鋼結(jié)構(gòu)焊接變形的控制
2014-04-11 06:22:30夏秋萍唐照國(guó)王賢軍
技術(shù)與市場(chǎng) 2014年6期
夏秋萍,唐照國(guó),王賢軍
(1.天臺(tái)縣宏達(dá)機(jī)械設(shè)備安裝有限公司,浙江天臺(tái)317200;2.新昌德力石化設(shè)備有限公司,浙江新昌312500;3.浙江臨東工貿(mào)有限公司,浙江臨海317015)
0 引言
焊接是種熱加工,加工過(guò)程中就會(huì)存在焊接應(yīng)力和焊接變形,焊接變形的產(chǎn)生不僅影響了鋼結(jié)構(gòu)的外觀,降低裝配質(zhì)量,增加制造成本,還會(huì)降低焊接接頭的性能和降低結(jié)構(gòu)的承載能力,如果嚴(yán)重的話(huà)會(huì)導(dǎo)致焊件報(bào)廢,還可能在使用過(guò)程中造成人身財(cái)產(chǎn)安全隱患。因此,焊接施工前必須對(duì)焊接變形不同類(lèi)型和產(chǎn)生原因進(jìn)行全面分析,并采取有力的措施控制焊接變形量,以確保鋼結(jié)構(gòu)工程質(zhì)量。
1 焊接應(yīng)力和焊接變形
焊接過(guò)程中,對(duì)焊件進(jìn)行局部不均勻的加熱是產(chǎn)生焊接應(yīng)力和焊接變形的主要原因。焊接應(yīng)力和焊接變形既同時(shí)存在又相互制約。如果焊接應(yīng)力減小則焊接變形會(huì)增大,如果焊接應(yīng)力增大則焊接變形會(huì)減小,一般焊接應(yīng)力和焊接變形都減小是不可能的。在實(shí)際制造過(guò)程中,往往焊后的焊接結(jié)構(gòu)既存在焊接應(yīng)力,又產(chǎn)生焊接變形。如果要使焊接應(yīng)力和焊接變形都減小,就不得不采取一定的工藝措施,比如焊后消除應(yīng)力熱處理,錘擊焊縫等可以減少焊接應(yīng)力,采取合理的焊接工藝可以減少焊接變形。
2 焊接變形的分類(lèi)和產(chǎn)生的原因
1)焊接變形的分類(lèi)。焊接變形通常指的是焊接殘余變形。焊接殘余變形是影響焊接質(zhì)量的主要因素。焊接殘余變形對(duì)結(jié)構(gòu)的不同層次的影響分為整體變形和局部變形;根據(jù)變形的不同特點(diǎn)則可分為:角變形、彎曲變形、收縮變形、扭曲變形、波浪變形和錯(cuò)邊變形。鋼結(jié)構(gòu)發(fā)生較多的變形類(lèi)型是整體變形。
2)焊接變形產(chǎn)生的原因。①鋼結(jié)構(gòu)剛度:剛度是指結(jié)構(gòu)體對(duì)拉伸方向和彎曲變形的抵抗能力。鋼結(jié)構(gòu)的剛度主要取決于結(jié)構(gòu)截面形狀和尺寸的大小。例如工字鋼截面和縱向桁架變形量,主要取決于其橫截面積的大小,橫截面積大剛度好,抗變形能力強(qiáng)。