基于Geomagic Qualify的工件偏差檢測技術(shù)
2014-01-19 10:56:36李麗娟林雪竹
制造業(yè)自動化 2014年10期
李麗娟,高 姍,林雪竹
(長春理工大學(xué) 光電工程學(xué)院,吉林 130022)
基于Geomagic Qualify的工件偏差檢測技術(shù)
李麗娟,高 姍,林雪竹
(長春理工大學(xué) 光電工程學(xué)院,吉林 130022)
以某汽車翼子板為例,結(jié)合產(chǎn)品工件的自身特點(diǎn),通過Handyscan手持式自定位三維掃描儀對其掃描得到點(diǎn)云數(shù)據(jù),利用逆向造型軟件對點(diǎn)云進(jìn)行數(shù)據(jù)處理,應(yīng)用Geomagic Qualify 軟件,把點(diǎn)云與原始設(shè)計模型進(jìn)行對齊、3D比較,檢測產(chǎn)品工件的尺寸偏差,分析偏差來源,為實(shí)際設(shè)計改進(jìn)提供技術(shù)依據(jù)。
Handyscan;Geomagic Qualify;3D分析;偏差分析
0 引言
設(shè)計、制造與檢測是工程技術(shù)領(lǐng)域的三大重要環(huán)節(jié),計算機(jī)輔助設(shè)計、分析和制造技術(shù)的應(yīng)用日益普及。在實(shí)際生產(chǎn)過程中,產(chǎn)品工件的設(shè)計更新不是一蹴而就的,需要經(jīng)過設(shè)計、制造、檢測、改進(jìn)、再設(shè)計等不斷重復(fù)的過程,直到得出符合生產(chǎn)要求的工件[1]。
在車輛某工件的設(shè)計測試或量產(chǎn)裝配過程中,實(shí)際生產(chǎn)的工件可能會與其設(shè)計的CAD模型出現(xiàn)偏差,導(dǎo)致工件安裝不合格,出現(xiàn)偏差或間隙斷差,影響整體的生產(chǎn)過程。而解決問題需要找出出現(xiàn)問題的原因,單純的裸視來進(jìn)行檢測很難找出其根本原因。這時,我們就需要知道現(xiàn)下工件表面和各個特征部分的具體情況,進(jìn)行設(shè)計改進(jìn)和調(diào)節(jié)。
通過采用Handyscan手持式自定位三維掃描儀,最大限度地采集工件表面的三維數(shù)據(jù),得到實(shí)際工件的全部點(diǎn)云,利用逆向造型軟件對點(diǎn)云進(jìn)行數(shù)據(jù)的預(yù)處理,得到完整點(diǎn)云。此時,我們可以用點(diǎn)云進(jìn)行逆向曲面造型,得出逆向的工件表面,但在逆向的過程中仍然不可避免地會出現(xiàn)一定的偏差,對我們的偏差分析會有一定的影響。因此,我們應(yīng)用Geomagic Qualify 軟件,將點(diǎn)云數(shù)據(jù)直接與工件的CAD模型進(jìn)行比較,從而獲得信息豐富全面的工程彩圖檢測結(jié)果,可方便地得出工件的誤差情況[2]。
1 數(shù)據(jù)采集
1.1 三維掃描技術(shù)
