基于FANUC0iTD和GSK工業機器人柔性制造單元的設計
2014-03-18 07:20:18程智勇李曉娟陳華龍張曉東
機床與液壓 2014年21期
程智勇,李曉娟,陳華龍,張曉東
(1.廣州鐵路職業技術學院機電學院,廣東廣州510430;2.廣州數控設備有限公司技術研究室,廣東廣州510000)
0 前言
機械自動化技術從20世紀20年代首先在機械制造冷加工大批量生產過程中開始發展應用,尤其是當時的汽車工業和軍工行業,大量采用自動化加工。由于技術水平和其他多種原因,當年的自動化生產線大多是以專用機床為主的組合體,柔性很差,或者基本沒有,只有個別工件部分工序實現有限柔性的自動加工,而且這種定義的制造系統也與當代大多數企業的實際情況不相容。
然而,隨著人工成本的上漲、工作環境的改變和多元化的市場競爭,各企業面臨著重重壓力。金融危機以來,依靠傳統勞動密集型來維系的“中國制造”已難以為繼。目前國內產業鏈要逐步升級,自動化是一種必然趨勢。在機械制造行業中應用自動化技術,實現加工對象的連續自動生產,優化高效的自動生產過程,加快生產投入設備、加工工件變換和流動速度。
目前,在金屬切削加工中,我國現階段在產品數量較大的同類產品連續流水作業生產線中,自動化設備仍然是半自動機床、自動機床、組合機床、送料機構組成的自動化生產線,這些自動化生產線柔性差、效率低。因此,作者基于FANUC0iTD 和工業機器人設計柔性制造單元,應用于柔性自動化加工生產線,可廣泛用于盤類、軸類及箱體類的自動化加工中,具有普遍意義,有很大的經濟實用性。
1 零件的加工要求及柔性制造單元的技術要求
隨著數控技術的不斷發展,數控機床發展為組建柔性金屬切削加工自動化柔性制作單元提供了可靠的保證。以下以某校生產小軸類零件為例介紹柔性制造單元的結構及控制原理。
1.1 零件的加工要求
零件圖,如圖1所示。小軸零件需在數控車床加工完成,零件材料為45 鋼,毛坯直徑為φ30 實心棒料,毛坯長度為90 mm,單件生產,無熱處理要求。

圖1 小軸零件圖
小軸零件加工工藝有兩道工序,第一道工序:數控車床上平端面、車外圓、螺紋、切槽、倒角。第二道工序:數控銑床夾持直徑28 mm 外圓,以螺紋端面定位,銑端面保證長度尺寸60 mm。
1.2 柔性制造單元的技術要求
根據零件的技術要求,為此提出柔性制造單元的技術要求如下:
(1)工業機器人夾具夾持一個零件。
(2)機器人在斷電、斷氣時,機器人所抓工件不能松開或脫落。