②焊接連接縫的位置和數(shù)量:從經(jīng)濟(jì)上考慮,一般會(huì)盡量選用尺寸規(guī)格小的型鋼,當(dāng)鋼結(jié)構(gòu)剛度不足時(shí),就應(yīng)在設(shè)計(jì)焊接連接縫位置和數(shù)量時(shí),盡量減少焊縫數(shù)量,考慮在結(jié)構(gòu)上對(duì)稱(chēng)安排,使得構(gòu)件只能產(chǎn)生線(xiàn)性變形;當(dāng)焊縫為不對(duì)稱(chēng)的安排,則會(huì)產(chǎn)生彎曲變形和角變形。③裝配順序:一般焊件整體剛性比零部件的剛性大,從增加剛性減小變形的角度考慮,對(duì)于截面對(duì)稱(chēng)、焊縫對(duì)稱(chēng)的焊件,采用整體裝配焊接,產(chǎn)生的焊接變形較小。然而有時(shí)因?yàn)榻Y(jié)構(gòu)復(fù)雜,不能整體裝配,而是邊裝配邊焊接。④焊接工藝方面:焊接線(xiàn)能量對(duì)焊接變形的影響也比較大,隨著焊接線(xiàn)能量的增加,加熱寬帶增加,引起的焊接變形也增大。斷續(xù)式焊縫與連續(xù)焊縫相比收縮變形量小。焊接變形還與坡口形式有關(guān),坡口角度越大,則產(chǎn)生的角變形大。因此,在焊接施工過(guò)程中必須制訂合理的焊接工藝措施。
3 鋼結(jié)構(gòu)焊接變形防治措施
3.1 焊接節(jié)點(diǎn)構(gòu)造設(shè)計(jì)
1)控制焊縫的數(shù)量和大小。鋼結(jié)構(gòu)焊縫數(shù)量多、尺寸大,焊接時(shí)的熱輸入量也越多,造成的焊接變形也更大。因此,在鋼結(jié)構(gòu)焊接節(jié)點(diǎn)構(gòu)造設(shè)計(jì)時(shí),應(yīng)設(shè)法控制焊縫的數(shù)量和大小,盡可能減少焊接變形。鋼結(jié)構(gòu)所使用的工字鋼、槽鋼、角鋼等結(jié)構(gòu)材料盡可能長(zhǎng)、盡可能少拼焊以減少焊縫數(shù)量。
2)根據(jù)焊接工藝選擇適合的焊縫坡口的形狀和尺寸。對(duì)焊縫坡口形成與大小合理的選擇應(yīng)能夠確保鋼結(jié)構(gòu)整體的承載能力充分。板厚14 mm以上的對(duì)接焊縫采用X坡口如圖1,采用雙面焊,角焊縫采用對(duì)稱(chēng)焊縫如圖2。
3)焊接節(jié)點(diǎn)的位置應(yīng)處于構(gòu)件截面的對(duì)稱(chēng)處,結(jié)構(gòu)中性軸焊接節(jié)點(diǎn)的位置應(yīng)盡可能在構(gòu)件截面的中性軸對(duì)稱(chēng)位置,同時(shí)應(yīng)避免在高應(yīng)力區(qū)。
4)對(duì)于節(jié)點(diǎn)形式的選擇,應(yīng)選用的剛性小的節(jié)點(diǎn)形式。避免由于焊縫集中而導(dǎo)致的高溫和焊縫應(yīng)力集中,從而減少焊接變形。

圖1 坡口示意圖
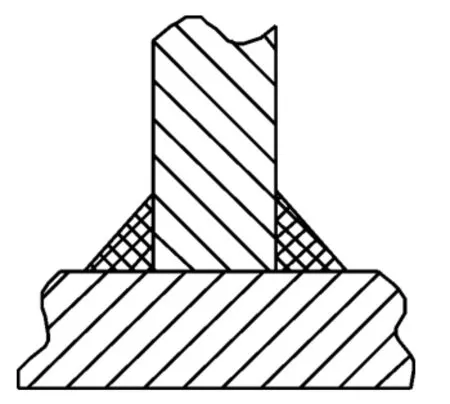
圖2 角焊縫示意圖
3.2 焊接工藝措施
