汽車空調風門伺服電機半自動裝配裝置的設計
2013-12-29 00:00:00沈云麟張林
科技資訊 2013年18期
摘 要:一種汽車空調風門伺服電機的半自動裝配裝置,其特點是由一工位機和二工位機自動裝配與人工組裝相結合的裝配工藝,實現了PCB板、馬達、殼體的自動裝配和計量控制涂油、點油,自動檢測馬達工作電流和PCB板反饋電壓,確保了電機電路正常,有效地解決了安全隱患和漏裝的問題,滿足了現代汽車對高品質伺服電機的需求。
關鍵詞:伺服電機 裝配 裝配裝置
中圖分類號:TH16 文獻標識碼:A 文章編號:1672-3791(2013)06(c)-0096-01
目前在汽車空調風門的伺服電機裝配中,基本上處于人工和簡單工裝組合的手工裝配階段。為了提高裝配的效率,開發了一種汽車空調風門伺服電機的半自動裝配裝置,整個裝配過程是在裝配的平臺上一工位機、二工位機自動裝配與人工組裝共同完成的裝配一種半自動裝配裝置。
1 半自動裝配裝置的總體設計方案
1.1 汽車空調風門伺服電機的組成
汽車空調風門伺服電機的組成可分為四大部分,即控制部分:PCB板及控制元件;傳動部分:渦輪、蝸桿、大小傳動齒輪、輸出齒輪、連桿;殼體部分:上殼體、下殼體;驅動部分:電機四大部分。
1.2 汽車空調風門伺服電機的裝配
汽車空調風門伺服電機的裝配:上殼體、下殼體、電機、渦輪、蝸桿、大小傳動齒輪、輸出齒輪、PCB板、PCB板涂油,齒輪柱點油、壓殼體等。
1.3 汽車空調風門伺服電機的裝配工藝
第一次人工組裝(下殼體定位,PCB板,齒輪、電機組裝)完成后,進入一工位機自動裝配。第二次人工組裝(渦輪和大、小傳動齒輪的組裝)完成后,進入二工位機自動裝配。
2 半自動裝配裝置的設計
2.1 一工位機
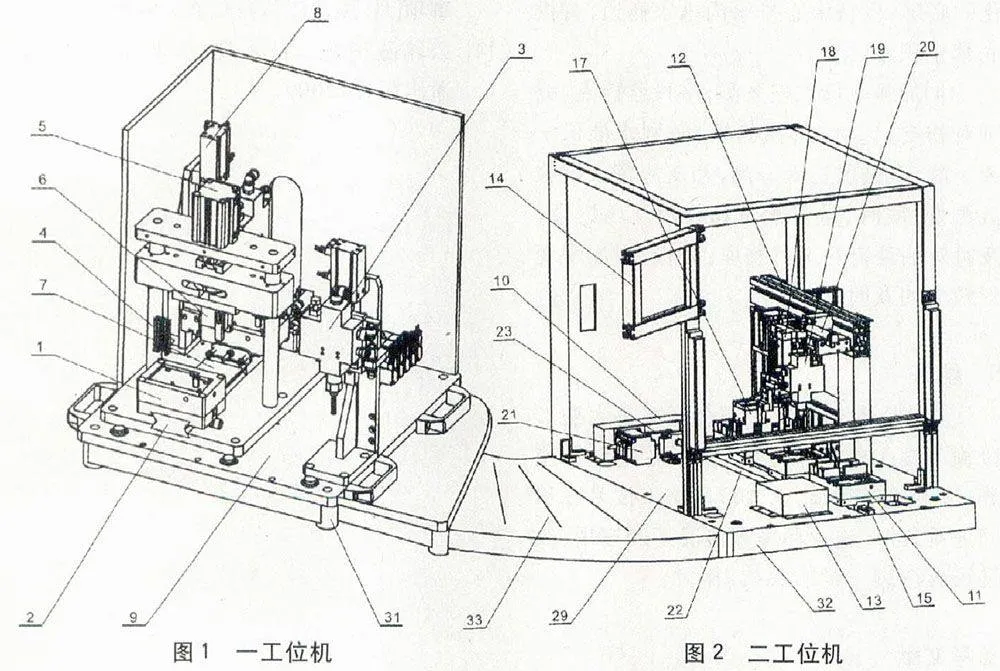
一工位機由設置在一工位裝配臺上的定位夾具、燕尾槽拖板、涂油裝置、檢測裝置、壓制氣缸、壓制裝置、推進氣缸和一工位點油裝置組成。推進氣缸設置在定位夾具一端,定位夾具設置在燕尾槽拖板上,定位夾具由推進氣缸在燕尾槽拖板上作水平往復運動;壓制氣缸設置在一工位壓制裝置上。
2.2 二工位機
二工位機由設置在二工位裝配臺上的驅動裝置、移動載具和垂直機構組成。驅動裝置由同步皮帶連接的伺服電機和絲桿構成;移動載具為設置在導軌上的工裝夾具,其一側由傳動結構與絲桿連接;垂直機構由二工位壓制裝置、機械手、二工位點油裝置和平移氣缸構成,平移氣缸與機械手連接。
