應(yīng)用AMF零點定位器工裝結(jié)構(gòu)改進
2014-03-28 00:49:40
中國新技術(shù)新產(chǎn)品 2014年20期
關(guān)鍵詞:結(jié)構(gòu)設(shè)計
(沈陽黎明航空發(fā)動機(集團)有限責(zé)任公司,遼寧 沈陽 110043)
應(yīng)用AMF零點定位器工裝結(jié)構(gòu)改進
孟憲國 劉軍喆 張 娟 那 曼
(沈陽黎明航空發(fā)動機(集團)有限責(zé)任公司,遼寧 沈陽 110043)
AMF零點定位系統(tǒng)為德國產(chǎn)品,定位器分為內(nèi)置和外置兩種,采用氣動或液壓解鎖,通過彈簧力進行機械鎖緊,具有較大的拉緊力、夾緊力和鎖緊力,耐強腐蝕,能實現(xiàn)快速裝夾,重復(fù)定位精度高;氣動內(nèi)置系列使用方便,我公司在工裝中已經(jīng)應(yīng)用并取得初步效果;本文對前期應(yīng)用改進情況予以歸納總結(jié),并對其他現(xiàn)場問題提出解決方案。
定位器;工裝;結(jié)構(gòu)改進
現(xiàn)代加工技術(shù)快速發(fā)展,快夾﹑快換及高精度定位的零點定位系統(tǒng),在各種行業(yè)加工中得到廣泛應(yīng)用,取得較好效果;外置型定位器通過壓緊方式直接固定到工作臺上,調(diào)整方便,但機械加工中震動量很大,有發(fā)生偏移等可能,因此優(yōu)選內(nèi)置型,將定位器固定到定位板上保證定位可靠。
一﹑K20系列氣動內(nèi)置定位器介紹(定位器結(jié)構(gòu)示意圖如圖1所示)
定位座采用硬化處理不銹鋼材料,貼合面在平面夾緊時貼合精度高;硬化處理的活塞環(huán),保證滾珠三面貼合和自動鎖緊;彈簧保證最大鎖緊力和拉緊力;底座上端設(shè)有滾道利于固定滾珠;滾珠用于力傳遞;定位器除彈簧推力外,可在彈簧處引入外部氣壓二次增大夾持力;8﹑9不參與定位工作。
二﹑定位器工裝結(jié)構(gòu)及工藝改進
應(yīng)用定位器工裝可用廠家定位板,但我廠為保證加工適用性進行自行設(shè)計;現(xiàn)場應(yīng)用中發(fā)現(xiàn),原設(shè)計的工裝結(jié)構(gòu)有不合理部分及與工藝系統(tǒng)不匹配的地方,與工裝設(shè)計人員一起對工裝結(jié)構(gòu)改進﹑優(yōu)化。
2.1 進氣定位接頭改進:原設(shè)計快速進氣接頭為專用接頭,需外購且與現(xiàn)場用風(fēng)帶接頭不匹配,五金商店的簡易進氣接頭就很好用。
2.2 改進密封O型圈安裝結(jié)構(gòu)(圖2):原設(shè)計通氣環(huán)槽上壓環(huán)安裝內(nèi)外密封圈,現(xiàn)場安裝時內(nèi)密封圈安裝極為不便,安裝只能采用“擠壓” 方法,多次卡傷O型圈;后將內(nèi)O型圈設(shè)計在定位板上,安裝過程順利。
2.3 安裝孔結(jié)構(gòu)改進:原設(shè)計安裝孔為盲孔,直徑和深度都有尺寸公差,鏜加工不易保證技術(shù)要求;將盲孔改成通孔,鏜加工保證直徑公差會容易很多,下面增加一堵蓋,深度尺寸公差通過配磨堵蓋上端面保證;該方案亦解決了定位器安裝后,在底面形成密閉空腔導(dǎo)致定位器無法拆下問題。
