帶式輸送機跑偏的原因與解析
2014-04-06 11:57:17冀磊
山東工業技術 2014年17期
關鍵詞:方法
冀 磊
(內蒙古烏海市烏海能源公司平溝選煤廠,內蒙古 烏海 016000)
帶式輸送機跑偏的原因與解析
冀 磊
(內蒙古烏海市烏海能源公司平溝選煤廠,內蒙古 烏海 016000)
根據制造、安裝經驗及實踐,利用帶式輸送機原理及力學原理對帶式輸送機輸送帶跑偏故障進行了分析,并提出了相應的處理方法。
帶式輸送機;輸送帶跑;偏原因分析
帶式輸送機又稱膠帶輸送機,廣泛應用在煤炭、冶金、建材、電力、化工、輕工、糧食等行業和部門。輸送帶的跑偏是帶式輸送機日常工作中出現頻率最多的故障,也是帶式輸送機在調試安裝過程中主要問題。及時有效的調整解決好輸送帶的跑偏問題是帶式輸送機急需解決的問題。實際工作當中帶式輸送機的輸送帶跑偏原因各種各樣,需要我們分析原因采取相應的處理方法,快速有效解決問題。
1 產生故障的原因分析與處理
1.1 帶式輸送機托輥中心線與輸送機中心線的安裝偏差大
1.1.1 原因分析
托輥是帶式輸送機的重要部件,它的作用在于支撐輸送帶和貨物重量。托輥承受了貨物運輸過程中70%以上的阻力,它是帶式輸送機成本較高、更換最為頻繁的零部件。托輥的安裝調試在帶式輸送機的安裝調試過程中是最為重要的工作內容。托輥雖然是帶式輸送機的一個零件,但是它數量多,如果安裝時不能讓每一個托輥的中心線都與輸送機的中心線都垂直,出現托輥中心線與帶式輸送機中心線的垂直度偏差較大的問題,那么,導致輸送點在承載段跑偏,見圖1。在帶式輸送機工作是輸送帶給托輥一個向前的牽引力F,如果托輥中心線與帶式輸送機中心線不垂直,牽引力F就會分解為轉動的分力F1和橫向分力F2。托輥固定在支架上,無法軸向竄動,會產生一個反向作用力F3,F3使輸送帶向反方向用力,致使輸送帶跑偏。通過分析托輥安裝中中心線與帶式輸送機中心線不垂直時的力學情況,我們找到了帶式輸送機跑偏的原因。具體的調整方法:解決托輥安裝時中心線與帶式輸送機中心線不垂直的問題。

圖1 托輥中心線與帶式輸送機中心線安裝不垂直的力學分析(F=F1+F2,F2=-F3)
1.1.2 解決方法
(1)生產環節的解決方法。生產加工帶式輸送機托輥架的過程中,在托輥架地角板兩側的安裝孔都被加工成長孔,以方便安裝時調整位置。進行托輥安裝時,確保每個托輥的中心線與輸送機的中心線垂直。具體調整方法如下見圖2。輸送帶向那邊偏,托輥的那邊就向輸送帶前方前移,或者向另一邊后移。在實際工作中,幾乎沒有可能讓每一個托輥的中心線與輸送機中心線垂直,因此出現了兩組托輥向向受力,但輸送帶并未出現向一側偏的情況。見圖3 這種情況雖然不會出現輸送帶向一側偏的情況,但是減少托輥和輸送帶的使用壽命,增加阻力、能耗。
(2)專門安裝調心托輥。調心托輥有許多種,像中間轉軸式、四連桿式、立輥式等。目前各種調心托輥都有不同的工作原理,但是力學原理是一致的,即使托輥傾斜運轉,帶式輸送機輸送帶工作時,產生的牽引力Fy分解為橫向推力Ft,Ft推動輸送帶自動回位,起到調整跑偏的作用。具體受力情況見圖4。在現實生活中,這種方法廣泛應用在了各種類型的帶式輸送機上。它可有效的解決輸送帶的跑遍問題,但是這種辦法會產生一定的阻力,增加托輥和輸送帶的損耗。
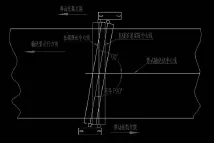
圖2 托輥中心線與帶式輸送機中心線不垂直的調整方法
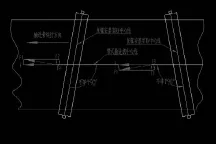
圖3 各組托輥相向受力的平衡狀態(F3=-f3,F4=-f4, F2=f2 ,F1=f1)