2.3 注油系統
注油系統包括涂油裝置和點油裝置。根據工藝要求將油脂均勻涂在PCB板,點油要求位置準確,注油量進行控制。注油系統組成:氣動打油機、壓力傳感器、電磁閥、定量閥、涂油裝置、點油機裝置。
2.4 防漏措施
在人工組裝過程中設置了一道防漏裝措施,安裝了光電傳感器,有效地解決了漏裝的問題。
2.5 控制系統
控制系統采用歐姆龍可編程序控制器,該系列控制成本低,效率高,功能強,具有很高的可靠性和穩定性。PLC采集到各種傳感器,接近開關、氣缸磁性開關、油壓傳感器等信息進行控制。整個裝配過程實時監控,一旦出現誤動作,馬上會報警并停止后一個工序的操作,有效地避免了漏裝、錯裝情況的發生。
3 自動裝配與人工組裝裝配方式的實現
第一次人工組裝。將下殼體放在一工位機的定位夾具上,清除焊珠渣的PCB板經涂油裝置的涂油后與輸出齒輪和電機由人工組裝在下殼體內,完成后的組裝件則進入下一工序裝配。
一工位機的自動裝配啟動一工位機的自動裝配操作:定位夾具1內的組裝件在推進氣缸7的推動下進入一工位機31由一工位壓制裝置6對 PCB和馬達進行壓配,壓PCB和馬達工序完成后定位夾具1行進到一工位點油裝置8對齒輪柱點油,點油后的組裝件由檢測裝置4通過探針對馬達的工作電流和PCB的反饋電壓進行檢測,檢測合格的組裝件進入二工位機裝配工序。
第二次人工組裝。將上述工序完成的組裝件放入二工位機的移動載具上進行渦輪和大、小傳動齒輪的人工組裝,完成后的組裝件則進入下一工序裝配。
二工位機的自動裝配啟動二工位機的自動裝配操作:將上殼體放入移動載具11內與組裝件一起進入二工位機32并啟動自動裝配操作,此時,移動載具11由傳動結構13和絲桿22移動到垂直機構12的二工位點油裝置19對傳動齒輪進行點油,點油后的組裝件由設置在平移氣缸20上的機械手18抓取上殼體后上蓋,然后由二工位壓制裝置17進行上殼體的壓配,完成全部裝配的成品經檢測合格后包裝入庫。
4 結語
該汽車空調風門伺服電機的半自動裝配裝置,投入使用后能夠滿足生產的需要,整個裝配裝置具有較高的可靠性和實用性,自動化程度較高,降低了裝配成本,減輕了工人勞動強度。關鍵部位實現了自動化裝置,有效地解決了人工組裝容易發生錯裝、漏裝的現象,實現了涂油、點油計量控制,克服了壓電機、PCB板、壓殼體的安全隱患問題,取得了較好的經濟效益。該汽車空調風門伺服電機的半自動裝配方法獲得了國家發明專利,該汽車空調風門伺服電機的半自動裝配裝置獲得了實用新型專利。(圖1,圖2)