非對稱渦輪機匣的變形控制
2014-03-27 03:45:52
中國新技術新產品 2014年18期
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
非對稱渦輪機匣的變形控制
王 琪 閆 龍
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
PWA公司的非對稱渦輪機匣是渦輪機匣中結構較特殊的一類機匣,零件兩端分別有多處偏心非對稱基準。零件材料為固熔時效高溫合金,零件有多處孔、花邊及半封閉窄槽等特殊結構部位,造成加工剛性較差,極大的影響加工合格率,并且由于偏心基準和非偏心基準間的轉換,也加大了機械加工的難度,通過對零件結構的分析、變形規律的摸索,以及加工工藝路線、刀具、工裝和加工參數的試驗,總結出一套能夠克服加工瓶頸和控制加工變形的工藝方案。
PWA機匣;非對稱;半封閉窄槽;偏心基準;控制變形
1 引言
PW4000型別發動機是普拉特·惠特尼公司研制的高涵道比,軸流式渦輪風扇發動機,該型號發動機轉速高、功率大,燃氣溫度高,同時還要求重量輕,熱負荷和動力負荷大,工作條件惡劣。
該非對稱渦輪機匣材料為AMS5663高溫合金,屬難加工材料,機匣結構復雜,零件內、外型面和多處局部結構分屬于不同中心軸線,為非對稱結構,內型面為半封閉型腔,且有多處窄槽,結構剛性較差,零件加工變形控制和不同基準部分同時加工難度極大。
本文就該類機匣特點深入分析,對于不同難點部位變形控制專門設計方案,通過實際加工摸索變形加工規律,獲得一定的加工經驗,可為同類機匣零件研制提供幫助。
2 零件分析
2.1 結構分析
該渦輪機匣為典型薄壁環形高溫合金件,最大直徑φ1064mm,高132mm,最小壁厚2.3mm;零件外型分布有5處結構不同島嶼,島嶼周圍連接折線式異形型面;兩端內外型面分別分布280處孔及260處花邊;
零件內型結構最為復雜,為半封閉型腔,分布有5處偏心軸向窄槽,且有多處裝配關鍵尺寸,為加工關鍵部位。
2.2 加工難點分析
難點1:外型面大余量切削的變形控制,由于有5處島嶼分布在外型面上,左右兩側由曲面R與型面連接,所以需要利用銑加工去除單邊12mm以上的零件材料,其對零件變形量影響很大。
難點2:零件基準直徑兩側均分布著窄槽和半封閉槽,由于槽的加工,導致零件基準直徑及其安裝邊裝配直徑尺寸容易超差。
難點3:島嶼中心分布3組階梯類型的安裝孔,由于該組通孔尺寸較大,會直接影響零件變形,并且該組孔為裝配孔,要求表面粗糙度1.6以上,不允許鉗修等苛刻條件。
3 加工難點解決方案
3.1 外型斜面去除余量的加工方案
由于結構余量分布不均勻,該類零件切削分為二個部分:
第一,外型斜面的余量去除,該部分余量最大,單邊約為13mm,為了控制變形和兼顧加工效率,采用D40R3的快速進給飛碟銑刀,銑刀最大切深1mm,單次切削深度小,且由于刀片獨特的形狀,可以將切削力分解到刀桿軸向,所以零件切削受力相對整體硬質合金銑刀小很多,但刀具進給速度可達到F=400 mm/min,這樣就可以獲得5倍與整體刀具的金屬去除率,此外刀片自身價格低廉,并可以旋轉使用3次,也降低了加工成本,飛碟刀具是加工該類型面的最佳選擇。
