HNC-808系統(tǒng)數(shù)控車床半閉環(huán)升級全閉環(huán)的研究與實(shí)踐
2014-03-18 07:20:04張鑫
機(jī)床與液壓 2014年20期
關(guān)鍵詞:數(shù)控車床
張鑫
(長春職業(yè)技術(shù)學(xué)院,吉林長春130033)
隨著高速高精技術(shù)的發(fā)展,企業(yè)對數(shù)控機(jī)床定位精度、重復(fù)定位精度的要求日益提高。精密滾珠絲杠加編碼器式的半閉環(huán)控制系統(tǒng),無法控制機(jī)床傳動機(jī)構(gòu)所產(chǎn)生的傳動誤差、高速運(yùn)轉(zhuǎn)時傳動機(jī)構(gòu)所產(chǎn)生的熱變形誤差以及加工過程中因傳動系統(tǒng)磨損而產(chǎn)生的誤差,而這些誤差已經(jīng)嚴(yán)重影響到數(shù)控機(jī)床的加工精度及穩(wěn)定性,已無法滿足用戶的需求。對此,文中闡述了通過給進(jìn)給軸X 軸加裝線性光柵尺將HNC-808型的數(shù)控車床由半閉環(huán)改造為全閉環(huán)的全過程,并利用步距規(guī)對升級前后X 軸的定位精度分別進(jìn)行檢測,通過檢測結(jié)果對比驗(yàn)證了數(shù)控車床的定位精度、重復(fù)定位精度都獲得了大幅度提高。
1 HNC-808 數(shù)控車床控制線路設(shè)計與連接
1.1 HNC-808 數(shù)控系統(tǒng)
HNC-808 系統(tǒng)是全數(shù)字總線式數(shù)控裝置,采用模塊化、開放式體系結(jié)構(gòu),支持總線式I/O 單元。CKA6150 數(shù)控車床全閉環(huán)控制電氣連接簡圖如圖1所示。
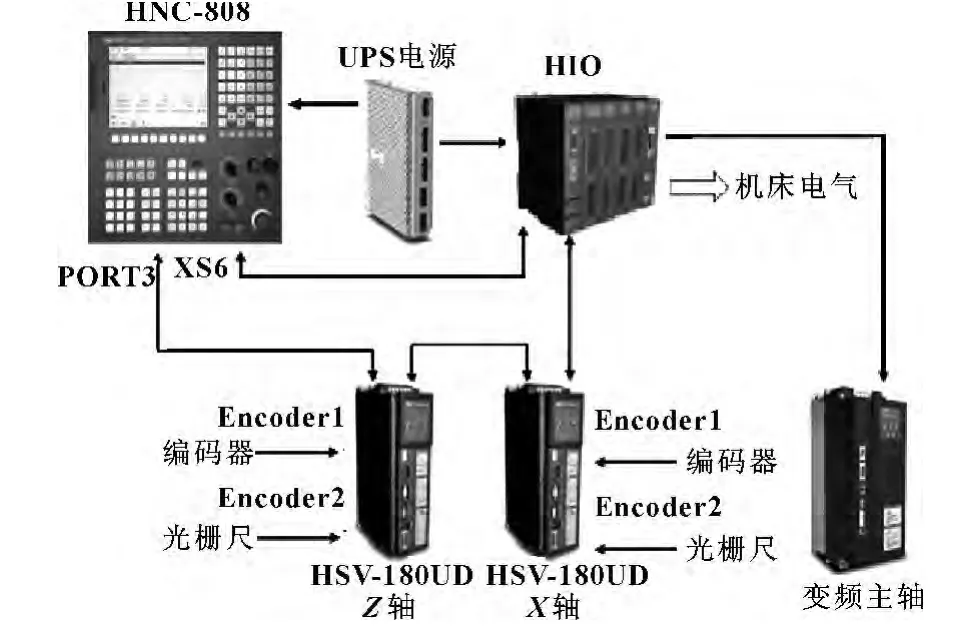
圖1 HNC-808 數(shù)控車床控制線路
HNC-808 數(shù)控系統(tǒng)通過UPS 不間斷電源供電,主軸單元采用變頻器進(jìn)行控制,進(jìn)給軸的運(yùn)動通過總線連接進(jìn)行控制。進(jìn)給單元采用HSV-180UD 伺服驅(qū)動器進(jìn)行驅(qū)動,該驅(qū)動器具有高速工業(yè)以太網(wǎng)總線接口,可以實(shí)現(xiàn)驅(qū)動器和數(shù)控裝置高速的數(shù)據(jù)交換;具有高分辨率絕對式編碼器接口,可以適配復(fù)合增量式、正余弦、全數(shù)字絕對式等多種信號類型的編碼器;支持雙編碼器接口,可以實(shí)現(xiàn)全閉環(huán)控制;支持連接登奇電機(jī)、華大電機(jī)、斯科電機(jī)。
