窄深槽加工技術(shù)的研究綜述與展望*
2014-04-09 07:38:08
制造技術(shù)與機(jī)床 2014年10期
(①太原理工大學(xué)機(jī)械工程學(xué)院,山西 太原 030024;②太原理工大學(xué)礦業(yè)工程學(xué)院,山西 太原 030024)
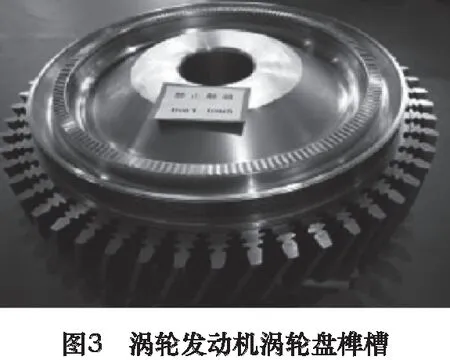
窄深槽是指槽的深寬比大于2,且槽寬小于4 mm的一種特殊結(jié)構(gòu),常出現(xiàn)在航空、汽車、電子封裝等領(lǐng)域的重要零部件上,如變量泵的轉(zhuǎn)子槽(圖1)、陶瓷基片上窄槽(圖2)、航空發(fā)動(dòng)機(jī)渦輪盤榫槽(圖3)等,是機(jī)械加工領(lǐng)域中的難題。多年來,研究者們圍繞著窄深槽加工這個(gè)難題進(jìn)行了不懈的探索,并針對(duì)不同的加工工況給出了適當(dāng)?shù)募庸?duì)策,如窄深槽的銑削加工、拉削成形加工、電加工或磨削加工等。本文對(duì)窄深槽的各種加工技術(shù)做了詳細(xì)的分析研究,重點(diǎn)論述了高效高速磨削在窄深槽加工中的應(yīng)用并對(duì)其做了研究展望。
1 窄深槽加工技術(shù)現(xiàn)狀
1.1 窄深槽的傳統(tǒng)機(jī)械加工
窄深槽是機(jī)械零件上的一種特殊結(jié)構(gòu),可以采用傳統(tǒng)機(jī)械加工方法如銑削、拉削、成形刀挖槽等方法來加工。
1.1.1 窄深槽的銑削加工[1]
盡管窄深槽結(jié)構(gòu)比較特殊,但它具有槽的普遍特征,故窄深槽可以采用銑削法加工。20世紀(jì)80年代,曾建明等通過改造中心鉆制作小直徑銑刀的方法在加工中心上解決了槽寬在1 mm左右的封閉形及非直線形窄槽的加工問題[1]。孫文健等針對(duì)難切削材料GH3922深窄密封槽的加工,進(jìn)行了3次硬質(zhì)合金槽銑刀刀具的改進(jìn)設(shè)計(jì),加工出了各項(xiàng)尺寸均滿足圖紙要求的密封槽[2]。劉忠新等選用X53T型立式銑床,采取一次性全槽深粗銑和一次性全槽深精銑加工出了轉(zhuǎn)子上的8個(gè)均布槽,加工精度和表面粗糙度均達(dá)到了要求;在精銑時(shí)采用的刀具是自制的所謂“單刀飛”的硬質(zhì)合金刀具[3]。2008年,濟(jì)南鋼鐵集團(tuán)總公司機(jī)械設(shè)備制造廠的技術(shù)人員研制出了深窄槽加工銑床,依靠三維空間進(jìn)給裝置自動(dòng)控制操作系統(tǒng)給定加工路徑和速度,達(dá)到對(duì)深窄漕加工的目的[4]。但是,跟常規(guī)槽銑削不同的是,加工窄深槽所用銑刀需專門設(shè)計(jì),而且刀具易折斷、壽命短。
1.1.2 窄深槽的成形加工


根據(jù)槽的特點(diǎn),窄深槽可以采用常規(guī)的挖槽工具加工,刀具的尺寸和槽形一致,但是摩擦力大,切屑不易排出,而且生產(chǎn)效率低,刀具磨損嚴(yán)重。為此,施引祁等根據(jù)分步切削的思路,研制出了加工不銹鋼零件端面窄深槽的新型挖槽工具,并獲國(guó)家專利[5]。馬志舉等針對(duì)本廠的端面深槽零件,設(shè)計(jì)了刀體上帶螺旋形容屑槽和切削液流入孔的圓筒形狀結(jié)構(gòu)的專用切槽刀具,大大提高了生產(chǎn)效率[6]。