測量方法根據(jù)測量結(jié)果的不同方式,可以分為接觸測量和非接觸測量。其中,非接觸測量是以光電、電磁等技術(shù)為基礎(chǔ),在不接觸被測物體表面的情況下,得到物體表面參數(shù)信息的測量方法。非接觸式三維信息獲取技術(shù)大多基于計算機(jī)視覺原理,需要結(jié)合攝像機(jī)拍攝的圖像和目標(biāo)與攝像頭的位置關(guān)系。文中采用非接觸式的三維測量技術(shù)對某汽車的翼子板進(jìn)行掃描元件。三維掃描技術(shù)是集光、機(jī)、電和計算機(jī)技術(shù)于一體的高新技術(shù),主要用于對物體空間外形和結(jié)構(gòu)進(jìn)行掃描,以獲得物體表面的空間坐標(biāo)。它的重要意義在于能夠?qū)?shí)物的立體信息轉(zhuǎn)換為計算機(jī)能直接處理的數(shù)字信號,為實(shí)物數(shù)字化提供了相當(dāng)方便快捷的手段。
手持式自定位三維掃描儀(Handyscan 3D)可以實(shí)現(xiàn)更容易更快的數(shù)據(jù)采集。它的原理是基于所掃描部分的三維曲線的陣列,然后由面生成模型以輸出處理。
1.2 Handyscan三維掃描儀掃描的原理與測量
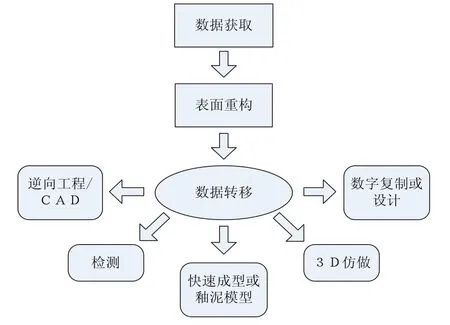
圖1 Handyscan原理概念
Handyscan手持式自定位三維掃描儀掃描系統(tǒng)主要由掃描儀、電源供應(yīng)系統(tǒng)和計算機(jī)軟件輔助系統(tǒng)三部分組成,包括:手持式掃描頭、PCMCIA火線轉(zhuǎn)接卡、火線電纜、火線電源適配器、筆記本電腦、VxScan掃描軟件等。而其中的重點(diǎn)在于掃描頭部分,掃描頭的相機(jī)部分可用于查看點(diǎn)及接受激光,其中的8個LED發(fā)光點(diǎn)可屏蔽外界干擾。掃描頭是系統(tǒng)輸入的開始,相機(jī)部分負(fù)責(zé)拍攝工件照片,并將其送入到電腦內(nèi)存,通過軟件進(jìn)行圖像處理和被測點(diǎn)空間坐標(biāo)的解算。Handyscan測量系統(tǒng)的測量過程(如圖2所示)是通過相機(jī)部分追蹤工件上的標(biāo)志點(diǎn)來進(jìn)行的,需注意,掃描時2個相機(jī)要垂直于所掃標(biāo)志點(diǎn)或板面進(jìn)行工作。十字激光發(fā)射口會出現(xiàn)交叉的紅色十字II級激光,手持掃描儀進(jìn)行掃描時,注意不要擋到激光發(fā)射口。在進(jìn)行測量時,需要確保相機(jī)部分能夠看到工件上的靶標(biāo)點(diǎn),只要相機(jī)能夠追蹤到三個以上的靶標(biāo)點(diǎn),系統(tǒng)就可以立刻解算出標(biāo)志點(diǎn)的三維坐標(biāo),實(shí)時性非常高,實(shí)現(xiàn)了追蹤即測量。

圖2 Handyscan三維掃描儀的測量應(yīng)用