(3)機器人送料,取料動作要確保正確、到位,卡爪夾持工件不能造成工件損傷。
(4)工業機器人夾具具有位置感應開關。
(5)工業機器人上下料位必須在機器人運動范圍之內。
(6)控制系統具有軟/硬限位,控制異常、急停等故障顯示和報警功能。
2 柔性制造單元的結構組成
2.1 柔性制造單元的設備結構
對于小軸的加工,其第一道工序采用一臺數控車床,配FANUC0iTD 數控車床系統、一個成品料架及一臺GSK 工業機器人,柔性制造單元整體布局如圖2所示。
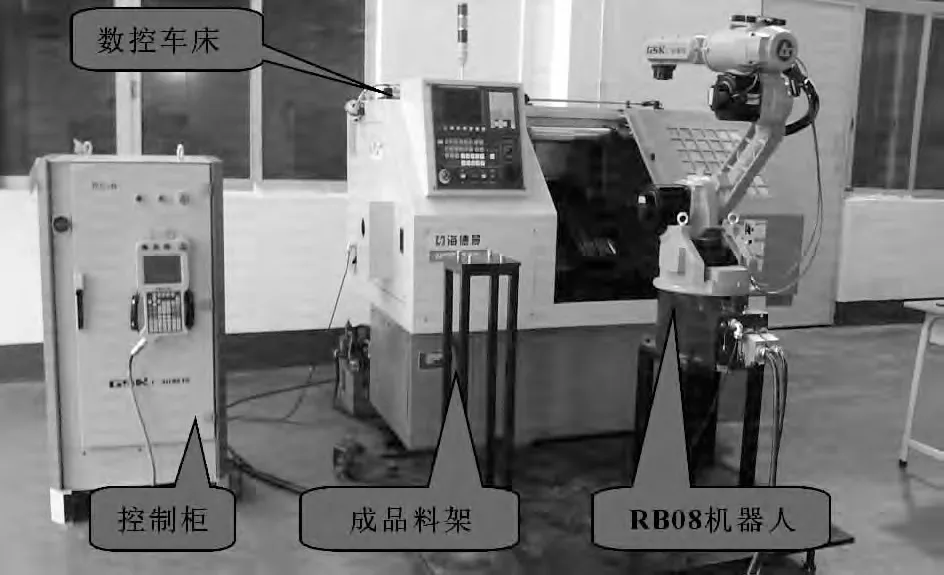
圖2 整體布局圖
數控車床的防護門采用行程500 mm 雙作用氣缸做執行元件,實現防護門自動開門和自動關門,氣缸上有兩個感應式傳感器,工作時將感應信號傳給機器人,機器人控制系統將信號接收、處理后再與FANUC0iTD 數控車床系統實施信號交換。
機器人裝有一副氣動手爪,用于抓取和安裝工件,手爪上均有兩個感應式傳感器,工作時將感應信號傳送給機器人,使機器人能準確、可靠地完成預定動作。
2.2 柔性制造單元控制原理和控制方式
此柔性制造單元分為三個控制子單元,分別是一臺FANUC0iTD 系統的數控車床,一臺GSK 工業機器人,一個物料架單元。每完成一個動作或運行完一段程序,各相關控制子單元之間必須有相應的信號與機器人控制系統或者FANUC0iTD 數控系統相互連接傳輸,電氣控制的原則是環環相連,控制邏輯合理正確。
柔性制造單元交互對象的控制流程如下:
物料倉送物料→機器人→數控車床→機器人→成品物料架。
柔性制造單元交互對象交互控制描述如下:
如果各設備都處于正常運行狀態,則啟動工業機器人,工業機器人檢測到數控車床處于空閑且準備就緒狀態,則從物料倉搬運工件給數控車床,運行至車床門前,檢測數控車床防護門是否打開到位,給數控車床上料,完成退出,工業機器人啟動FANUC0iTD數控車床系統循環啟動按鈕,車床開始加工;工業機器人在物料架取料后運行至車床門前,待車床準備就緒后開始取加工完成件,然后上料,完成后退出,工業機器人啟動FANUC0iTD 數控車床系統循環啟動按鈕,車床開始加工;工業機器人將車床加工完成工件放置在成品物料架……以此類推,循環往復工作。
2.3 柔性制造單元電氣控制系統方案設計
機器人與機床對接信號主要分為兩部分:
機器人→機床:主要有自動門打開、自動門關閉、液壓卡盤打開、液壓卡盤關閉、循環啟動信號。其IO 信號定義表見表1。