實(shí)際中普遍使用的窄深槽成形加工的方法是拉削加工,廣泛應(yīng)用于飛機(jī)、火車、輪船上的渦輪發(fā)動(dòng)機(jī)渦輪盤榫槽(圖3)一般都是通過拉削成形加工的[7-8]。但是,拉刀是專用刀具,根據(jù)被加工零件的形狀和材料性能,不同的拉刀具有不同的各部分齒距、齒升量及容屑槽形狀,制造工藝復(fù)雜,成本昂貴,僅適合于大批量生產(chǎn)。當(dāng)被加工工件硬度較大時(shí)還會(huì)使拉刀磨鈍,嚴(yán)重時(shí)能造成拉刀斷裂,影響加工效率。
1.2 窄深槽的電加工
除了傳統(tǒng)的機(jī)械加工方法,實(shí)際生產(chǎn)中也可采用以電能為主的電火花加工和電解加工等工藝方法加工窄深槽。
1.2.1 窄深槽的電火花加工
電火花加工是利用浸在工作液中的兩極間脈沖放電時(shí)產(chǎn)生的電蝕作用蝕除導(dǎo)電材料的特種加工。瞿德明等人采用短電極分層、多次組合加工、電極異地返修的方法進(jìn)行了剖面底部為圓弧形的窄槽的實(shí)驗(yàn)研究,獲得了很好的加工效果[9];張勇等人開發(fā)出了4軸3聯(lián)動(dòng)的微細(xì)電火花加工裝置,并在其上成功進(jìn)行了微細(xì)軸、微細(xì)孔和復(fù)雜微三維曲面的加工[10],為窄深槽的電火花加工方法了提供了新的思路。
1.2.2 窄深槽的電解加工
電解加工是基于電解過程中的陽極溶解原理,并借助于成型的陰極,將工件按一定形狀和尺寸加工成型的一種工藝方法。洛陽一拖的韓立群等通過電解加工的工藝方法,以NaCl做電解液,對(duì)陰極連接部分采用特殊的絕緣措施,加工了柴油機(jī)曲軸校正模頂出桿槽,結(jié)果表明零件的表面粗糙度和尺寸公差均達(dá)到了圖紙要求[11]。西安工業(yè)大學(xué)的趙志等使用自制的玻璃噴嘴,以NaCO3為電解液,用射流電解法進(jìn)行了窄槽的加工,并通過正交試驗(yàn)的方法研究了加工過程中電壓、占空比、頻率、靶距等加工參數(shù)對(duì)槽形的影響[12]。
電解加工和電火花加工兩種加工方式在加工窄深槽零件時(shí)均無切削應(yīng)力,但是加工精度都不是很高。
1.3 窄深槽的高速高效磨削
近年來,隨著大量新材料的出現(xiàn)和應(yīng)用以及科學(xué)技術(shù)的發(fā)展對(duì)零件加工精度、加工質(zhì)量、加工效率的新要求,高速高效磨削技術(shù)在窄深槽加工中也得到了一定應(yīng)用。
1.3.1 高速高效磨削理論及技術(shù)特點(diǎn)
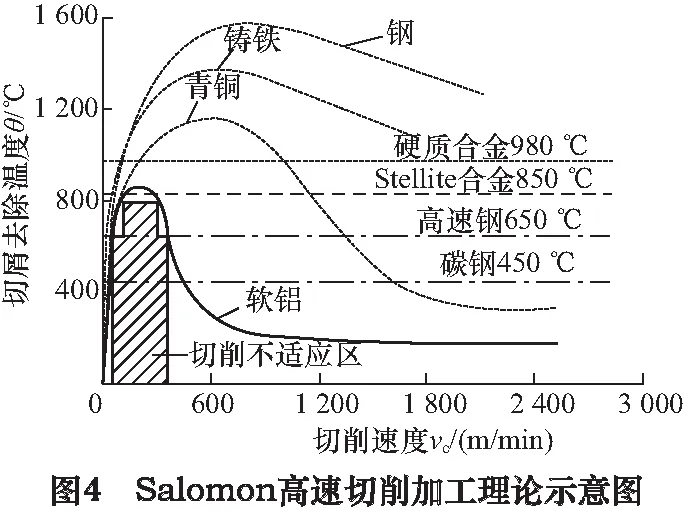
