12Cr2Mo1?19×3 mm熱交換器管工藝創新與實踐
2014-05-11 07:18:58王德默郭霜霜張瑞民
天津冶金 2014年1期
張 玲,賀 晶,王德默,趙 旭,郭霜霜,張瑞民
(天津市無縫鋼管廠,天津300220)
12Cr2Mo1?19×3 mm熱交換器管工藝創新與實踐
張 玲,賀 晶,王德默,趙 旭,郭霜霜,張瑞民
(天津市無縫鋼管廠,天津300220)
為降低生產成本,提高產品競爭力,通過合理的拉拔工藝及熱處理新工藝設計,深挖冷拔設備生產潛能,減少冷拔生產工序道次,生產出12Cr2Mo1?19×3mm小口徑冷拔熱交換器管。該項目的研發拓寬了企業生產高Cr、Mo含量小口徑冷拔熱交換器管的品種結構,降低了生產消耗,提高了產品成材率,提高了市場競爭力。
熱交換器管;拔制;道次;熱處理;力學性能
1 引言
受國際金融危機的影響,近年來國內無縫鋼管市場供大于求,加之民營無縫鋼管企業的異軍突起,使得調坯軋材的企業要更加關注成本和節能降耗。為此,企業技術人員研發了超出GB9948-2006標準要求的12Cr2Mo1熱交換器管。
2 拔制工藝的創新
由于12Cr2Mo1的Cr、Mo含量要比其它相關材質高2~3.3倍,按常規工藝,由于12Cr2Mo1的材質所需拔制力較大,12Cr2Mo1?19×3 mm工藝安排應設計為“7道次拔制”。但這種工藝流程長,生產節奏慢,質量控制困難,中間熱處理道次多,火耗高,造成能源消耗大、生產成本高、成材率低,沒有市場競爭力。
為此,技術人員開始了新工藝的研發,在充分分析了材質含量通過科學計算,對該產品進行了6道拔制的大膽實踐,減少一道次拔制,每噸管節約加工費300元,拔制工藝為:?63×3.8→?52×3→?45×3→?38×3→?32×3→?25×3→?19×3。
在該工藝中,?63×3.8→?52×3的變形系數[1]為1.52,是拔制過程的超臨界變形,因此在拔制時采取了以下措施:
(1)改變了拔制速度,拔制速度由10 m/min降為8 m/min。
(2)加強芯棒的監測,當彎曲度≥1.5 mm/m時及時更換,避免由于拔制過程中的失穩引起變形不均帶來變形開裂傾向。
(3)在內外模的安裝上確保公差范圍≤0.5 mm。