三維激光掃描儀所采用的最基本的方法有飛行時間法(time of flying,ToF)和三角測量法。飛行時間法利用激光發(fā)射到接收之間的時間延遲來計算距離。但由于光波的飛行速度達(dá)3×108m/s,為達(dá)到較高的距離測量精度,對于定時系統(tǒng)的時間分辨率有特別高的要求,較難在技術(shù)上得到實(shí)現(xiàn)。三角測量法則以傳統(tǒng)的三角測量為基礎(chǔ)。由于三維面型對結(jié)構(gòu)照明光束產(chǎn)生的空間調(diào)制改變了成像光束的角度,即改變了成像光點(diǎn)在接收裝置陣列上的位置,因此通過對成像光點(diǎn)位置以及系統(tǒng)光路的幾何參數(shù)的確定,可最終計算出掃描對象與激光發(fā)射器的距離[3]。因此,近年來激光三維技術(shù)的發(fā)展主要在于三角測量法的更新。而本文中測量所用的Handyscan手持式自定位三維掃描儀就是應(yīng)用雙三角測量方式來進(jìn)行測量的。
2 計算機(jī)輔助檢測
2.1 點(diǎn)云數(shù)據(jù)處理
由Handyscan三維掃描儀掃描后得到的點(diǎn)云數(shù)據(jù),需要進(jìn)行數(shù)據(jù)處理,去除飛濺點(diǎn)、雜點(diǎn)和非連接點(diǎn),進(jìn)行點(diǎn)云過濾[4]。Geomagic Qualify軟件是一款計算機(jī)輔助檢測軟件,僅可對點(diǎn)云數(shù)據(jù)進(jìn)行簡單操作,為此需先把點(diǎn)云文件導(dǎo)入到具他有逆向功能的專業(yè)軟件中進(jìn)行處理。本文我們將點(diǎn)云輸入到Imageware軟件系統(tǒng)中,可以直觀地看出工件數(shù)據(jù)是否全面,且可及時評估點(diǎn)云的質(zhì)量,如有問題,我們可以直接補(bǔ)充不全的數(shù)據(jù)點(diǎn)或重新掃描工件數(shù)據(jù)點(diǎn),而不用等到設(shè)計中途再反復(fù)掃描,節(jié)省了重復(fù)操作的時間。圖3所示為Imageware軟件處理點(diǎn)云的前后對比圖。
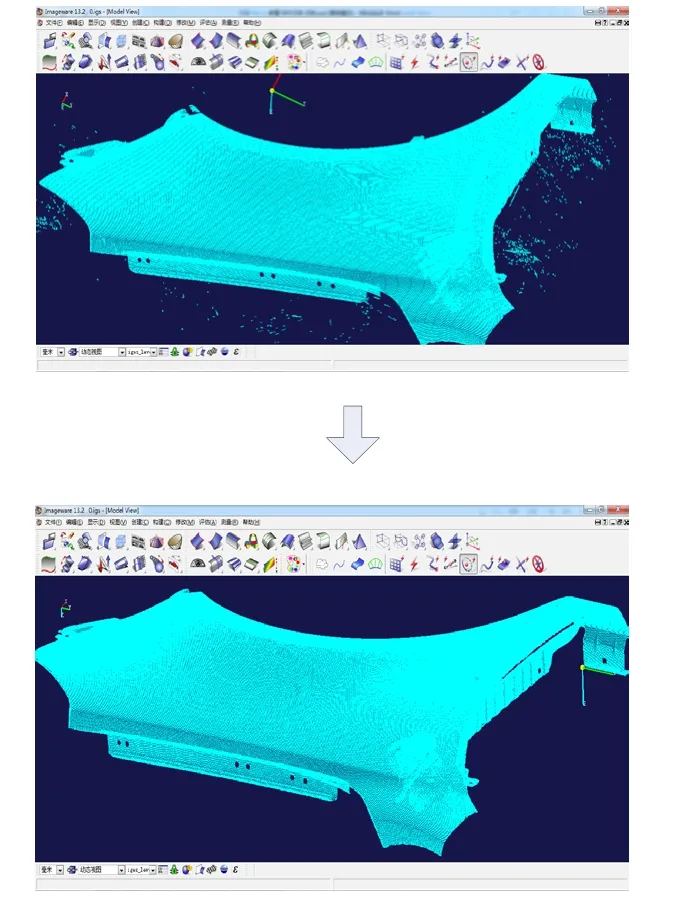
圖3 汽車工件點(diǎn)云數(shù)據(jù)處理前后對比圖
2.2 Geomagic Qualify軟件應(yīng)用
隨著我國航空、汽車、機(jī)械等工業(yè)的迅速發(fā)展和市場競爭的日益激烈,計算機(jī)輔助檢測技術(shù)(CAI)作為提高產(chǎn)品質(zhì)量的重要手段,也日漸形成為一門獨(dú)立的學(xué)科并獲得了迅速的發(fā)展[5]。Geomagic Qualify軟件具有強(qiáng)大的三維檢測功能,通過點(diǎn)云數(shù)據(jù)與實(shí)際生產(chǎn)工件的CAD模型之間快速、明了的圖形比較,可對工件進(jìn)行首件檢驗(yàn)、在線或車間檢驗(yàn)、趨勢分析、2D和3D幾何測量以及自動化報告等,從而快速并準(zhǔn)確地完成檢測任務(wù)。
3D數(shù)字化檢測的一般流程為:首先,獲取測試模型和CAD參考模型;然后,將測試模型與參考模型進(jìn)行對齊比較;最后,對比較結(jié)果進(jìn)行評估并得出報告。