未進(jìn)行升級前的數(shù)控車床X 軸和Z 軸采用絕對式編碼器實(shí)現(xiàn)半閉環(huán)控制,絕對式編碼器連接在Encoder 1 的接口位置。因HSV-180UD 伺服驅(qū)動器支持雙編碼器接口,可以實(shí)現(xiàn)全閉環(huán)控制。所以,將連接光柵尺的數(shù)據(jù)反饋端接在Encoder 2 接口,在完成光柵尺安裝調(diào)試緊固以及配置伺服驅(qū)動器和數(shù)控系統(tǒng)相應(yīng)參數(shù)之后,即可實(shí)現(xiàn)光柵尺的全閉環(huán)控制。
2 光柵尺的機(jī)械安裝與調(diào)整
光柵尺的結(jié)構(gòu)是由定尺體和動尺讀數(shù)頭組成,安裝調(diào)整的好與壞直接影響光柵尺檢測、控制工作的質(zhì)量,必須引起足夠的重視。現(xiàn)以CKA6150 型車床平床身X 向線性坐標(biāo)軸為例,介紹光柵尺的調(diào)整安裝過程。
(1)定尺體的安裝調(diào)整
采用把定尺體裝在“L”型彎板上,再把“L”型彎板固定在X 軸工作臺側(cè)面的安裝方法。首先,根據(jù)選擇的光柵尺安裝尺寸(如圖2所示),選擇一水平面寬度為60 mm、垂直面高度為60 mm 的“L”型彎板,在彎板水平面上鉆4 個間距為100 mm、直徑為φ5 mm 的通孔并攻M6 mm 的螺紋。確保孔的中心離彎板垂直面距離一致,并確保定尺安裝時和彎板垂直面不發(fā)生干涉;然后,在彎板垂直面高50 mm的位置鉆3 個間距為100 mm、直徑為φ6 mm 的孔。再磨一塊厚度均勻的長墊塊放在彎板水平面下,使彎板緊靠X 軸工作臺側(cè)面,以鉆好的φ6 mm 的孔中心找正鉆φ5 mm 的孔,確保孔的深度超過彎板立面厚度10 mm 并攻M6 mm 的螺紋。
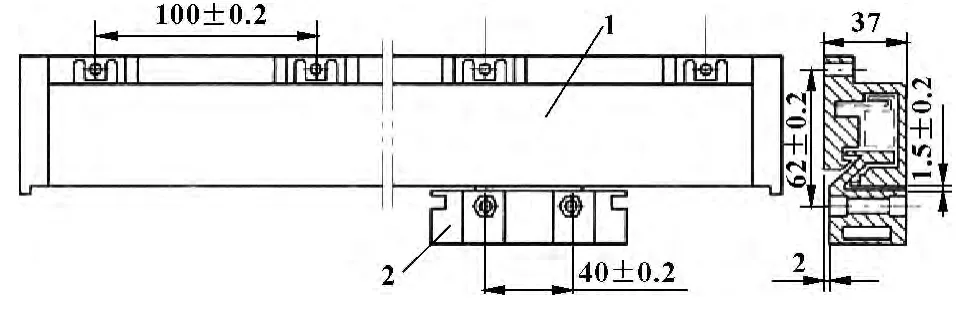
圖2 光柵尺安裝尺寸示意圖
將墊鐵撤掉,將彎板固定在X 軸工作臺側(cè)面,再將定尺體固定在彎板上。最后,將磁力表座吸在平導(dǎo)軌上,用百分表測光柵尺定尺體的上表面和側(cè)表面,通過調(diào)整定尺體與安裝基面平行并緊固螺釘,使上表面相對導(dǎo)軌運(yùn)動方向的平行度誤差應(yīng)不大于0.15 mm,測表面相對安裝面的平行度誤差應(yīng)不大于0.15 mm。
(2)動尺讀數(shù)頭的位置調(diào)整
待定尺體安裝完成后,利用深度千分尺測量定尺體距離工作臺面的距離,然后算出墊在動尺讀數(shù)頭下面墊塊的厚度(例如,測出的高度為50 mm,根據(jù)安裝尺寸所示,那么墊塊高度應(yīng)該為50-37 +2 =15 mm),按照動尺讀數(shù)頭的(長+30)×寬×高(15)加工出長方體,并在長方體兩端加工出寬為6 mm、長度為20 mm 的腰型鍵槽,鉆間距為40 mm 的直徑為φ6 mm 的2 個孔,將動尺讀數(shù)頭裝在墊塊上。然后再和X 軸相連的拖板水平面合適位置鉆間距為40 mm 的直徑為φ5 mm 的2 個孔,并攻M6 mm 的螺紋,使螺絲能從墊塊兩個腰形槽間通過,通過調(diào)整夾具位置使動尺讀數(shù)頭和定尺體的間距位置為1.5 mm,如圖3所示,然后緊固螺絲,完成調(diào)整過程。