圖4 調心托輥調整跑偏的力學分析圖(Fh=fy+ft,fh、Ft方向與輸送帶跑偏方向相反)
1.2 滾筒軸線與輸送機中心線二者不垂直
1.2.1 原因分析
由于輸送機機頭傳動滾筒、輸送機機尾改向滾筒、中部導向滾筒的軸線與輸送機中心線不垂直,輸送帶在機頭、機尾和中部就會出現跑偏的情況。一旦滾筒出現傾斜時,滾筒兩側的輸送帶松緊程度不一樣,以至于所受牽引力F不一樣,輸送帶上出現一個遞減方向的移動力Fy,移動力Fy使輸送帶向松的一側跑偏,見圖5。
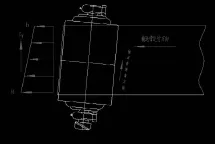
圖5 滾筒各處跑偏的力學原因分析(Fd >Fx,Fy= Fd-Fx)
1.2.2 解決方法
(1)機頭傳動滾筒跑偏調整方法見圖6,在滾筒的右側跑偏,將右側的軸承底座往前移動或者將左側軸承底座往后移動;在滾筒的左側跑偏,就需要將左側的軸承底座往前移動或者是將右側軸承底座往后移動。目前,帶式輸送機的機頭傳動滾筒的支架上都有調整定位用的螺栓,只要調整螺栓就可以移動瓦座位置。

圖6 機頭傳動滾筒跑偏調整方法
(2)對于機尾改向及中部導向滾筒的跑偏調整,就是在制作加工的過程中將滾筒瓦座的安裝孔加工成長孔,并且在固定架安裝位置的兩側制作加工調整螺栓。但需要注意的是在實際工作中,調整方法與機頭傳動滾筒相反。要熟練掌握好調整技術還需要在工作中反復調整,不斷摸索。
1.3 滾筒外圓橢圓誤差
1.3.1 原因分析
目前帶式輸送機的滾筒外圓依據加工方式的不同可以分為兩類,一類是外圓拱型(見圖7),這類滾筒作用原理是滾筒直徑略大于邊緣直徑,帶式輸送機輸送帶運行過程中,中間的一個張緊力(F2)大于邊緣的張緊力(F1、F3),這個張緊力能夠起到自動回位、防跑偏的作用。但實際應用中,外圓拱型滾筒在加工時往往會出現左右不絕對對稱的情況,這樣就導致輸送帶工作時左右張緊力不一致(F2≠F3),出現輸送帶跑偏,因此實際工作中應用少。另一類是外圓平直型(見圖8),這類滾筒相對于外圓拱型滾筒來說,便于加工,當然也會因為外表面加工誤差出現跑偏,但是加工誤差可以得到有效控制,影響不大。在實際工作中常見的跑偏原因是由于滾筒外表面粘貨物或是磨損不均引起的。(見圖9)輸送帶的牽引力F產生一個向直徑大的一側移動的分力Ft,這個分力Ft使輸送帶偏移。

圖7 珙型滾筒示意圖(F2>F1、F3)
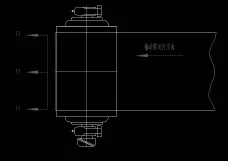
圖8 平直型滾筒的示意圖(F2=F1=F3)
1.3.2 解決方法
(1)由于平直型滾筒外表面加工誤差原因引起的輸送帶跑偏,是質量方面的問題,必須更換滾筒。
(2)滾筒表面粘連貨物引起的輸送帶跑偏,需要及時將貨物清理干凈,同時增加清掃裝置,確保滾筒表面不在粘連貨物。
(3)帶式輸送機在使用時滾筒表面磨損不均引起的輸送帶跑偏,需要及時更換滾筒,從節約成本費用考慮,可以將換下來的舊滾筒檢修改造,通過更換滾皮、重新包膠的處理后再次使用。
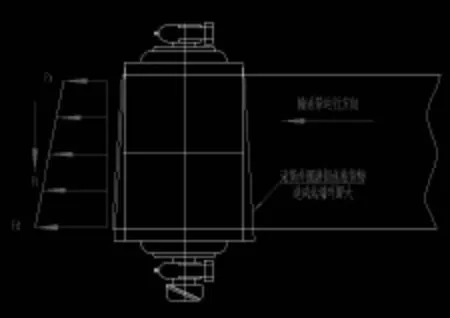
圖9 輸送帶在平直型滾筒處跑偏的力學分析(Fd>Fx,Ft= Fd-Fx)
1.4 落料位置不正確
1.4.1 原因分析
工作中許多帶式輸送機安裝位置不十分理想,導致帶式輸送機落料點落料位置不是理論上應該落入的帶式輸送機輸送帶的中心,尤其是當兩條帶式輸送機首尾相接運行時,當水平面的投影成90°時產生的危害是最大的。這個時候我們就要考慮首尾相連的兩條帶式輸送機的轉載點處的相對高度。實踐證明兩條輸送機的相對高度越低,貨物水平速度的分量就會越大,對下一個帶式輸送機輸送帶的沖擊力Fy就越大,貨物不能居中輸送,輸送帶上的貨物堆積不均勻,沖擊力Fy的水平分力Ft最終導致輸送帶跑偏,見圖10。如果貨物在輸送帶右邊的多,則輸送帶向左跑偏,反之也是如此。