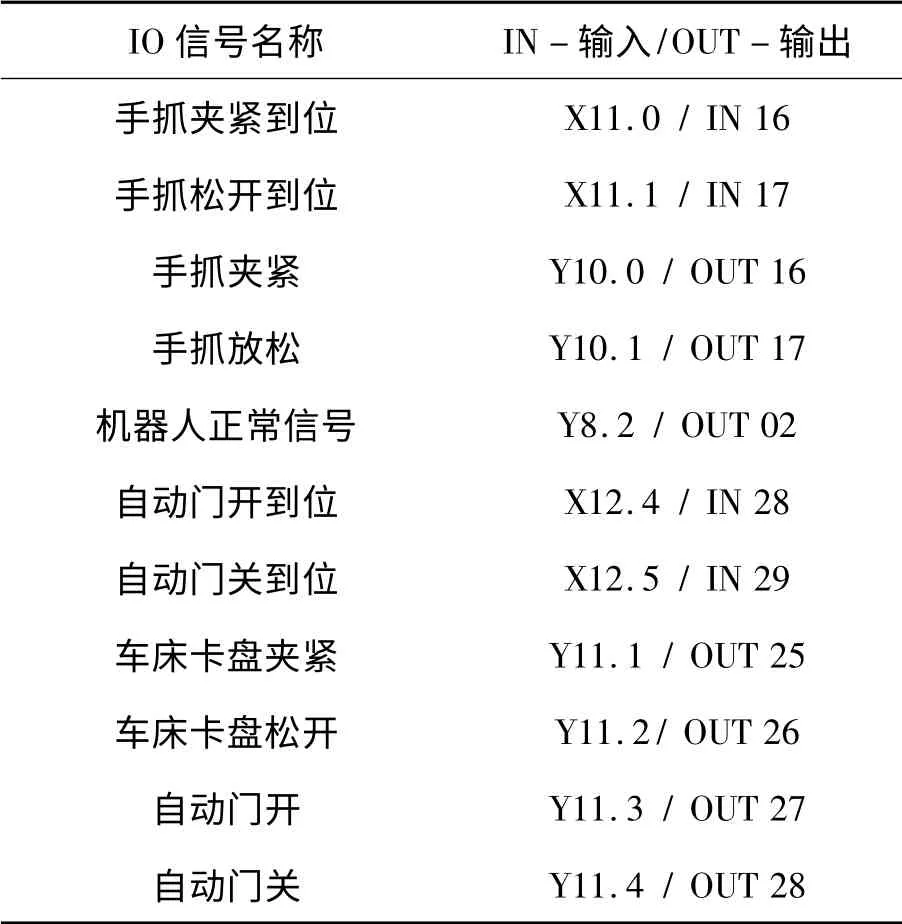
表1 機器人到數控車床IO 信號定義表
機床→機器人:主要有自動門打開到位、自動門關閉到位、液壓卡盤打開到位、液壓卡盤關閉到位、機床準備好、主軸零速信號。其IO 信號定義表見表2。
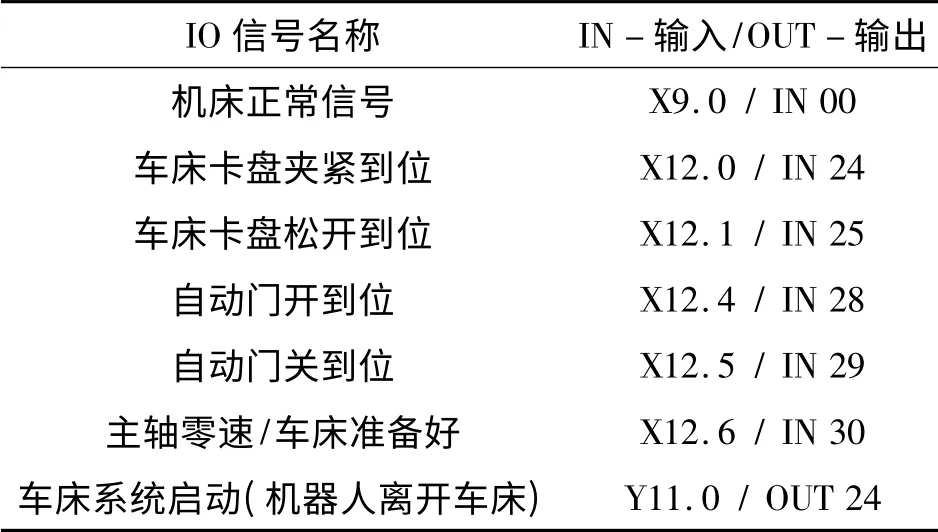
表2 機床到機器人IO 信號定義表
2.3.1 柔性制造單元的電路設計
GSK 工業機器人機器人與FANUC0iTD 數控車床系統輸入信號進行聯機通信的電路設計,如圖3所示。圖3 信號定義:自動門打開到位、自動門關閉到位、機器人手爪打開到位、機器人手爪關閉到位、卡盤打開到位、卡盤關閉到位。
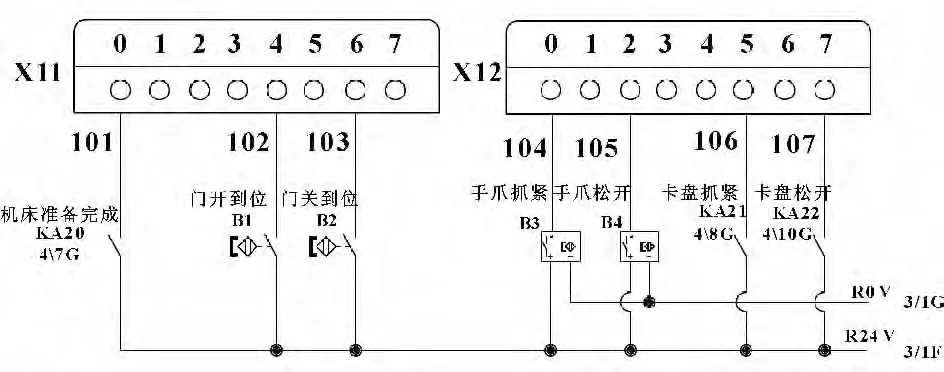
圖3 GSK 工業機器人機器人與FANUC0iTD數控車床系統輸入信號
GSK 工業機器人機器人與FANUC0iTD 數控車床系統輸出信號進行聯機通信的電路設計,如圖4所示。圖4 信號定義:自動門打開、自動門關閉、機器人手爪打開、機器人手爪關閉、卡盤打開、卡盤關閉、車床系統啟動。
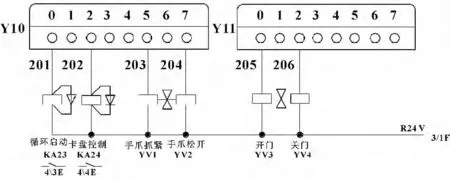
圖4 GSK 工業機器人機器人與FANUC0iTD數控車床系統輸出信號
FANUC0iTD 數控車床系統輸入、輸出信號如圖5所示。
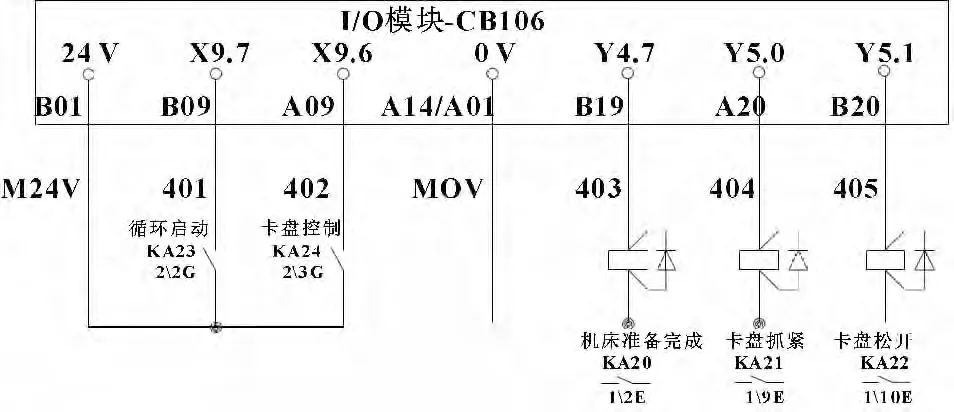
圖5 FANUC0iTD 數控車床系統輸入、輸出信號
圖5 信號定義:機床準備完成、循環啟動、卡盤打開、卡盤關閉。
2.3.2 修改或增加FANUC0iTD 數車床控制系統PMC 程序
FANUC0iTD 數車床控制系統準備完成信號,需要判斷數控機床沒有急停、限位報警(X8.4)、主軸停止和程序結束(R130.0)、卡盤夾緊工件(R197.0)、自動方式就緒(F3.5),修改或增加FANUC0iTD 數車床控制系統PMC 程序,如圖6所示。
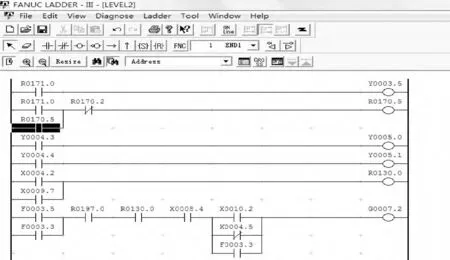
圖6 修改或增加FANUC0iTD 數車床控制系統PMC 程序
3 結束語
基于FANUC0iTD 和工業機器人柔性制造單元,不但把工人從繁重的、大量重復的勞動中解放出來,而且提高生產效率,產品加工質量也不會受操作者主觀因素的影響而產生優劣,并且適用于軸類、盤類及箱體類零件的自動化加工,具有巨大的社會效益。