高速超高速磨削技術(shù)是以高效率、高質(zhì)量為目標(biāo),以提高砂輪線速度為主要手段,實(shí)現(xiàn)材料高效去除加工的先進(jìn)加工技術(shù)[13]。其加工理念來源于德國(guó)Salomon博士的專利。1931年,德國(guó)切削專家Carl.J.Salomon博士提出了關(guān)于切削速度與切削溫度之間關(guān)系的假設(shè),他斷言在高速切削區(qū)存在一個(gè)“熱溝”,在“熱溝”區(qū),切削溫度隨切削速度的提高而急劇上升,工件表面嚴(yán)重?zé)齻毒吣p加劇,切削加工無法進(jìn)行,直到切削溫度達(dá)到最高點(diǎn),之后溫度隨速度的提高而下降;當(dāng)切削速度越過“熱溝”后,繼續(xù)提高切削速度將會(huì)使切削溫度明顯下降。根據(jù)這個(gè)假設(shè),如果能夠大幅度提高切削速度,就可以越過切削過程產(chǎn)生的高溫死谷而使刀具在高速甚至超高速區(qū)切削,從而大幅度減少切削工時(shí),成倍地提高機(jī)床生產(chǎn)率,同時(shí)刀具壽命得以延長(zhǎng),工件表面質(zhì)量明顯改善。不同材料的高速加工區(qū)域亦有所不同,圖4為Salomon高速切削加工理論的示意圖[14]。
目前國(guó)內(nèi)外的高速高效磨削加工主要包括高速與超高速磨削、緩進(jìn)給磨削、高效深切磨削、快速點(diǎn)磨削、高速重負(fù)荷荒磨、砂帶磨削、硬脆/難加工材料高效率磨削及高效研磨拋光技術(shù)等[15-16]。表1列出了幾種磨削方式的工藝參數(shù)對(duì)比[17-18]。

表1 幾種磨削技術(shù)的主要特性
1.3.2 窄深槽的緩進(jìn)給磨削加工
緩進(jìn)給磨削是繼高速磨削之后發(fā)展起來的一種高效磨削工藝,其特點(diǎn)是采用大的切削深度(1~30 mm)和很小的工件進(jìn)給速度(3~300 mm/min,是普通磨削的1/100~1/1 000)。它通過增大砂輪切深來增加磨屑長(zhǎng)度,以獲得高磨除率(高出普通磨削5倍以上)[18],也稱作深切緩進(jìn)給強(qiáng)力磨削,可以從鑄鍛件毛坯直接磨出零件所要求的尺寸和形狀,即可將銑、刨、車和磨等幾道工序合并成一道工序,擴(kuò)大了磨削的工藝范圍,又稱銑磨法。
20世紀(jì)80年代,大連機(jī)床廠的高淑英等在改裝的M7130平面磨床上采用緩進(jìn)給磨削技術(shù)加工轉(zhuǎn)子槽,不僅將喇叭口穩(wěn)定在0.01 mm以內(nèi)、表面粗糙度達(dá)到要求,而且發(fā)現(xiàn)加工一個(gè)轉(zhuǎn)子槽的效率跟普通方法相比提高了18.5倍[19]。20世紀(jì)90年代,Westfield Gage公司用電鍍CBN砂輪進(jìn)行成形磨削,發(fā)現(xiàn)比采用硬質(zhì)合金刀具銑削效率提高2.5倍,同時(shí)還避免了銑削過程中產(chǎn)生的殘余應(yīng)力[20]。1999年,楊成貞等人在加工中心上用電鍍CBN砂輪磨削轉(zhuǎn)子槽,取得了很好的表面完整性,并且發(fā)現(xiàn)CBN砂輪的磨削比是常規(guī)砂輪的100倍以上[21]。2012年,哈爾濱工業(yè)大學(xué)李建廣等實(shí)驗(yàn)研究了SiCp/Al窄槽銑磨加工中加工參數(shù)、銑磨工具對(duì)磨削力的影響規(guī)律,并研究了大去除余量下電鍍金剛石砂輪銑磨SiCp/Al窄槽對(duì)表面粗糙度的影響規(guī)律,為優(yōu)選加工參數(shù)和優(yōu)選銑磨工具提供了借鑒[22-23]。