2.2.1 特征與對齊
1)用Geomagic Qualify軟件進(jìn)行質(zhì)量檢測前,先要對所獲得的點(diǎn)云進(jìn)行處理,主要有刪除噪音點(diǎn)和點(diǎn)云的拼 接等操作,待得到完好的點(diǎn)云數(shù)據(jù)再進(jìn)入檢測過程。狀態(tài)欄的“圖形區(qū)域”打開處理后的點(diǎn)云數(shù)據(jù)做為測試模型,再導(dǎo)入實(shí)體工件的CAD模型作為參考模型。
2)在特征菜單下,分別對測試模型和參考模型提取特征,這些特征將為后續(xù)的對齊、尺寸分析等操作作為參考。在測試模型比較完整的情況下,可自動創(chuàng)建;而參考模型也可以由快捷特征來自動識別。
3)Qualify軟件中的對齊包括點(diǎn)云數(shù)據(jù)對齊和完整的測試模型與參考模型的對齊。點(diǎn)云數(shù)據(jù)對齊主要應(yīng)用于大型工具的點(diǎn)云拼接對齊,文中采用的是測試模型與參考模型的對齊方法。
對齊可采用基于特征對齊、最佳擬合對齊、RPS對齊和3-2-1對齊4 種方式,來實(shí)現(xiàn)位于不同坐標(biāo)系下的測試模型與參考模型的對齊[6]。本例的汽車翼子板工件以基于特征對齊的方式使點(diǎn)云數(shù)據(jù)與實(shí)體CAD模型對齊(如圖4所示)。基于特征對齊比較適合于形狀規(guī)則或者具有明顯特征的模型,或者在某部位對齊精度要求比較高,要保證該部位對齊時偏差比較小的時候。所以比較適合測試特定的工件,來實(shí)現(xiàn)技術(shù)要求。也可以根據(jù)實(shí)際情況建立一定的特征,然后通過特征對齊來約束匹配模型,保證對齊精度。
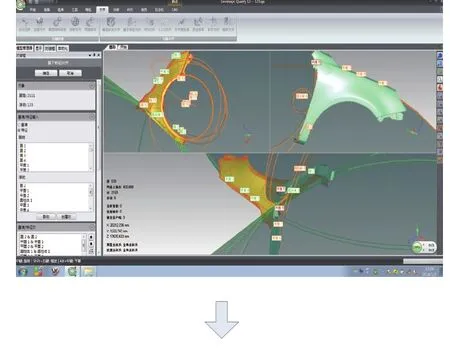
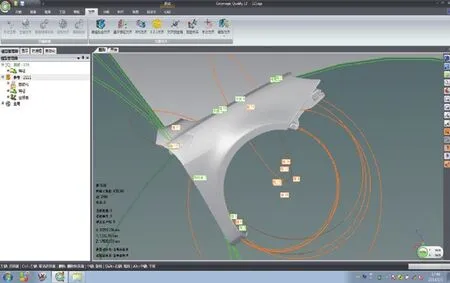
圖4 點(diǎn)云與工件基于特征對齊
2.2.2 3D分析和生成報告
質(zhì)量檢測軟件Geomagic Qualify的核心步驟在比較分析上,通過3D分析,得到一個更能表現(xiàn)出工件真實(shí)狀況的結(jié)果對象。通過圖形化的測試模型和參考模型的3D比較,偏差色譜圖[8]的通過與不通過,偏差和文本注釋,來實(shí)現(xiàn)點(diǎn)云數(shù)據(jù)和實(shí)際工件的比較[7]。通過3D分析,可以直觀的看出實(shí)際工件與設(shè)計工件之間的偏差。圖5,6,7為工件的3D分析圖。
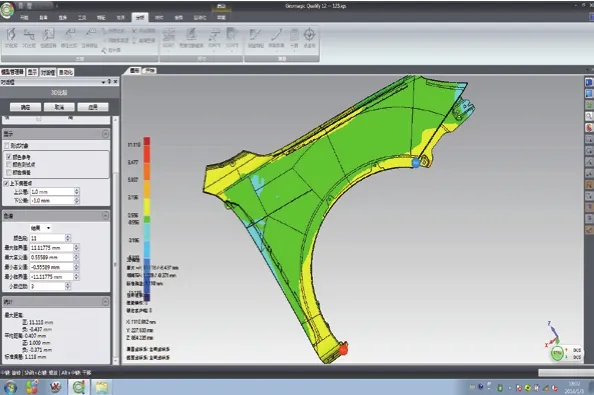
圖5 3D比較
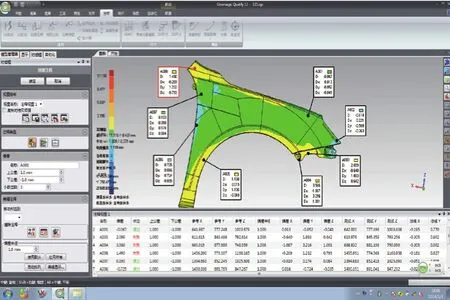
圖6 創(chuàng)建注釋
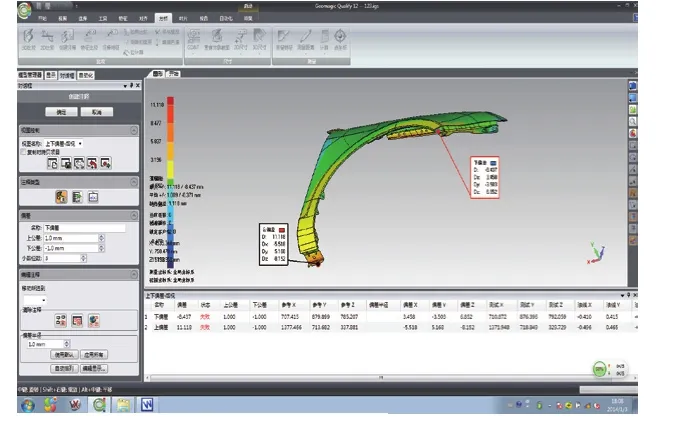
圖7 上下偏差