3 全閉環(huán)控制線路調(diào)整以及參數(shù)配置
3.1 控制線路調(diào)整
(1)數(shù)控車床由半閉環(huán)改為全閉環(huán)時,應(yīng)該關(guān)閉機(jī)床總電源。
(2)將數(shù)控車床X 軸的電機(jī)動力插頭拔掉,處于斷開狀態(tài)。
(3)將線性光柵尺的信號線連接在X 軸伺服驅(qū)動器Ecoder 2(XS6)接口上,并接通機(jī)床總電源調(diào)整數(shù)控系統(tǒng)參數(shù)及X 軸伺服驅(qū)動器參數(shù)。
(4)相關(guān)參數(shù)設(shè)置完成后,保存并斷電,2 min后數(shù)控機(jī)床重新上電,手動旋轉(zhuǎn)X 軸絲杠使電機(jī)做旋轉(zhuǎn)運(yùn)動,并觀察數(shù)控系統(tǒng)人機(jī)界面上X 軸指令值和實(shí)際位置值是否同時增加或同時減少(負(fù)方向旋轉(zhuǎn)實(shí)際值減少;正方向旋轉(zhuǎn)實(shí)際值增加),如果不同時,則需將PA10(全閉環(huán)反饋信號計數(shù)取反)設(shè)為
512。
(5)將數(shù)控機(jī)床斷電關(guān)機(jī),并將X 軸電機(jī)動力插頭重新與電機(jī)連接。
(6)將數(shù)控機(jī)床上電開機(jī),并在手搖狀態(tài),倍率在×10 擋移動X 軸,將X 軸移動到X 軸機(jī)械設(shè)計零點(diǎn),設(shè)定X 軸正、負(fù)軟極限,并找到電機(jī)位置顯示的數(shù)值,通過D/1 000 ×4 000/50 000(D 為電機(jī)位置顯示的數(shù)值)設(shè)定X 軸機(jī)械零點(diǎn)。
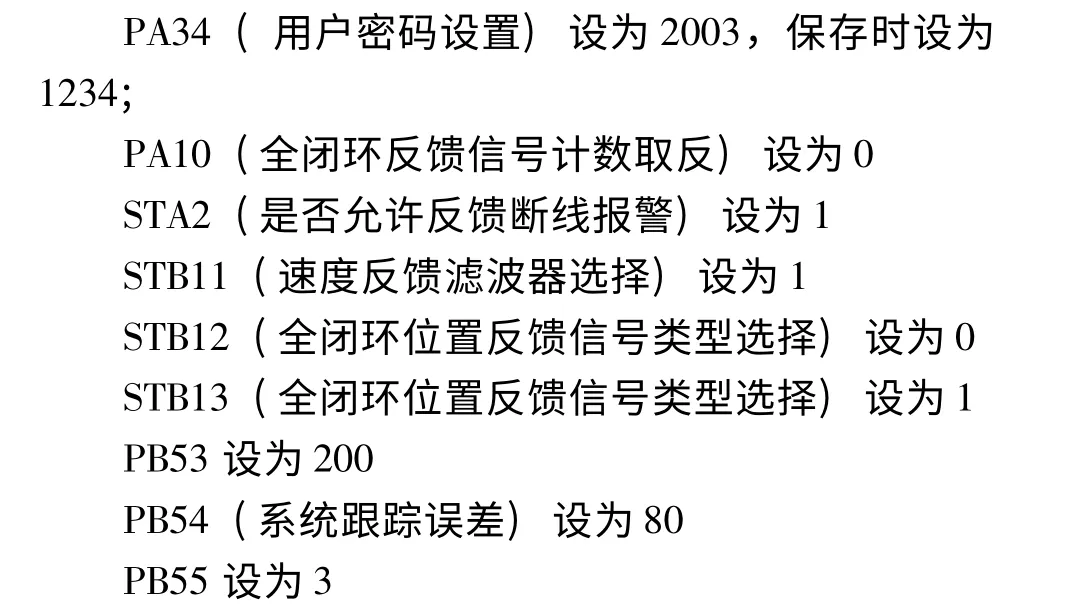
3.2 數(shù)控系統(tǒng)全閉環(huán)控制參數(shù)的調(diào)整
(1)系統(tǒng)軸參數(shù)的設(shè)定

(2)伺服參數(shù)的設(shè)定
4 全閉環(huán)控制的定位精度檢測
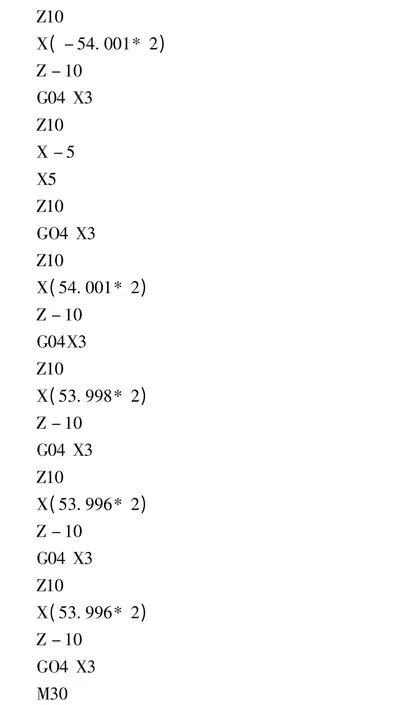
4.1 螺距誤差補(bǔ)償測量程序
螺距誤差補(bǔ)償測量程序如下:
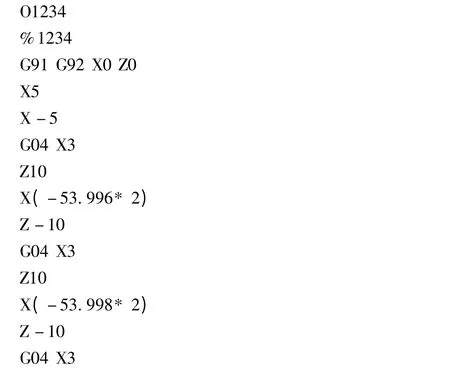
4.2 螺距誤差測量