近幾年來,太原理工大學(xué)先進(jìn)切削技術(shù)研究所在國(guó)家自然科學(xué)基金項(xiàng)目(50975191)和山西省科技攻關(guān)項(xiàng)目(2007031154)的支持下針對(duì)窄深槽的高速高效加工也進(jìn)行了一系列的理論和實(shí)驗(yàn)研究。
(1)高速砂輪的研制
實(shí)現(xiàn)高速高效磨削離不開高速砂輪。高速砂輪不同于普通砂輪,其中間是一個(gè)高強(qiáng)度材料的基體圓盤,在基體周圍僅僅粘覆一薄層磨料。一般粘覆磨料使用的結(jié)合劑有樹脂、金屬和電鍍3種,其中以單層電鍍用得最多[24]。太原理工大學(xué)王典國(guó)根據(jù)電鍍理論及窄深槽的磨削特點(diǎn),對(duì)開槽電鍍CBN薄片砂輪進(jìn)行了基體設(shè)計(jì),并提出了電鍍CBN薄片砂輪的置砂工藝采用懸—埋結(jié)合的新工藝方法[25]。邵景范基于窄深槽的磨削加工提出了兩種砂輪基體的設(shè)計(jì)方案,分別進(jìn)行模態(tài)和諧響應(yīng)分析,確定了砂輪基體的最終結(jié)構(gòu)并對(duì)其進(jìn)行了優(yōu)化設(shè)計(jì)[26]。梁國(guó)星針對(duì)窄深槽磨削用單層電鍍CBN砂輪推導(dǎo)出磨粒在單層分布狀態(tài)下的面積百分比濃度最大值,并結(jié)合實(shí)驗(yàn)得出了不同的占空比和植砂時(shí)間下砂輪磨粒濃度及分布均勻性的變化規(guī)律,為高速砂輪的制造提供了理論依據(jù)[27]。
(2) 高速高效磨削加工理論的研究
高速高效磨削過程中,砂輪與工件高速?zèng)_擊、碰撞,砂輪材料和工件材料交互作用,磨削力、比磨削能、材料的去除方式、砂輪的磨損、磨削區(qū)的溫度、已加工工件的表面粗糙度、表面殘余應(yīng)力等的變化規(guī)律都與普通磨削有所區(qū)別。為此,高速高效磨削加工理論成為研究熱點(diǎn)。張秀親對(duì)緩進(jìn)給磨削磨屑形成機(jī)理進(jìn)行了詳細(xì)理論分析,并在EVC750立式加工中心上利用自行研制的單層電鍍CBN砂輪對(duì)淬火鋼進(jìn)行了窄深槽的磨削試驗(yàn)研究(磨削設(shè)備及工具如圖5所示),得出了以下結(jié)論:
①高速緩進(jìn)給磨削窄深槽時(shí)磨屑的形成主要有兩種形式,即微觀切削和疲勞破壞;
②窄深槽槽表面磨削粗糙度受砂輪線速度、砂輪線速度與工件進(jìn)給速度之比和磨削切深的影響,其中砂輪線速度對(duì)粗糙度的影響最大,速度比次之,切深的影響最小,可以通過優(yōu)化切削用量的方式進(jìn)行高質(zhì)量窄深槽的一次成型[28]。