最后,生成報告。報告中包含平均誤差、偏差分布、標(biāo)準(zhǔn)偏差的圖表和直方圖等,可以更直觀的了解實(shí)際工件的偏差,有利于改進(jìn)設(shè)計。圖8所示為工件的標(biāo)準(zhǔn)偏差圖表與直方圖。
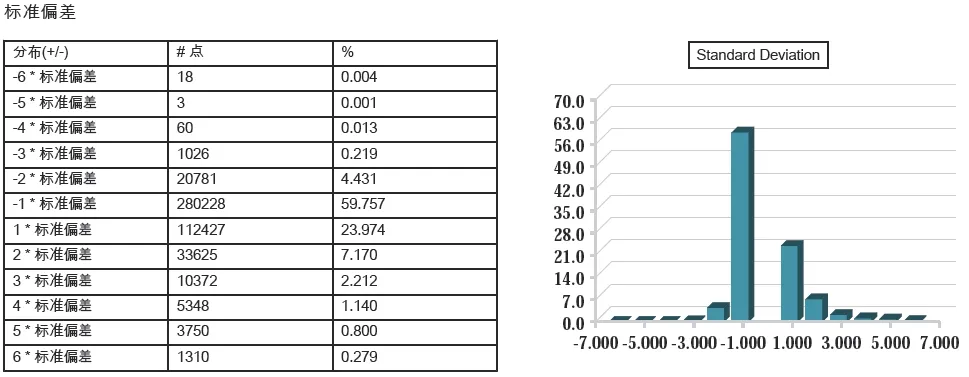
圖8 標(biāo)準(zhǔn)偏差
3 工件的偏差分析
誤差的存在,會在一定程度上歪曲客觀事物的規(guī)律性,導(dǎo)致錯誤的結(jié)論,從而影響我們客觀地判斷事物的準(zhǔn)確程度,無法得到精確的實(shí)驗(yàn)結(jié)果。在汽車翼子板的實(shí)際測量中,工件表面的曲面變化情況較為復(fù)雜,用傳統(tǒng)的測量工具測量精度不高且效率低,用Handyscan手持式自定位三維掃描儀可以較為精確的測量出工件表面的實(shí)際情況,Handyscan在半米內(nèi)的測量精度可以達(dá)到0.01mm。但是,Handyscan三維掃描儀本身系統(tǒng)中就存在一定的微小誤差。如果在掃描儀搬運(yùn)或移動后,沒有及時校準(zhǔn)就進(jìn)行測量,還會使誤差家具變大,進(jìn)而較大的影響影響測量結(jié)果。在對工件進(jìn)行設(shè)計計算的過程中,以上情況都需要考慮進(jìn)去。
在汽車翼子板的分析檢測中,3D比較圖中編輯色譜表示出了偏差范圍:色譜分為11種顏色,綠色代表誤差允許范圍,范圍在±1mm之間,此顏色代表的工件上的大部分都是合格的。往上暖色系代表上偏差凸出部分,往下冷色系代表下偏差凹陷部分,從圖中可以清晰地看出工件的邊緣部分偏差較大。尤其是在圖5的3D比較分析圖中,黃色所代表的暖色系在邊緣范圍較大,偏差“凸出”,有可能是生產(chǎn)時加熱造成的。出于空氣動力學(xué)的考慮,翼子板用有一定彈性的塑性材料或金屬做成,具有緩沖性,比較安全,因此也造成邊緣偏差較大。同時,“3D比較”對話框的左下角統(tǒng)計出了工件的正負(fù)最大距離、平均距離和標(biāo)準(zhǔn)偏差。圖6中的軟件界面拉出了各個顏色區(qū)域的具體偏差數(shù)值,并對注釋列表,在狀態(tài)欄中列出了,是否通過上下偏差±1mm的要求。而圖7中則顯示出來最大的上下偏差點(diǎn)。圖8表示出的標(biāo)準(zhǔn)偏差有具體的點(diǎn)數(shù)、所占百分比和直方圖顯示。同時,在生成的報告中,各個圖像、偏差值和全局坐標(biāo)也有所顯示。
Geomagic Qualify軟件具有強(qiáng)大的三維檢測功能,它是在保留原始設(shè)計意圖的基礎(chǔ)上,通過改變某些高級定義參數(shù)獲取系列化模型,或通過內(nèi)在尺寸及結(jié)構(gòu)布局方面的調(diào)整重新設(shè)計出新的實(shí)物模型,或者對原始設(shè)計進(jìn)行調(diào)整,這已成為現(xiàn)代企業(yè)開發(fā)新產(chǎn)品或產(chǎn)品檢驗(yàn)的一種重要設(shè)計手段。汽車的翼子板就是因需要調(diào)整設(shè)計而對工件進(jìn)行的偏差檢驗(yàn)。
4 結(jié)論
