車床主軸回轉精度數字式單向測量法
2014-04-09 07:38:08黃惟公曾穎峰西慶坤
制造技術與機床 2014年10期
張 丹 黃惟公 王 瑞 曾穎峰 西慶坤
(①四川工程職業技術學院,四川 德陽 618000;②西華大學機械工程與自動化學院,四川 成都 610039;③東方汽輪機有限公司風電事業部,四川 德陽618000)
車床主軸是決定工件或刀具位置并傳遞主要切削運動的重要部件,其精度直接影響著工件加工表面的形狀精度和粗糙度。通過測量車床主軸回轉誤差運動,可以預測車床在理想加工條件下能達到的最小形狀誤差和粗糙度,分析判斷加工誤差產生的原因,診斷主軸出現的故障等[1-2]。因此主軸回轉誤差作為衡量車床性能的重要技術指標,如何開發具有實時性、針對性、高精度的車床主軸回轉精度檢測系統一直是車床研究的重要內容。
針對車床主軸回轉精度的測量,早期的測量方法是采用簡單易行的打表法,該方法會引入錐孔的偏心誤差,不能反映工轉狀態下的回轉誤差,不適用于高速、高精密測量。而對于車床主軸回轉誤差的動態測量方法,文獻[3]采用兩路傳感器分別檢測車床主軸回轉運動的徑向誤差和工件圓度,并用兩路脈沖傳感器檢測主軸轉角,產生采樣控制信號,該方法使用了基圓發生器,其測試結果難以在各機床間進行比較。文獻[4]提出了基于IRM和小波變換的圓度誤差檢測技術,可有效分離車床主軸回轉誤差與圓度誤差,該方法數據處理過程繁雜。文獻[5]利用雙向法直接、同時采集電主軸外圓輪廓數據,應用數理統計的方法分離主軸的形狀誤差和回轉誤差,該方法使用了多路傳感器,增加了測量成本,而且易受到結構和空間的限制,傳感器的安裝較困難。文獻[6]提出了主軸回轉精度的CCD測量系統,該系統容易在計算光斑重心時產生誤差,對光源和電源有較高要求,環境因素對測量結果影響較大。
綜合以上測量方法,本文考慮到車床主軸誤差運動在軸向方向上的分量對加工表面的影響較小,可忽略不計,故只使用一個傳感器布置在徑向方向即可,此外可利用算法獲得基圓,因此提出了一種輸出處理簡便、易于實現的數字式單向測量法對車床主軸回轉精度進行動態測量的系統。
1 檢測信號分析
車床主軸的理想回轉軸線在空間中的位置是固定不變的,但由于軸頸、軸承的幾何形狀精度、軸繞曲、支承孔的誤差及振動等因素,均會造成回轉軸線在每一瞬時都是變化的,因此以回轉軸各瞬時軸心線的平均位置作為理想軸線。由于回轉軸線是看不見的,測量時通常選用高圓度的圓球作為基準面來體現回轉軸線。如果基準球的軸心和回轉軸線的軸心是一致的,那么通過基準球測量得到的誤差就是回轉軸的誤差,然而回轉軸線的不可見,不能保證基準球安裝不存在偏心現象。車床主軸的回轉誤差運動是一個復雜的周期信號,其在徑向上的分量直接影響工件表面的質量,因此僅在徑向上布置位移傳感器對徑向跳動進行測量,此外基準球的表面形狀也不能完全忽略,基于以上原因建立圖1所示的檢測車床主軸徑向回轉誤差運動的方法。根據圖1所示的幾何圖形可作出如下假定:O0為理想回轉中心,Om為基準球的幾何中心,Or為瞬時回轉中心,e為基準球的安裝偏心量,θ為瞬時誤差運動的轉角,r(θ)為某一瞬時的徑向誤差運動,Rm為基準球半徑,s(θ)為基準球形狀誤差。