梁國(guó)星等結(jié)合緩進(jìn)給窄深槽磨削加工將成形電鍍CBN砂輪切削部位劃分為頂刃區(qū)和側(cè)刃區(qū),并推導(dǎo)出頂刃區(qū)單顆CBN磨粒的最大切削厚度的計(jì)算公式[29]。藍(lán)善超基于窄深槽緩進(jìn)給磨削加工,從單顆磨粒微觀切削角度,研究了磨粒粒度和磨削用量對(duì)磨削力、磨削溫度、砂輪磨損的影響,結(jié)果表明,單顆CBN磨粒受到的磨削力、磨削溫度以及磨損均隨CBN磨粒粒度的減小而減小[30]。

(3)高速高效磨床的改裝設(shè)計(jì)
高速高效磨削機(jī)床不僅具有很高的主軸轉(zhuǎn)速和功率,而且具有高精度、高阻尼、高抗振性和熱穩(wěn)定性等特點(diǎn)[17]。為此,必須專門設(shè)計(jì)制造高速磨床或者在原外圓磨床、平面磨床的基礎(chǔ)上進(jìn)行改裝設(shè)計(jì),使其必須具有足夠的動(dòng)力和剛度。
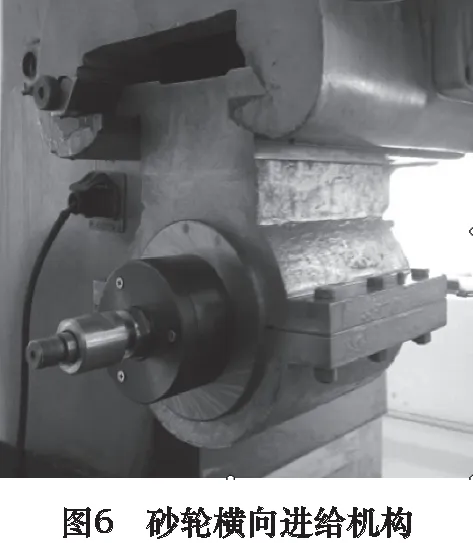
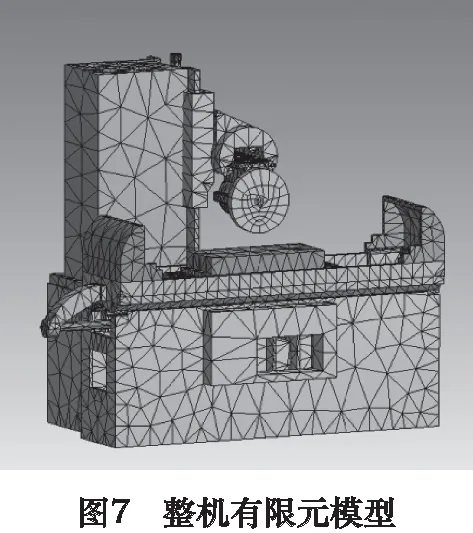
近兩年來,課題組采用洛陽軸承廠生產(chǎn)的170DW24/20K1型的磨削用電主軸、西門子MM440型變頻器以及電主軸相應(yīng)的油霧潤(rùn)滑裝置,并設(shè)計(jì)制造了電主軸固定軸座,對(duì)實(shí)驗(yàn)室M7130型普通平面磨床進(jìn)行了高速化改造。改造后的砂輪架橫向進(jìn)給機(jī)構(gòu)如圖6所示。對(duì)整機(jī)進(jìn)行動(dòng)力學(xué)分析的有限元模型如圖7所示。
2 窄深槽高速高效磨削加工技術(shù)研究展望
銑削加工、成形加工是傳統(tǒng)的窄深槽加工方法。隨著大量新材料的出現(xiàn)和應(yīng)用以及科技的發(fā)展對(duì)零件加工精度、加工質(zhì)量、加工效率的新要求和綠色制造的環(huán)保新概念,傳統(tǒng)的切削方法受到極大的挑戰(zhàn),特種加工技術(shù)和高速切削技術(shù)應(yīng)運(yùn)而生。
高速高效磨削是緩進(jìn)給磨削和高效深磨技術(shù)在窄深槽加工中的應(yīng)用實(shí)例。盡管前人已經(jīng)在這方面做過一些探索,取得了良好的效果,但是離生產(chǎn)應(yīng)用還有一定距離。窄深槽的高速高效磨削應(yīng)該在以下幾個(gè)方面加強(qiáng)研究,為生產(chǎn)實(shí)踐提供理論和實(shí)驗(yàn)基礎(chǔ):
(1)高速磨床的數(shù)字化設(shè)計(jì)制造。高速磨床設(shè)計(jì)的關(guān)鍵是在減小運(yùn)動(dòng)部件慣量的同時(shí),保持支撐基礎(chǔ)件的高靜剛度、動(dòng)剛度和熱剛度,高動(dòng)態(tài)精度、高阻尼特性、高抗振性和熱穩(wěn)定性[17]。通常要采用CAD技術(shù)對(duì)支撐基礎(chǔ)件進(jìn)行幾何建模,然后應(yīng)用有限元法對(duì)其進(jìn)行應(yīng)力、應(yīng)變結(jié)構(gòu)分析,進(jìn)行振動(dòng)模態(tài)、溫度場(chǎng)等分析。為了獲取零部件的最佳性能,常常還要對(duì)模型進(jìn)行優(yōu)化設(shè)計(jì)。在進(jìn)行整機(jī)的動(dòng)力學(xué)分析時(shí),必須考慮螺栓固定結(jié)合面和導(dǎo)軌結(jié)合面問題。可以利用模態(tài)綜合法分析整機(jī)的振動(dòng)特性。
