立式單面銑前軸拳頭面外圓專用機床
2014-04-09 07:38:14張學(xué)周宋保安程建安
制造技術(shù)與機床 2014年10期
張學(xué)周 宋保安 程建安
(安陽三一機械有限公司, 河南 安陽 455000)
前軸在整車中承擔(dān)承重、支承、轉(zhuǎn)向的功能,屬于汽車上的重要零部件。一般為整體鍛造拳頭形工字梁形,兩拳頭和轉(zhuǎn)向節(jié)用主銷鉸接,轉(zhuǎn)向節(jié)繞主銷擺轉(zhuǎn),以實現(xiàn)汽車轉(zhuǎn)向。
由于鍛造工藝、模具等原因,部裝時,前軸拳頭面外圓與轉(zhuǎn)向節(jié)內(nèi)腔底面常會出現(xiàn)干涉現(xiàn)象,需要修去干涉部分;另因工件外形為曲面,人工修整費工費時,外觀質(zhì)量差;因此考慮用銑外圓機床修整前軸拳頭面外圓。
銑前軸拳頭外圓通常采用以下方案加工,方案一:采用專用立式加工中心,玉米棒狀銑刀加工,此方案肯定可行,但費用高,同時修整沒有精度要求的外圓也沒必要用高精度高成本的機床;方案二:采用立式單面專用銑外圓機床。加工前軸外圓時用主銷孔及端面定位,加工時,將工件安裝到夾具的固定心軸(心軸不旋轉(zhuǎn))上、上端可不夾緊;由于前軸長度較長,因此另一端需要用車間平衡吊車吊住,人工推著工件后端使其繞心軸旋轉(zhuǎn),完成拳頭面外圓加工(圖1)。此機床雖然簡單、經(jīng)濟,但在實際現(xiàn)場加工時加工質(zhì)量較差。因為一旦心軸與前軸主銷孔間隙小,加上銑削力,加工會出現(xiàn)推不動工件的現(xiàn)象;可間隙稍大時,推動銑削時易產(chǎn)生振動、噪聲大,加工外觀質(zhì)量差,間隙無法控制,工作效率低、勞動強度大,不能滿足企業(yè)生產(chǎn)計劃和市場需要。

1 機床總體設(shè)計
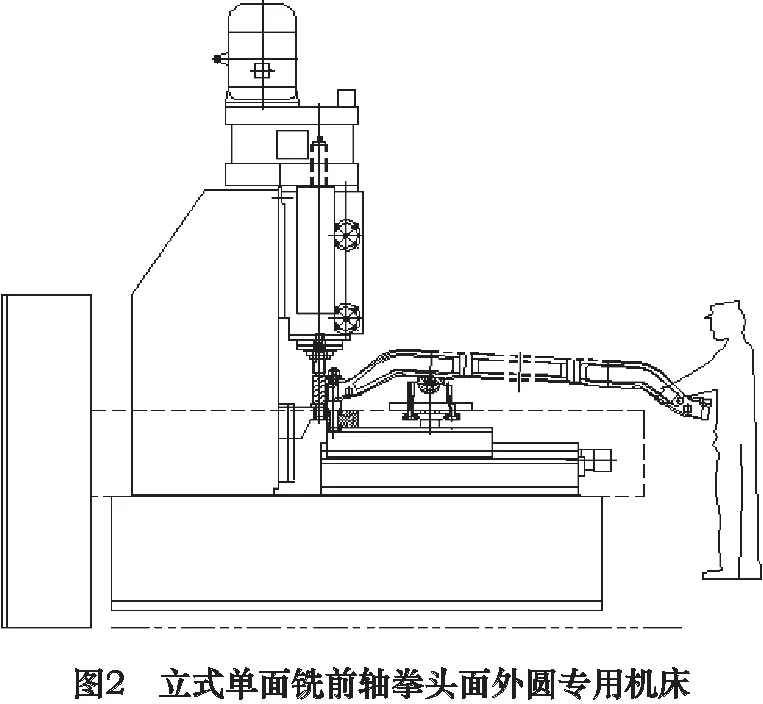
根據(jù)上述情況,重新設(shè)計開發(fā)立式單面銑前軸拳頭面外圓專用機床(圖2)。
銑頭固定于立柱上,立柱置于整體床身上,為減輕工人勞動強度和裝卸工件方便,床身上布置一液壓滑臺,其上放置夾具。根據(jù)被加工件特點設(shè)計結(jié)構(gòu)新穎、緊湊的固定式夾具。雖然結(jié)構(gòu)形式與圖1相似,但由于夾具結(jié)構(gòu)不同和定位方式的差異,使得現(xiàn)機床不僅工人推動省力,運行平穩(wěn),而且成本低,效率高。
2 定位、加工工藝性分析
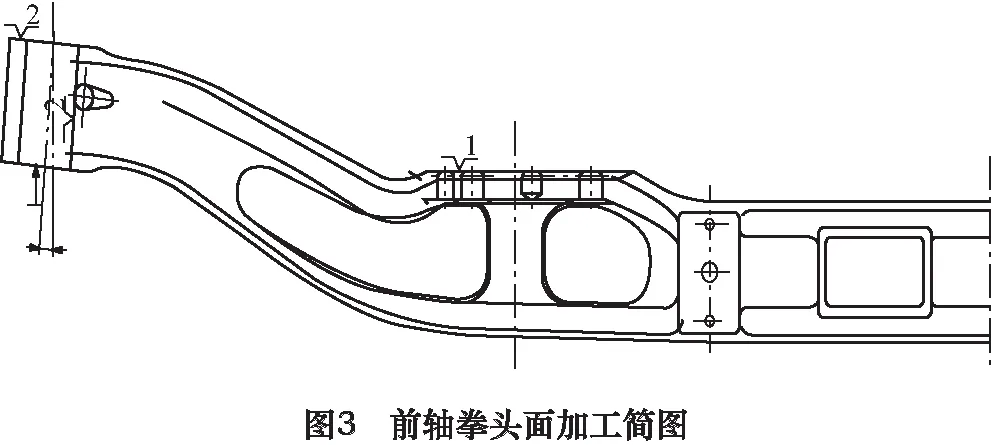