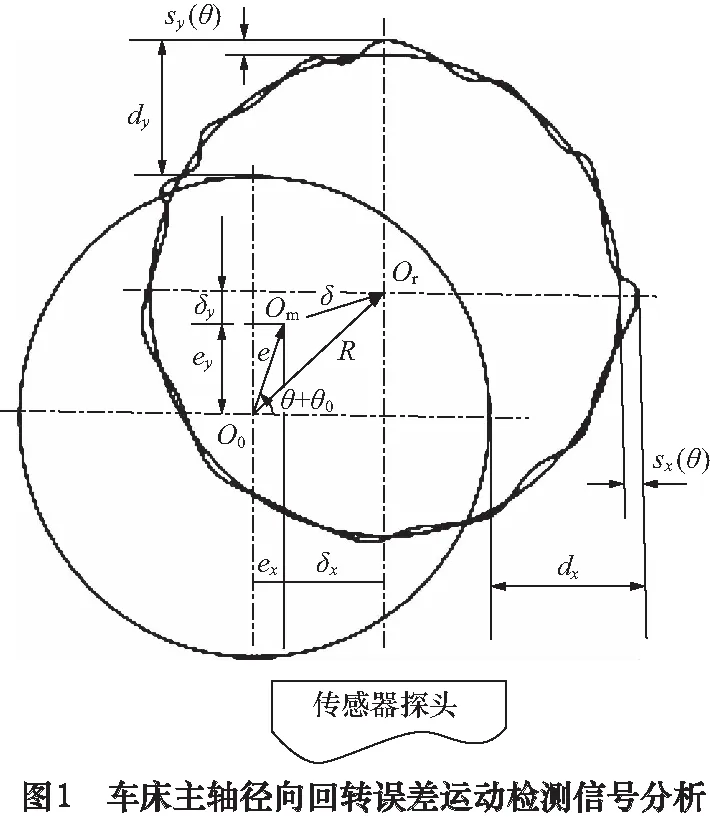
若基準球半徑Rm遠大于安裝偏心誤差e和徑向回轉誤差r(θ),根據幾何圖形的假定條件,建立傳感器輸出信號的數學模型:
dy=esinθ+ry(θ)+sy(θ)
(1)
式中:dy為傳感器測量到的位移信號;ry(θ)為某一瞬時的徑向誤差運動在y方向的投影;sy(θ)為基準球的形狀誤差在y方向的投影。
從式(1)可看出,傳感器所獲得的數據由3個部分組成,即基準球安裝偏心誤差、主軸徑向跳動誤差、基準球形狀誤差。但評定車床主軸回轉誤差僅需要徑向跳動誤差,必須通過誤差分離的手段將基準球的安裝偏心誤差和基準球的形狀誤差除去。由于該測量系統采用形狀誤差遠小于回轉誤差運動的高圓度的圓球作為測量基準球,那么基準球的形狀誤差可忽略掉。
dy=esinθ+ry(θ)
(2)
從忽略了標準球的形狀誤差的式(2)可知,基準球安裝偏心始終存在,則將基準球的安裝偏心誤差和主軸徑向誤差分離就成為檢測徑向誤差運動的關鍵所在。基準球安裝偏心誤差esinθ是個正弦信號,可通過數字信號處理方法將該正弦信號濾除掉,這就實現了基準球安裝偏心誤差和主軸徑向誤差的分離,進而獲得評定車床主軸回轉誤差的數據ry(θ)。
2 數字式單向測量法
2.1 測試原理
車床主軸瞬時中心Or的運動由于基準球安裝偏心、表面形狀誤差的客觀存在無法直接測得。基準球安裝偏心的大小和方位即使針對的是相同的運行條件和同一根軸,也會出現dy不一樣的情況。因此,必須要統一制訂基準球的精度和偏心e的方位和大小,用于評價和比較回轉軸運動狀態的優劣,但這在實際中幾乎是不可能實現的。國內外學者的研究表明,傳感器測得的基準球安裝偏心e所產生的信號是一次諧波分量,其頻率正好與主軸的轉速一致。數字式單向測量法的工作原理是:基準球跳動信號經位移傳感器、信號調理模塊、信號采集模塊進入計算機,計算機用數字信號處理技術分離出位移信號中的偏心量e,得到接近真實的瞬時回轉中心的運動信號,再將其疊加在一個人為確定的半價大小可調整的基圓上去形成圓圖像,圓圖像的數值評定結果就是主軸的回轉精度。圖2是數字式單向測量法原理圖。
圖2所示的數字式單向測量法與傳統的測量方法相比有明顯的優點:①該系統省去了基圓發生器,解決了基圓發生器在生產制造過程中給檢測機床主軸回轉精度帶來的不便。②傳統的測量法使用多孔圓碼盤來確定車床的轉速。本系統將多孔圓碼盤取消掉,這是因為車床主軸在轉一圈的過程中,可認定其轉速變化是不大的,對數據采集模塊采集到的數據通過快速傅里葉變換(FFT)后得到偏心誤差e的頻率fe,進而獲得車床主軸的轉速n。③傳統的測量法使用光電傳感器的輸出信號控制A/D轉換器的采樣間隔和每轉采樣起始時刻,以便獲取車床主軸在轉一圈的過程中數據采集模塊采集到的點數Nd。本系統將光電傳感器取消掉, 利用式(3)計算出Nd。
(3)
式中:fs為數據采集模塊的采樣頻率。
2.2 圓圖像的產生
在數字式單向測量法中,用圓圖像記錄誤差信號時,用算法產生基圓。若數據采集模塊在車床主軸每轉中采集到Nd個數據X(i),i=0,1,2,…,Nd,只需加一個常量R(基圓半徑),再按照每個采樣點所對應的角度,將它們分別分解成兩個垂直方向的分量X(i)、Y(i),即可完成被測信號與基圓的疊加,具體的算法如圖3所示。由于算法產生的基圓所用的半徑R不受測試設備的限制,所以很容易采用統一的基圓半徑來評價測量結果。