(1)確定數(shù)控車床的X 軸在全閉環(huán)狀態(tài)下,合理設(shè)置X 軸的正、負(fù)軟限位,將反向間隙補(bǔ)償與螺距誤差補(bǔ)償?shù)南嚓P(guān)參數(shù)清零,開機(jī)后重新回參考點(diǎn),使X 坐標(biāo)軸運(yùn)行在一個完全沒有經(jīng)過精度補(bǔ)償?shù)臓顟B(tài)。
(2)把數(shù)控車床前端上部的山形導(dǎo)軌與平導(dǎo)軌擦拭干凈,將專用工裝橋尺擦拭干凈并平穩(wěn)地放置在數(shù)控車床的Z 軸導(dǎo)軌上,將數(shù)控機(jī)床的大托板擦拭干凈。并將磁力表座擦拭干凈后架固在大托板上,用千分表將橋尺沿著數(shù)控車床的X 軸方向找平。找平后,將步距規(guī)擦拭干凈并輕輕放置在專用的工裝橋尺上,然后將千分表換成杠桿百分表并將找正步距規(guī)。
(3)將數(shù)控車床的X 軸自動回零,編輯精度檢測程序,程序校驗(yàn)無誤后,調(diào)整杠桿百分表,使表頭觸及步距規(guī)檢測面(壓表0.2 mm)并調(diào)至零刻度。
(4)運(yùn)行數(shù)控機(jī)床定位精度檢測程序,采集5組合理的數(shù)據(jù),利用Excel 表格進(jìn)行計算,計算出重復(fù)定位精度、定位精度和反向間隙補(bǔ)償值等相關(guān)數(shù)據(jù)。
4.3 誤差計算
全閉環(huán)控制定位精度檢測的數(shù)值和計算結(jié)果如圖4所示,通過和升級前半閉環(huán)控制的定位精度(如圖5所示)對比分析可以看出:全閉環(huán)控制時定位精度、重復(fù)定位精度以及反向間隙等精度都有所提高,符合數(shù)控機(jī)床出廠時的檢測標(biāo)準(zhǔn)。
5 結(jié)論
實(shí)踐證明:通過采用絕對式光柵尺對HNC-808系統(tǒng)的數(shù)控車床進(jìn)行半閉環(huán)控制升級全閉環(huán)控制,全閉環(huán)控制可以正常運(yùn)行,而且通過精度檢測計算對比可以看出,數(shù)控車床X 坐標(biāo)軸的定位精度和重復(fù)定位精度都得到了提高,進(jìn)而能夠提高零件的加工精度。
[1]張鑫.基于HNC-21S 數(shù)控實(shí)驗(yàn)臺的故障診斷技術(shù)研究[D].長春:吉林大學(xué),2009:32-36.
[2]陳勇.XK714/1 數(shù)控銑床螺距誤差補(bǔ)償[J].機(jī)床與液壓,2012,40(4):24-25.
[3]王麗潔.數(shù)控機(jī)床故障診斷與維修實(shí)訓(xùn)[M].北京:機(jī)械工業(yè)出版社,2012.
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動化加工技術(shù)(2014年9期)2014-03-01 02:21:42