圖3為前軸拳頭面加工簡圖。前軸拳頭面端面一般有2°~10°傾斜角度。因此需在板簧面下墊相應(yīng)角度塊才有利于拳頭面外圓的有效加工。經(jīng)分析研究,決定以主銷孔、拳頭面外圓端面和一個板簧面定位,考慮到推動工件時扭矩的傳遞,在板簧面定位塊上安裝一菱銷傳遞扭矩,手動夾緊。
3 夾具結(jié)構(gòu)設(shè)計
夾具是機床的重要組成部件,是根據(jù)被加工件的工藝性和機床加工方案的具體要求而專門設(shè)計的,主要用于實現(xiàn)被加工工件的準(zhǔn)確定位,合理夾壓,裝卸工件限位以及更換品種調(diào)整方便。
夾具結(jié)構(gòu)見圖4。它主要有工件回轉(zhuǎn)部分、定位、夾緊及后端支承軌道等組成。該夾具由原來工件繞心軸旋轉(zhuǎn)改為工件緊固在心軸上,定位心軸通過鍵螺釘連接在回轉(zhuǎn)軸上實現(xiàn)心軸帶動工件回轉(zhuǎn);由于銑削抗力較大,回轉(zhuǎn)軸軸承采用圓錐滾子軸承;增加系統(tǒng)剛性,而且回轉(zhuǎn)也很輕快,減輕工人的勞動強度。為了推動工件平穩(wěn),工件后端支承板通過4個滾輪安裝連接在半圓環(huán)軌道上,這樣一來工件的轉(zhuǎn)動是在繞回轉(zhuǎn)心軸的圓環(huán)軌道上回轉(zhuǎn),使得轉(zhuǎn)動輕松自如。為適應(yīng)不同品種的前軸,只要左右調(diào)整支承板上定塊位置(若前軸主銷孔傾斜角度不同,則只需更換相應(yīng)角度的定位塊即可)和更換前軸定位心軸或加定位套就可實現(xiàn)不同品種、不同系列前軸的銑削加工。
4 機床存在的問題
(1)定位心軸2與回轉(zhuǎn)軸4連接螺釘經(jīng)常扭斷。原為前軸主銷孔與拳頭外圓之間尺寸很小,而且回轉(zhuǎn)軸必須回轉(zhuǎn),因此導(dǎo)致連接定位心軸2與回轉(zhuǎn)軸4兩法蘭盤螺釘直徑較小,易扭斷。解決方案:將定位心軸與回轉(zhuǎn)軸做成整體式,不僅解決了螺釘易扭斷的問題,同時還提高了定位精度。更換品種靠換定位套3滿足不同品種的要求。
(2)加工過程中易燒刀,增加刀具成本。由于加工過程中,刀具受力狀態(tài)不好,又是干式加工,刀具燒刀嚴(yán)重。解決辦法在加工時增加冷卻液,由干式加工改為濕式加工。
5 結(jié)語
該機床方案結(jié)構(gòu)緊湊、成本低、操作簡單,具有一定的應(yīng)用推廣價值。
[1]唐照民.機械設(shè)計[M].西安: 西安交通大學(xué)出版社,1995:102-145.
[2]王啟平.機床夾具設(shè)計[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2005:201-223.
[3]謝家瀛.組合機床簡明設(shè)計手冊[M].北京:機械工業(yè)出版社,1994:102-158.