2.3 圓圖像的處理
圓圖像是在一段時間內連續記錄若干轉誤差而獲得的。對車床主軸而言,圓圖像既反映了主軸回轉精度,又近似反映了工件表面輪廓形狀,所以具有很好的直觀性。總誤差運動圓圖像反映了誤差運動的總體情況,而平均誤差運動圓圖像則反映了某種傾向性的誤差運動規律。對圓圖像的數值評定,通常采用包容法,即用兩個正好包容誤差運動圓圖像的同心圓的半徑差作為誤差運動大小的評定值。目前國際上通用的4種評定圓度誤差的方法為:最小二乘圓法(LSC)、最大內切圓法(MIC)、最小外接圓法(MCC)、最小區域法(MKS)。利用計算機軟件編制相應的圓度評定程序,就能對采樣數據作4種圓度評定,其評定結果就是主軸回轉精度。主軸回轉精度的評定實際上是主軸回轉運動軌跡的圓度評定。
3 測量信號仿真
研究表明,車床主軸回轉誤差數字式單向測量法實際測量所得的數據為隨機信號與某種基波的疊加[7],因此可用式(4)來仿真回轉誤差。
X(t)=Asinωt+radm(t)
(4)
式中:radm(t)為隨機數。
車床主軸回轉誤差數字式單向測量法的仿真結果如圖4所示。圖4a為回轉誤差時域圖,對該原始數據采用FFT變換后得到幅頻譜,如圖4b所示;根據幅頻譜可找到一個幅值最高的頻率,該頻率就是安裝偏心量e所對應的頻率;采用低通濾波的方法得到安裝偏心所產生的一次諧波,如圖4c所示;采用高通濾波的方法將與主軸轉速同頻率的偏心量消除,得到主軸回轉運動誤差時域信號,如圖4d所示;同時,根據式(3)可求得原始數據的周期T,再以T截取圖4d的一個整周期信號,利用圖3所示的算法得到圓圖象。

本文在相同的仿真條件下,針對同一組數據,根據4種評定圓度誤差的算法分別編制了程序,圖5所示為評定圓度誤差的4種方法,并將相應的圓度誤差值記錄在表1中。


表1 基于LSC、MIC、MCC、MKS的圓度誤差值
從表1可看出,4種圓度誤差評定方法中,利用LSC、MIC、MCC對同一測量數據進行評定,其圓度誤差值大小無規律,但是,對于每組測量數據,最小區域法得到的誤差值都是最小的,這與理論分析是一致的。因此在后續的實驗測量中,本文僅用最小區域法對圓度誤差進行評定。
4 實驗測量
4.1 測試系統的組成
在C616車床上利用數字式單向測量法進行主軸回轉誤差動態測量,具體的測試系統如圖6所示。本系統由NI公司的數據采集卡PCI-6024E及其接線端子CB-68LP、電渦流式位移傳感器(OD9000)及特制支架、通用PC機等部分組成。電渦流式位移傳感器的探頭通過隨主軸旋轉著的基準球拾取跳動信號(包括基準球安裝偏心量和回轉誤差),采集到的跳動信號經過調理電路放大、濾波后送給數據采集卡進行A/D轉換和數據傳輸處理,最后送入到計算機進行數據處理和圓度評定。

4.2 測試結果處理與分析
測試條件:車床型號C616;主軸轉速360 r/min;室溫20±0.5 ℃;基準球尺寸φ10.18 mm;電渦流傳感器的探頭距基準球最近的位置為0.7 mm。