第二,由于外型銑加工余量去除量較大,加工后剩余壁厚2.032mm,同時由于島嶼分布不均勻,就會產生加工振動。我們在工裝上使用輔助支撐,在每個島子的內型面位置用橡膠支撐,可以有效防止其余量去除時,零件的受力變形和加工受力產生的振動。
3.2 窄槽加工控制變形量的方案
零件兩端結構很相似,本文從一端加工的解決方案為例,圖1為零件局部示意圖。
軸向窄槽為圖紙要求關鍵尺寸,槽寬公差±0.05mm,與槽相關槽內直徑公差±0.05mm,同時還要保證0.25mm的偏心值,在如此嚴格的公差要求之下,零件變形控制體現的尤為重要,圖示結構可以看出,軸向槽位于加強筋懸出部位,加工剛性差,所以加工前需要利用打表壓緊,限力扳手等輔助工具保持零件裝夾受力均勻,不會產生裝夾應力影響零件狀態。偏心尺寸和正常尺寸加工位置度由設計為角向偏心工裝夾具保證,避免了人為找正時的誤差。通過摸索加工發現,當所有窄槽粗加工后,基準B及槽外圓尺寸均向外方向傾斜,導致所有要求直徑均偏大,要想保證尺寸合格,需要在工藝路線上解決,將基準直徑及窄槽直徑只進行粗加工,然后進行精銑工序,將孔及花邊全部加工完成后,最后加工基準B及槽尺寸,即釋放了粗加工給尺寸造成變形的應力,又防止了銑加工給尺寸帶來的變形量。同時需要注意的是,加工參數控制在S=8-10r/ min,F=0.1-0.15r/min范圍之內,已保證加工過程后出現讓刀尺寸與理論不統一的情況發生。
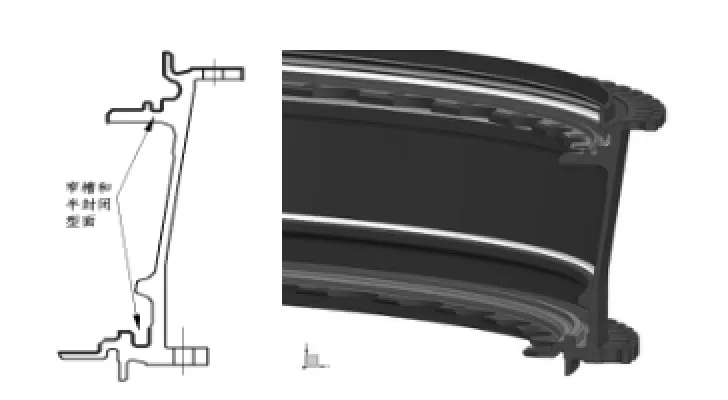
圖1
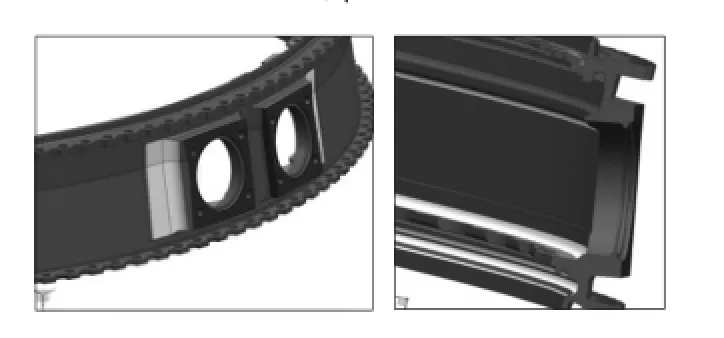
圖2
3.3 島子中心3組階梯孔的加工方案
粗加工使用D47 U鉆進行加工底孔,有效改善了銑孔帶來的應力變形,然后用D10銑刀加工中間的孔及外端孔。由于內端孔大于中間孔,保證其3組孔的位置度要求的同時還要防止內側安裝邊的干涉,所以選擇從外端利用設計非標刀具進行逆向銑加工。要求刀具反向切削刃,刃長要求符合內孔孔深,R滿足1.10-1.75之間,根據這些要求設計非標玉米銑刀為最佳選擇,如圖2所示。
結語
該類型的渦輪機匣加工變形控制的關鍵點在于工藝路線的合理制定,加工方式的合理選擇,快速進銑削的應用及輔助工裝的設計使用,同時也需要綜合考慮刀具加工的參數,內冷刀具的作用,不但可以延長使用壽命,提高加工效率,還可以有效抑制切削熱變形對零件的影響。
[1]王運巧,梅中義,范玉青.航空薄壁結構件數控加工變形控制研究[J].現代制造工程,2005.
[2]陳本柱.航空發動機冷加工工藝的現狀與發展[J].航空工藝技術,1995(02).
V23
:A
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50