圖10 落料點不正的受力情況
1.4.2 解決方法
(1)最大程度的增加貨物落料位置與下面帶式輸送機相對高度。有時可能空間有限,但也要盡最大可能讓實際落料點與帶式輸送機中心線對齊。
(2)選擇漏斗、導料槽等附件的尺寸要充分考慮貨物運行動能。通常的情況下,導料槽寬度一般是輸送帶帶寬的三分之二或五分之三。
(3)如果上面兩種方法仍然無法解決好跑偏問題,我們就要在漏斗上面安裝反料板,具體的安裝位置和規格,要視具體的情況而定。需要在工作中具體調整確定,這是一種經驗做法,但很有效,應用很廣。
1.5 輸送帶左右張緊力不統一
1.5.1 原因分析
(1)輸送帶質量有問題。有的輸送帶標注的長度一樣,但左右兩邊的邊長不一樣。輸送帶在工作運行的時候,左右兩邊的張緊力不一樣,導致輸送帶的跑偏。這種情況下,輸送帶整體上會向一側跑偏并且左右擺動。
(2) 輸送帶老化問題。帶式輸送機的輸送帶使用一段時間后會出現老化變形、邊緣磨損的情況,這時左右兩邊的邊長也會不一樣。輸送帶工作運行時,左右兩邊的張緊力不相等,輸送帶會出現跑偏。這種情況的跑遍與輸送帶質量問題出現的跑偏是一樣的。
(3)輸送帶安裝不到位出現的問題。在輸送帶安裝過程中,輸送帶的接頭不正,導致左右兩邊的邊長不相同,輸送帶工作時,左右張緊力不一樣,輸送帶同樣也會跑偏。這種情況下輸送帶的整體會向一側跑偏,最嚴重的地方在接頭不正的地方。
1.5.2 解決的方法
帶式輸送機的輸送帶本身質量問題、輸送帶老化以及輸送帶安裝不到位等出現的兩邊長度不同出現的跑偏解決的方法是在接頭兩側各剪去5米,再選取相應長度的一段同類的輸送帶更換。對于老化變形嚴重的輸送帶應當直接更換。
1.6 輸送帶預緊力不足
1.6.1 原因分析
帶式輸送機的的運轉原理是依靠輸送帶與主傳動滾筒摩擦傳動,預緊力不足,輸送帶就會打滑,而且還會跑偏。帶式輸送機的托輥組之間是有空隙的。如果預緊力不夠,帶式輸送機在運送貨物時,托輥組之間空隙會因為輸送帶上物料重量和自身的重量下沉并左右搖擺。當輸送帶無載荷或承載較輕的貨物時是不會跑偏,當載荷重量大時才會跑偏。目前的帶式輸送機一般都會有拉緊裝置。拉緊裝置可以起到保證輸送帶足夠預緊力的作用。
1.6.2 解決方法
(1)增加配重。對于采用了重錘拉緊裝置的帶式輸送機,可以通過添加配重解決跑偏的問題,但是需要注意的是不能添加過多的配重,因為配重過大,輸送帶承受拉力過大,增加輸送帶的磨損,縮短使用壽命。
(2)調整拉緊的程度。可以通過螺旋拉緊或液壓拉緊來調整拉緊程度來增加拉緊力。有時通過調整拉緊程度已經不能很好解決問題了,且輸送帶已經變形嚴重,這時就需要更換輸送帶來徹底解決。
2 注意事項
在實際工作中,帶式輸送機的跑偏是一種非常普遍的問題。這個問題不僅在新輸送機安裝的時候出現,而且在帶式輸送機的日常工作中經常出現。輸送機的跑偏是帶式輸送機經常出現的一種頑疾。如何及時的解決這個頑疾對于提高工作效率是十分重要的。在調整中我們要注意做好:(1)要仔細觀察分析帶式輸送機傳動方向與輸送帶跑偏趨勢的關系,分清原因后再調整。(2)新安裝帶式輸送機的重點工作是做好托輥安裝。托輥是輸送機上數量最多的零部件,也是實際應用中最容易出現問題的零部件。(3)正常使用的輸送機重點要做好驅動滾筒、改向滾筒的位置調整。同時還要做好貨物落料位置的調整。(4)在更換輸送帶時,要注意輸送帶的接頭,盡量做到輸送帶斷面長度方向上受力均勻,輸送帶兩側的受力相同。
3 結語
帶式輸送機被廣泛應用于各行各業,已經成為生產生活中最為重要的貨物運輸設備。帶式輸送機的安裝、保養維修工作總量非常大,輸送帶跑偏在其中占了非常大的比例,是日常工作中出現最多的問題。我們試圖通過簡要分析帶式輸送機輸送帶的跑偏原因,提出了切實可行的調整方法,以期對實際工作有所幫助。對于在帶式輸送機的加工、安裝和維修過程中出現問題的剖析,可以減少在日常工作中的無用功,可以有效的解決問題,提高設備的工作效率。
冀磊(1982-),男,山西原平人,大專,助理工程師。研究方向:機電一體化研究。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56