(2)高速砂輪的研制。高速高效磨削時(shí),砂輪應(yīng)具有高強(qiáng)度、高剛度、高動(dòng)平衡精度、良好的耐磨性、抗裂性及導(dǎo)熱性。因此高速砂輪的制作工藝很重要,基體材料的選擇、基體的設(shè)計(jì)制造、CBN磨粒的優(yōu)化選擇、電鍍CBN的方法、電鍍CBN砂輪表面磨粒濃度和磨粒分布的均勻性等都是值得研究的問題。
(3)高速高效磨削理論的研究。高速高效磨削窄深槽時(shí),研究不同的被加工材料、不同的刀具系統(tǒng)、不同的工藝參數(shù)條件下磨削力、比磨削能、刀具磨損、已加工表面粗糙度的變化規(guī)律及磨屑的形成機(jī)理等對(duì)充實(shí)高速磨削理論有重要意義。
(4)磨削液注入系統(tǒng)。高速高效磨削時(shí),在高速旋轉(zhuǎn)砂輪周圍形成的氣流屏障阻礙了磨削液有效地進(jìn)入磨削區(qū),這樣容易引起工件熱損傷,加速砂輪磨損。因此,研究恰當(dāng)?shù)淖⑷敕椒ǎ黾舆M(jìn)入磨削區(qū)的有效磨削液,對(duì)于改善工件質(zhì)量,減少砂輪磨損,極其重要。
3 結(jié)語
針對(duì)機(jī)械零件上窄深槽這種特殊結(jié)構(gòu),現(xiàn)有的加工方法各有其優(yōu)缺點(diǎn)。傳統(tǒng)的加工方法工藝較成熟,但加工成本高,效率低。隨著科技的發(fā)展以及大量新材料的出現(xiàn),特種加工技術(shù)和高速切削技術(shù)在窄深槽加工中的應(yīng)用日益廣泛。特別是將高速高效磨削技術(shù)應(yīng)用于窄深槽加工領(lǐng)域,能極大地增加材料的去除率,提高加工效率,降低加工成本,并能得到很好的表面質(zhì)量,必定能產(chǎn)生巨大的經(jīng)濟(jì)效益。
[1]曾建明.加工窄槽的刀具[J].機(jī)械工藝師,1987(5):38.
[2]孫文健,王文敏.高溫合金材料的深窄槽加工[J].機(jī)械工程師,2008(11):154-155.
[3]劉忠新.深窄槽銑削加工[J].機(jī)械制造,1988(10):14-16.
[4]孔令明,張軍娟,李麗,等.深窄漕加工銑床的研制[J].科技信息,2008(17):420-421.
[5]施引祁,王全忠,趙洪兵.一種不銹鋼零件端面窄深槽挖槽工具:中國(guó),93235979.5[P].1994-09-14.
[6]馬志舉.端面深槽切削加工分析與改進(jìn)[J].金屬加工:冷加工,2008(19):36-38.
[7]邢義.拉削刀具創(chuàng)新技術(shù)與產(chǎn)品[J].金屬加工:冷加工,2011(7):47-51.
[8]何楓.燃?xì)廨啓C(jī)輪盤輪槽拉刀的設(shè)計(jì)、使用及修磨[J].金屬加工:冷加工,2012(23):17-19.
