加工不銹鋼硬質合金群鉆鉆尖的試驗研究
2014-05-11 03:09:38李夢龍賀鳳寶胡建忠
制造業自動化 2014年10期
關鍵詞:不銹鋼
李夢龍,王 蔓,張 偉,賀鳳寶,胡建忠
(大連工業大學 機械工程與自動化學院,大連 116034)
加工不銹鋼硬質合金群鉆鉆尖的試驗研究
李夢龍,王 蔓,張 偉,賀鳳寶,胡建忠
(大連工業大學 機械工程與自動化學院,大連 116034)
0 引言
群鉆是在普通麻花鉆的鉆尖基礎上,磨出兩個對稱的月牙形圓弧槽,形成鉆心退縮,從垂直于鉆頭軸線可看到三尖“W”刃形;再進一步修磨,減窄橫刃,修出油隙面和兩條較鋒利的內刃。對于直徑較大(d>15mm)的鉆頭,還在一側外刃上再磨出1―2條分屑槽[1](如圖1所示)。群鉆的這種特殊刃形使其排屑效果明顯。
某公司在使用普通麻花鉆鉆不銹鋼時出現了斷屑不好,切屑纏刀、粘刀,崩刃現象,刀具磨損嚴重。為了解決斷屑問題,本文設計了具有群鉆鉆尖的硬質合金麻花鉆。而群鉆鉆尖傳統應用于高速鋼麻花鉆,應用在硬質合金材料時原有的鉆尖參數已不再適用[2]。鑒于此本論文設計一種具有新的鉆尖參數的硬質合金群鉆,使在加工不銹鋼時,可以起到良好的斷屑作用,提高刀具的使用壽命。不銹鋼(1Cr18Ni9)因為良好的綜合機械性能而被廣泛應用,故對其進行鉆削試驗具有實際的指導意義。

圖1 基本型群鉆鉆尖
1 試驗方法
本試驗采用三支具有不同鉆尖參數的硬質合金群鉆,直徑為φ10mm,槽長60mm,總長100mm。三支刀編號分別為1、2、3,三支刀變化的參數主要是尖高、圓弧半徑、外刃長度和外刃峰角[3],其鉆尖參數如表1所示。在較合理的切削參數下鉆削不銹鋼(1Cr18Ni9),并分析刀具斷屑和刀具磨損情況。

表1 三支群鉆鉆尖參數
2 對比試驗及結果分析
2.1 對比試驗
在較合理的切削參數[4](進給量0.25mm/r)下,用三支刀具分別以切削速度28.26m/min和34.54m/min,鉆削1Cr18Ni9,鉆孔深為30mm。試驗用美國HASS VOP-D VF5型加工中心,采用澆注式乳化液冷卻,鉆削過程中用YDZ-II02壓電鉆削測力儀可測量軸向力和扭矩[5],收集切屑,并對所得到的數據和切屑進行分析,觀察刀具磨損。
2.2 試驗結果與分析

表2 試驗數據

圖2 三支刀具軸向力、扭矩柱狀圖
將表2的數據繪制成直觀的柱狀圖(如圖2),從圖中可以看出,2號刀的最大軸向力和最大扭矩均為最小。1號刀外刃峰角最小,切削刃上各點的切削速度梯度最大,外緣處前角減小,外刃峰角小會使切削寬度增加,切削厚度減小,切削時所需的力會有所增加。另外1號刀的圓弧半徑較小,外刃與圓弧刃的交點B處刃尖角較小,散熱不好,也會增加軸向力和扭矩。而3號刀外刃峰角最大,切削刃長度縮短最多,單位長度上的負荷增加,外緣轉點處刃尖角減小過多,刀具散熱條件差,也會使軸向力增加。再加上3號刀的圓弧半徑過大,圓弧過于平低,外刃與圓弧刃的交點B處刃尖角過大,使兩段切削刃的變形程度較小,相關聯程度較大,雖然增加了B點的強度,但對分屑作用影響較大,產生較寬的切屑,這種切屑變形所需的能量大,故使得扭矩值也變大。
三支刀在轉速為900r/min和1100r/min,切削速度為28.26m/min和34.54m/min,進給量為0.25mm/r下,鉆孔所得的切屑如圖4所示。
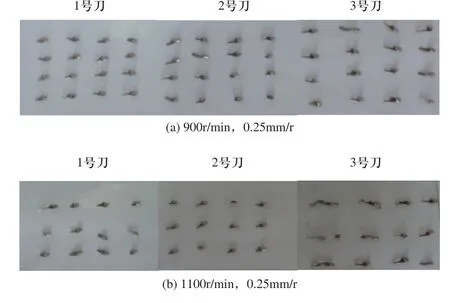
圖4 切屑形狀圖
從圖中可以看到,切削參數為900r/min,0.25mm/r時三支刀的切屑較短,為海螺型切屑,其中2號刀切屑形狀最好,長度最短;1100r/min,0.25mm/r時3號刀切屑最差,1號和2號相差不多,2號刀相對較短。三支刀都具有群鉆鉆尖,斷屑效果明顯,但由于三支刀鉆尖參數不同,造成切屑形狀有所差異。3號刀由于圓弧半徑過大,過于平低,使兩段切削刃的變形程度較小,相關聯程度較大,產生的切屑較寬。1號刀外刃較長,外刃形成的切屑較寬,在斷屑難易程度上比2號刀難。
三支刀經過刃口處理,每支刀在加工30個孔后,用刀具幾何參數測量儀測量的鉆尖前刀面磨損情況,對比如圖3所示。