總之,該柔性制造單元的創新點在于將日本FANUC0iTD 數控車床系統、GSK 工業機器人、物料架有效地整合在一起,各設備之間聯機通信準確、可靠地實現了自動化生產和自動化管理,具有很大實用性和社會經濟價值。
[1]張效祖.工業機器人的現狀與發展趨勢[J].世界制造技術與裝備市場.2004(5).33-36.
[2]KARLSSON Jan.Robot Investments Surge To Record Levels[M].United Nations Economic Commission for Europe.Press Release ECE/STAT/05/P01.Geneva,4 February 2005.
[3]UNECE issues its 2004 World Robotics survey[R].United Nations Economic Commission for Europe.Press Release ECE/STAT/04/P01 Geneva,20 October 2004.
[4]杜志俊.工業機器人的應用及發展趨勢[J].機械工程師,2002(5):8-10.
[5]http://www.ximatou.com/xinxi/show_1985823.html.
[6]丁濤.淺析FANUC 工業機器人伺服控制系統結構、原理及其機械維護[J].機器人技術與應用,2004(5):20-26.
[7]張興國.徐海黎.FANUC M-6iB 型工業機器人結構及運動學分析[J].南通大學學報:自然科學版,2009(3):15-23.
[8]畢魯雁;劉立生.基于RTX 的工業機器人控制系統設計與實現[J].組合機床與自動化加工技術,2013(3):25-33.
[9]姚志良.工業機器人的三種新的控制技術[J].組合機床與自動化加工技術,1995(2):15-23.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
制造技術與機床(2019年12期)2020-01-06 03:17:48
中國生殖健康(2019年3期)2019-02-01 06:12:26
制造技術與機床(2017年4期)2017-06-22 11:18:05
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18