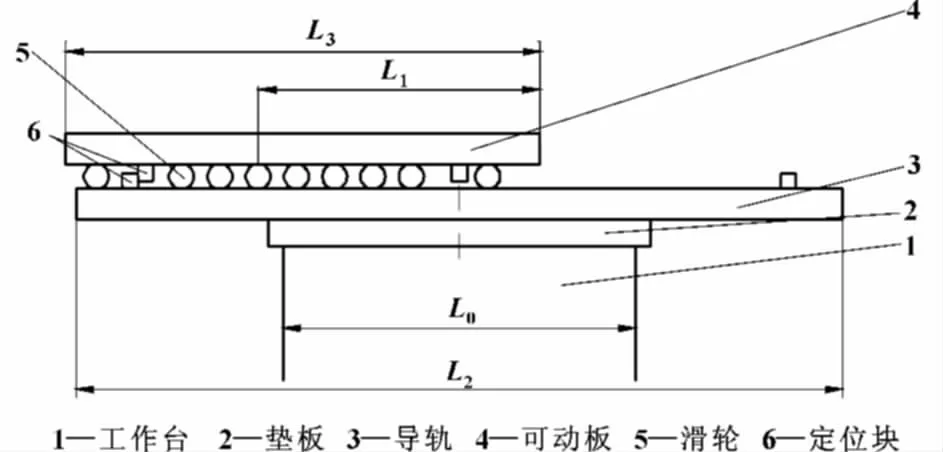
圖2 可動板左移
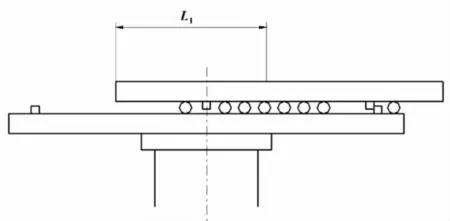
圖3 可動板右移
這種改造適用于批量生產,由于減少了裝夾次數,大大節省了裝夾時間,可明顯提高生產效率;不用的時候,也可以卸下。不足點是由于這套裝置本身具有一定的質量和高度,而且導軌是左右伸出,所以工件不能太高太重。