1)組裝和焊接順序。鋼結(jié)構(gòu)的制作、組裝應(yīng)該在一個(gè)標(biāo)準(zhǔn)的水平臺(tái)上進(jìn)行。該平臺(tái)應(yīng)確保所受的自重壓力的程度足夠大,不會(huì)出現(xiàn)鋼構(gòu)件失穩(wěn)和下沉的現(xiàn)象,以滿(mǎn)足構(gòu)件組裝的基本要求。在焊接小型構(gòu)件時(shí)可一次完成,即在焊接固定好位置后,用合適的焊接順序組裝完畢。而大型鋼結(jié)構(gòu)組裝與焊接需要先將小件組焊接完畢,然后再進(jìn)行最后的組裝和焊接。
2)預(yù)留收縮余量。由于在冷卻過(guò)程中焊縫會(huì)產(chǎn)生收縮反應(yīng),結(jié)果減少了工件焊接后的尺寸。在大型構(gòu)件焊接時(shí)常用預(yù)留收縮余量的方法。預(yù)留收縮余量就是在焊接前特意將構(gòu)件長(zhǎng)度加長(zhǎng)一點(diǎn)點(diǎn),或者組裝時(shí)留一些間隙,防止構(gòu)件尺寸焊后縮短,留間隙會(huì)增加填充量,焊接熱量加大,又會(huì)另外增加了焊接變形,所以通常是將構(gòu)件尺寸放長(zhǎng)一點(diǎn)點(diǎn),留有收縮量,焊后便保證了構(gòu)件的尺寸。
3)反變形。由于在冷卻過(guò)程焊縫會(huì)產(chǎn)生收縮產(chǎn)生拉應(yīng)力,使得構(gòu)件發(fā)生變形,在大型構(gòu)件焊接時(shí)常用反變形的方法。例如為了防止工字鋼梁上下蓋板的焊接角變形,可以在焊前用油壓機(jī)或折邊機(jī)在相反方向預(yù)先壓彎蓋板;為保證扁鋼與工字鋼焊后保持垂直,可先將扁鋼向后焊一邊傾斜一個(gè)小角度(通常2°左右),焊后變形會(huì)垂直(如圖3)。
4)剛性固定法。大型結(jié)構(gòu)件在焊接接頭時(shí)各個(gè)工件和零件在自重和焊接應(yīng)力的作用下,要想使其位置固定是比較困難的。所以,每件焊接工件和零件除了要用焊接平臺(tái)固定位置外,還需要用一些焊接夾具將構(gòu)件夾緊以使得焊接過(guò)程中構(gòu)件得以固定,可使結(jié)構(gòu)件的水平度和垂直度得到保證。
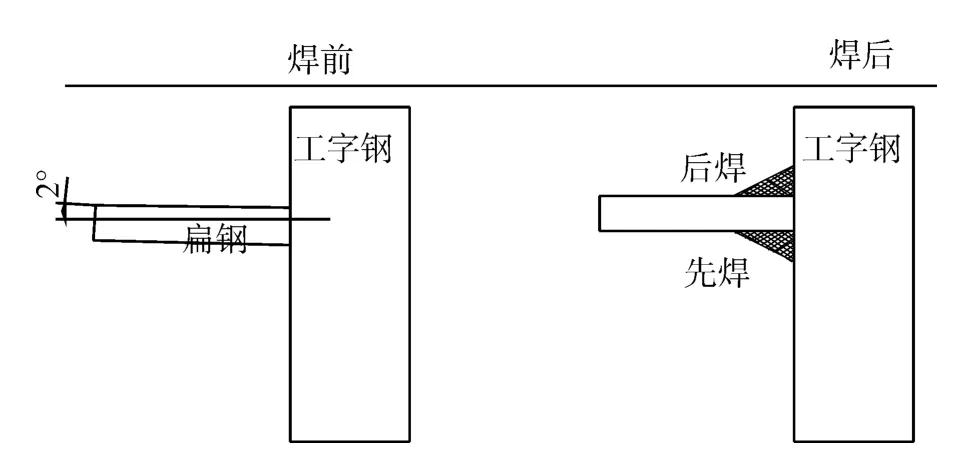
圖3 扁鋼與工字鋼焊接的反變形示意圖
4 結(jié)語(yǔ)
通過(guò)采取適當(dāng)?shù)暮附庸?jié)點(diǎn)構(gòu)造設(shè)計(jì)措施和焊接工藝技術(shù)措施,可以有效地控制鋼結(jié)構(gòu)的焊接變形,達(dá)到確保工程質(zhì)量和進(jìn)度的目的。并在實(shí)踐中不斷總結(jié)和積累焊接經(jīng)驗(yàn),以提高控制焊接應(yīng)力和焊接變形的技術(shù)水平,確保鋼結(jié)構(gòu)工程質(zhì)量,并提高工程施工效率,為人身財(cái)產(chǎn)安全提供可靠的保障。
[1]王國(guó)凡.鋼結(jié)構(gòu)焊接制造[M].北京:化學(xué)工業(yè)出版社,2004.
[2]焊接材料、工藝及設(shè)備手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2001.
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36