圖3 鉆尖前刀面磨損對比
從圖中可以看出,三支刀在內刃前刀面部分都有燒黑現象,試驗過程中采用澆注式切削液冷卻,效果不是很理想。不銹鋼在加工時因發熱嚴重,且切削液不能及時到達加工區域進行冷卻,造成高溫下刀具燒傷,形成黑色表面。三支刀靠近主切削刃處磨損都不大,其中2號刀磨損最小,且2號刀無崩刃現象出現。而1號刀和3號刀外緣轉點處都有崩刃現象,因為3號刀的外刃峰角最大,外刃長度最短,外緣轉點處的刀尖角最小,單位長度上的負荷大,刀具散熱條件不好,導致崩刃最嚴重。1號刀由于外刃長度最長,所受扭矩大,故其也有較嚴重的崩刃。
綜上分析可知:2號刀切削力較小,刀具磨損量小,切屑呈短海螺型,斷屑效果比較理想,2號刀切削性能最好。
3 結論
1)加工不銹鋼時群鉆鉆尖可以應用在硬質合金麻花鉆上,發揮了群鉆優良的分屑、斷屑能力,并改善了切削刃的磨損情況。
2)加工1Cr18Ni9不銹鋼,2號刀的鉆尖幾何參數相對比較合理。切削力較小,刀具磨損量小,斷屑效果較為理想,切屑呈短海螺型。
3)本試驗所用刀具在加工不銹鋼時采用澆注式切削液冷卻,效果不是很理想,可以改為內冷式。
[1]倪志福,陳壁光.群鉆——倪志福鉆頭[M].上海:上海科學技術出版社,1999年9月:213-214.
[2]張波,張偉,張占陽.硬質合金群鉆鉆尖的試驗研究[J].工具技術,2008,42(10):73-75.
[3]張占陽.硬質合金高效鉆尖的試驗研究[D].大連:大連輕工業學院,2006.
[4]景璐璐,李鑄宇,陳明,孫方宏,胡祖光,祝新發,勵政偉,許輝.奧氏體不銹鋼鉆削變形系數的實驗研究[J].上海交通大學學報,2005,39(11):1746-1750.
[5]汲宏劍,張偉,宋寶良,李鑄宇.不同槽型的麻花鉆切削性能實驗[J].大連工業大學學報,2012,31(3):226-228.
Experimental study for maching stainless steel solid carbide drill with multi-facet drill point
LI Meng-long, WANG Man, ZHANG Wei, HE Feng-bao, Hu Jian-zhong
針對不銹鋼材料的性質,設計了一種具有新的鉆尖參數的硬質合金群鉆,在切削速度28.26m/min、34.54m/min和進給量0.25mm/r下鉆削不銹鋼。試驗表明加工不銹鋼時群鉆鉆尖可以應用在硬質合金麻花鉆上,充分發揮了群鉆優良的分屑、斷屑能力,并改善了切削刃的磨損情況。
不銹鋼;硬質合金;群鉆;鉆尖
李夢龍(1988 -),河南洛陽人,碩士研究生,主要從事先進制造工藝技術與裝備的研究。
TG713.1
A
1009-0134(2014)05(下)-0046-02
10.3969/j.issn.1009-0134.2014.05(下).13
2013-11-30
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