[9]瞿德明,丁浩,王超,等.窄槽電火花加工的實(shí)驗(yàn)研究[J].機(jī)械設(shè)計(jì)與制造,2012(11):138-140.
[10]張勇,王振龍,李志勇,等.微細(xì)電火花加工裝置關(guān)鍵技術(shù)研究[J].機(jī)械工程學(xué)報(bào),2004,40(9):175-179.
[11]韓立群.深窄槽的電解加工[J].模具工業(yè),1999(12):45-46.
[12]趙志.射流電解小尺寸成型加工工藝規(guī)律研究[D].西安:西安工業(yè)大學(xué),2010.
[13]鄧朝暉,劉戰(zhàn)強(qiáng),張曉紅.高速高效加工領(lǐng)域科學(xué)技術(shù)發(fā)展研究[J].機(jī)械工程學(xué)報(bào),2010,46(23):106-117.
[14]張伯霖.高速切削技術(shù)與應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2004.
[15]袁巨龍,鄧朝暉,熊萬里,等.高效磨削技術(shù)與裝備[J]. 航空制造技術(shù),2010(5):66-70.
[16]李長(zhǎng)河,丁玉成,蔡光起,等.高效率磨削加工技術(shù)發(fā)展[J].制造技術(shù)機(jī)床,2008(10):50-54.
[17]盛曉敏.超高速磨削技術(shù)[M].北京:機(jī)械工業(yè)出版社,2010.
[18]李長(zhǎng)河,蔡光起,修世超,等.高效率磨粒加工技術(shù)發(fā)展及關(guān)鍵技術(shù)[J]. 金剛石與磨料磨具工程,2006(5):77-82.
[19]高淑英.用緩進(jìn)給磨削加工加工變量葉片泵轉(zhuǎn)子槽[J].組合機(jī)床,1984(1):43-46.
[20]Valenti A,Petrovic P,Drofenik M.Glass-ceramic bonding in alumina CBN abrasive systems[J].Journal of Material Science,1992(27): 4145-4150.
[21]楊成貞,柯益康,許張,等.電鍍CBN砂輪在轉(zhuǎn)子槽磨削中的應(yīng)用[J].航空精密制造技術(shù),1999,35(2):8-9.
[22]李建廣,姚英學(xué),趙航,等.SiCp/Al窄槽的銑磨實(shí)驗(yàn)研究(I)——磨削力[J].哈爾濱工業(yè)大學(xué)學(xué)報(bào),2012,44(7):43-46.
[23]李建廣,姚英學(xué),趙航,等.SiCp/Al窄槽的銑磨實(shí)驗(yàn)研究(II)——表面粗糙度[J]. 哈爾濱工業(yè)大學(xué)學(xué)報(bào),2012,44(9):57-61.
[24]李長(zhǎng)河,修世超,蔡光起.超高速磨削砂輪技術(shù)發(fā)展[J].工具技術(shù),2008,42(4):7-11.
[25]王典國(guó).電鍍單層CBN磨具的研究開發(fā)及其結(jié)構(gòu)優(yōu)化設(shè)計(jì)[D].太原:太原理工大學(xué),2008.
[26]邵景范.電鍍CBN砂輪基體結(jié)構(gòu)設(shè)計(jì)及其動(dòng)態(tài)性能分析[D]. 太原:太原理工大學(xué),2011.
[27]梁國(guó)星,呂明,劉圣晨,等. 電鍍單層CBN 薄片砂輪磨粒分布的實(shí)驗(yàn)研究[J].中國(guó)機(jī)械工程,2012,23(7):762-766.
[28]張秀親.高硬材料窄深槽加工CBN刀具及切削機(jī)理研究[D].太原:太原理工大學(xué),2010:74-94.
[29]梁國(guó)星,李文斌,張秀親,等.CBN砂輪窄深槽加工機(jī)理研究[J].金剛石與磨料磨具工程,2011,31(6):63-66,70.
[30]藍(lán)善超.基于單顆粒磨削的電鍍CBN砂輪磨削窄深槽的特性分析[D].太原:太原理工大學(xué),2012.
[31]楊大勇.電火花成形加工與高速銑削唇齒相依的兩種加工工藝方法[J].金屬加工:冷加工,2011(10):34-35.