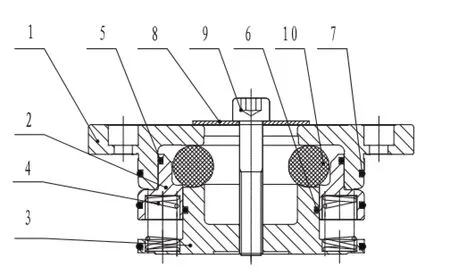
圖1
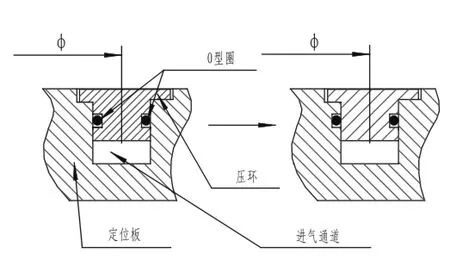
圖2
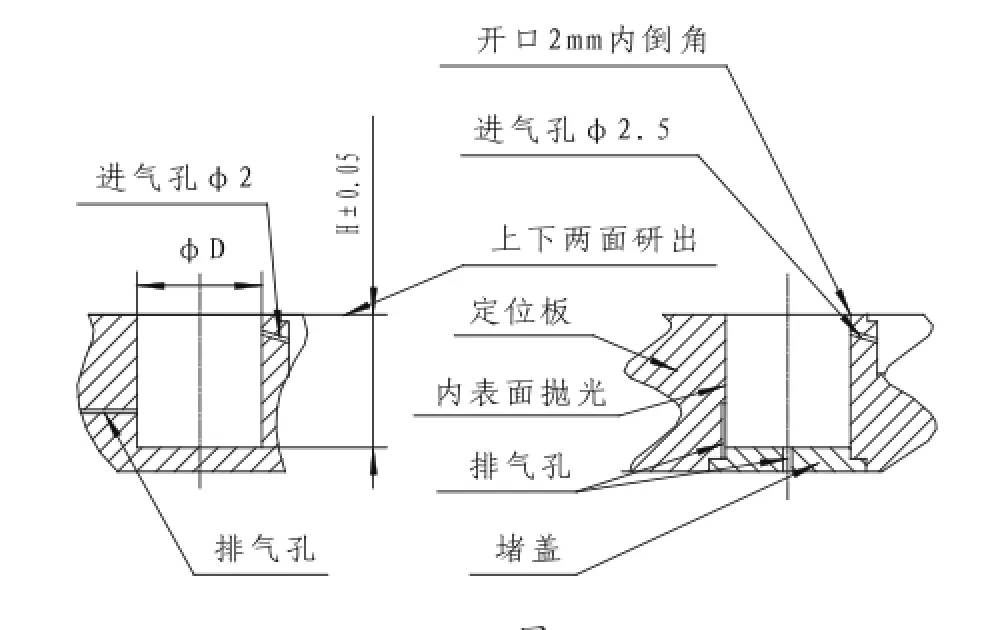
圖3
2.4 通氣孔位置改進:原設(shè)計定位器通氣孔放在側(cè)面或斜下端不利于加工,其實可靈活安排其位置,不用二次加壓時,將通氣孔放在堵蓋中心,側(cè)面用風(fēng)銑子在安裝孔對應(yīng)位置打一凹槽,保證定位器在開合時外界空氣能自由進出;采用二次加壓,通氣孔可放在側(cè)面,如采用以上方案需密封處理。
2.5 進氣孔改進(圖3):要求為φ2孔,但加工中經(jīng)常折斷鉆頭,現(xiàn)場試驗用φ2.5鉆頭鉆孔,其抗折能力提高且不影響可靠解鎖定位器。
2.6 增加空刀槽,減小研磨面積:定位板尺寸很大,研磨兩面需很多時間,在不影響使用前提下可增加空刀槽,設(shè)計要求:上端面除定位器接觸面所在面以外其他各面﹑下端面除定位器對應(yīng)位置及固定位置外,均可設(shè)為空刀槽。
2.7 增加定位器安裝孔進端倒角:裝配定位器時注意不能損壞O型圈(市場上買不到);現(xiàn)場增加1×30°倒角引導(dǎo)錐,手工操作如超出2×30°,螺釘固定會出現(xiàn)“懸空”,導(dǎo)致定位器上端面變形,由鏜加工比較好。
2.8 增加定位器安裝孔研磨要求:定位器安裝孔鏜加工時,表面有微尖邊,O型圈上下滑動時,易受損傷,需引入拋光要求。
2.9 改變螺釘擰緊力作用點,減少定位板上端面變形:螺釘固定定位座時,定位板局部向上凸起,分析為螺釘固定時拉力所致,建議螺紋孔上端加一段空刀,將螺釘拉力作用到定位板中間或底部。
2.10 按外購件定位圓直徑確定配合關(guān)系:定位器與定位孔之間配合公差選定與定位板上端面變形有直接關(guān)系;在保證二者定位準確情況下,采用過渡配合比較好。
2.11 工裝可維修性問題:定位板上鏜出多個安裝孔并保證孔徑配合及位置度,一旦出現(xiàn)加工超差將無法修正;工裝后期維修也存在同樣問題;如將定位器及安裝孔部分分離出來,作為一個通用部件,通過螺釘﹑銷等固定到定位板上,用三坐標測量機測量﹑調(diào)整,制造精度容易保證,后期維護也非常方便,如圖4所示。
結(jié)語
應(yīng)用零點定位系統(tǒng),各單位加工零件特點不同﹑工藝系統(tǒng)能力不同,設(shè)計的應(yīng)用夾具結(jié)構(gòu)也會不同;隨著工裝的應(yīng)用,其結(jié)構(gòu)也在不斷改進﹑優(yōu)化;本文對前期工作進行總結(jié),希望對類似技術(shù)應(yīng)用,起到支持之作用。
[1]倪秀琴.關(guān)于加工軸承座工裝夾具的改進[J].風(fēng)機技術(shù),1997(05).
[2]陳哲亞.利用CAXA CAD軟件實現(xiàn)工裝夾具快速設(shè)計[J].汽車工程師,2009(12).
[3]Edward G·Hofman.獨特的快速更換型夾具[J].組合機床與自動化加工技術(shù),1997(04).
TG7
A
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