測試軟件:LabWindows。
用本文方法對車床主軸回轉誤差進行測量,取fs=1 024 Hz,圓度誤差用最小區域法評定,圖7為主軸回轉誤差數據處理過程。從圖7a、圖7b可看出,原始采樣信號中包含著主軸安裝偏心信號和高頻干擾信號;利用數字濾波器濾波得到主軸回轉誤差信號如圖7e所示;將分離了偏心量的時域信號進行FFT變換后得到幅頻譜,從圖7f看出,與主軸回轉信號同頻率的偏心量已經基本消除。

根據誤差理論分析,用單個樣本來評定誤差較大,增加所取的樣本數可提高測量精度。根據本實驗的具體情況,取10個樣本數(本文指回轉圈數)作為分析對象。當車床主軸轉速為360 r/min、530 r/min、750 r/min時,采用本文方法測量10圈主軸回轉精度的圓度誤差值并求其均值,然后在相同的實驗條件下,利用重慶迪佳科技有限公司的便攜式DJ-HZ-1型機床回轉精度測量分析儀進行驗證,得到兩種測量方法下
的主軸回轉精度,如表2所示。

表2 C616車床主軸回轉精度實測結果對比
注:*為均值。
從表2可看出,本文提出的數字式單向測量法的測量結果與DJ-HZ-1型機床回轉精度測量分析儀的測量結果基本吻合,主軸回轉精度隨著轉速的提高有增大趨勢,這與實際情況相符合。因此可以說本文提出的測量方法能方便、準確、可靠地測量主軸回轉誤差。
5 結語
車床主軸回轉誤差數字式單向測量法,采用單個傳感器進行測量,避免了多個傳感器在測量時由于性能不一致造成的計算誤差,此外通過數字濾波法實現了基準球安裝偏心量與主軸徑向回轉誤差的有效分離,從而提高了系統的測量精度。實驗結果表明,該方法的測量結果與DJ-HZ-1型機床回轉精度測量分析儀的測量結果基本吻合,說明此方法有效。但是,本文測量得到的主軸回轉誤差測量結果是在車床空載運行下得到的,沒有考慮切削力對主軸回轉誤差的影響,這是本測量方法在今后需進一步研究的地方。
[1]洪邁生.回轉誤差運動的測量[J].宇航計測技術,1985(3):15-23,40.
[2]黃惟公,董仲林.機床主軸回轉精度數字測量法及其仿真[J].四川工業學院學報,1999,18(3):1-4.
[3]王春海,陳明,石望遠.車床加工中圓度誤差在線檢測技術[J] .航空精密制造技術,2004,40(4):41-42,46.
[4]張玉梅,左春檉,李春芳.基于IRM和小波變換的圓度誤差在線檢測技術[J].農業機械學報,2009,40(7):212-216.
[5]伍良生,王永賓,周大帥.基于LabVIEW的電主軸徑向回轉誤差測量技術[J].制造技術與機床,2009(9): 13-17.
[6]王衛東,翟超,陳柯.機床主軸回轉精度的CCD測量系統[J].計量學報,2006,27(1):18-21.
[7]黃惟公,曾盛綽.機械工程測試技術與信號分析[M].重慶:重慶大學出版社,2002.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國生殖健康(2019年3期)2019-02-01 06:12:26
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