以實(shí)際汽車翼子板的掃描檢測為例,本文主要介紹了工件的數(shù)據(jù)掃描與三維檢測。簡明闡述了Handyscan手持式自定位三維掃描儀的數(shù)據(jù)采集和Geomagic Qualify軟件的檢測分析,特別是對汽車工件的3D分析。三維(3D)分析是通過將對齊后的點(diǎn)云數(shù)據(jù)和參考對象的CAD模型進(jìn)行直接比較,生成結(jié)果對象并以三維彩色偏差圖模型的形式呈現(xiàn)出來,反映出汽車翼子板各個部位的誤差情況。從而了解工件的具體情況,為汽車工件的設(shè)計改進(jìn)提供依據(jù),更便于適時監(jiān)控和調(diào)整整個生產(chǎn)過程。
[1] 海克斯康測量技術(shù)(青島)有限公司.實(shí)用坐標(biāo)測量技術(shù)[M].北京:化學(xué)工業(yè)出版社,2007.
[2] 成思源,楊雪榮,等.Geomagic Qualify三維檢測技術(shù)及應(yīng)用[M].北京:清華大學(xué)出版社,2012.
[3] ichti D,Harvey B.The effects of reflecting surface material properties on time-of-flight laser scanner measurements[C]//Symposium on Geospatial Theory,Processing and Applications,Ottawa,2002.
[4] 思源,劉俊,張湘?zhèn)?基于手持式激光掃描的反求設(shè)計實(shí)驗(yàn)[J].實(shí)驗(yàn)室研究與探索,2011,30(8):153-156.
[5] 張國雄. 三坐標(biāo)測量機(jī)[M].天津: 天津大學(xué)出版社, 1999.
[6] 鄒付群,成思源,李蘇洋,等.基于Geomagic Qualify軟件的沖壓件回彈檢測[J].機(jī)械設(shè)計與研究,2010,26(2):79 -81.
[7] 王靈犀,畢磊.轎車后縱梁制造誤差的仿真與修正[J].沈陽理工大學(xué)學(xué)報,2011,30(4):40 -42.
[8] 馬金鋒,高東強(qiáng),林歡,等.基于Geomagic Qualify的曲面模型精度分析[J].制造業(yè)自動化,2013,35(9):6-8.
Workpiece deviation detection techniques based on Geomagic Qualify
LI Li-juan, GAO Shan, LIN Xue-zhu
TP391
B
1009-0134(2014)05(下)-0035-04
10.3969/j.issn.1009-0134.2014.05(下).10
2014-01-22
李麗娟(1972 -),女,教授,博士,主要研究方向?yàn)閺?fù)雜形面3D精密測量及逆向重構(gòu)技術(shù)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