(4)鋼管在拔制后,保證及時進行熱處理避免了產生縱裂。
3 熱處理工藝的創新
我廠以前從未生產過該材質,高含量的Cr、Mo對管材熱處理就提出了新的要求,我們面對新材質的熱處理工藝[2],進行了大量的試驗爐試驗。
3.1 試驗內容
實驗內容為:拉伸試驗,評判標準以客戶需求進行判定。采樣3組,每組取樣10支,進行了試驗爐試驗及熱處理工藝評價。實驗具體內容如下:
從冷拔拔制后的鋼管取小樣30支,分成3組進行編號。
不同組別設計不同熱處理工藝制度,將編號后的鋼管試樣,進行不同工藝下的熱處理過程。第1組采用組號1;第2組采用組號2;第3組采用組號3。
根據不同試驗結果進行熱處理工藝調整。
確定最終實驗結果。
熱處理工藝參數見表1。
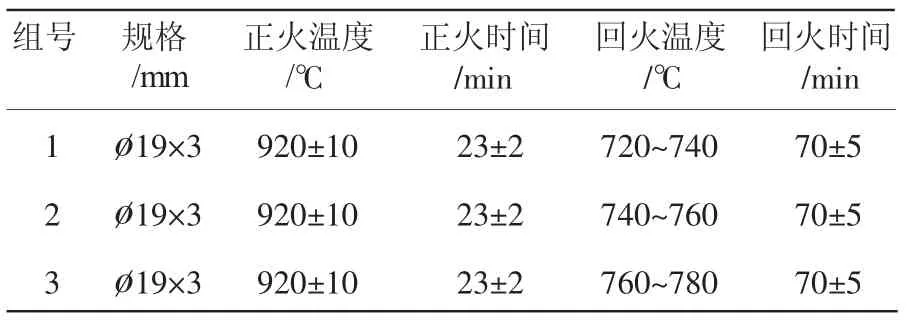
表1 熱處理工藝參數
客戶的需求為包括:屈服強度≥280 MPa;抗拉強度460~560 MPa;伸長率≥22%。該標準中抗拉強度的范圍較窄是正常值的70%,針對該情況我們對回火熱處理工藝從時間和溫度上進行了3組試驗爐試驗進行數據摸索。
3.2 試驗過程及結果
對用表1中的三組工藝所試驗的30支管子逐支進行力學性能試驗,每支管子的力學性能指標分別如表2所示。
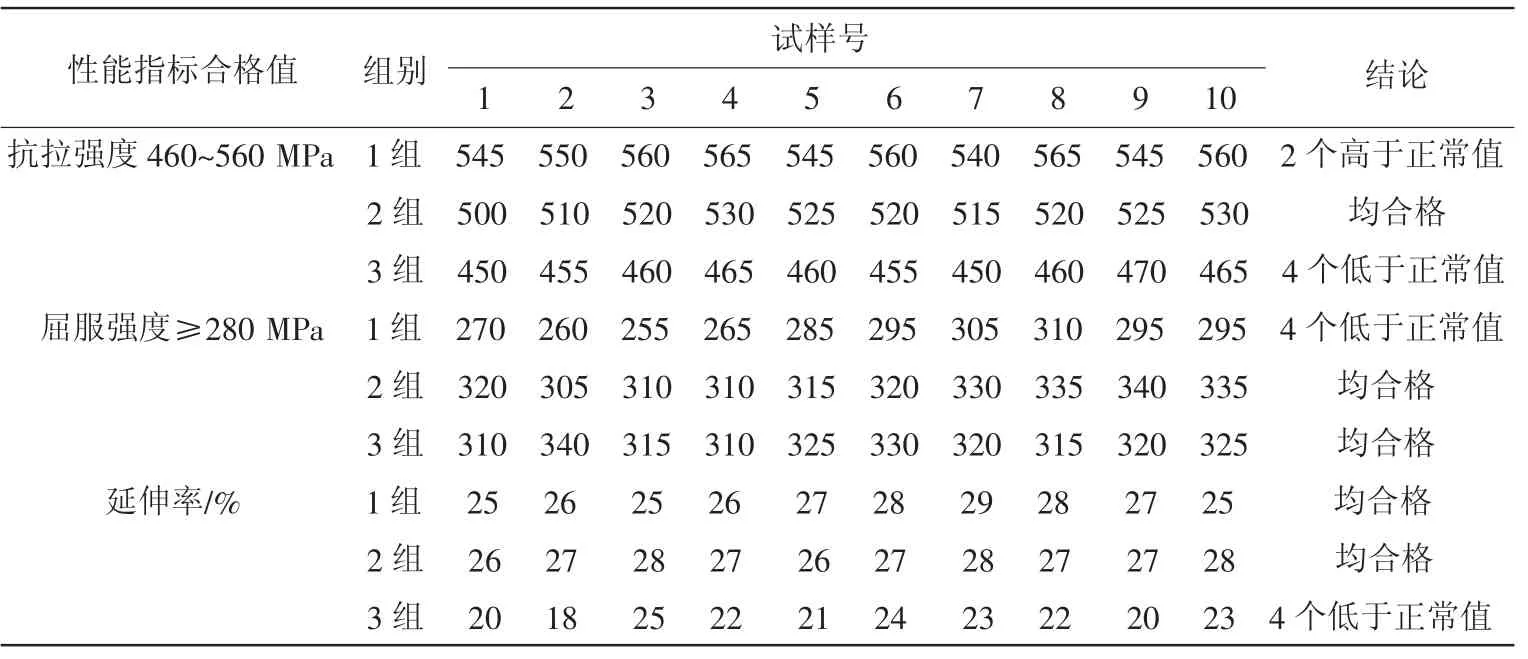
表2 三組工藝試驗管的力學性能指標
3.3 分析實驗結果
實驗結果表明,2組的力學性能都能滿足要求,確定的最終熱處理工藝為:正火溫度為(920± 10)℃,保溫時間:(23±2)min,回火溫度:740~760℃,保溫時間:(70±5)min。該工藝是科學合理的,在現實生產中我們采用該工藝。
4 規模化生產
在拔制工藝上從?63×3.8→?52×3的變形系數為1.52,是屬于拔制過程的超臨界變形[3],因此規模生產時我們改變了以下拔制工藝及熱處理工藝:
(1)降低拔制速度,拔制速度由常規產品的10 m/min降為8 m/min。
(2)由工藝監督工對芯棒的監測,當彎曲度大于每米1.5 mm時進行更換,以避免由于拔制過程中的失穩引起變形不均,造成變形開裂傾向。
(3)內外模的公差保證控制在≤0.5 mm的范圍內。
(4)鋼管在拔制后及時進行熱處理,避免了產生縱裂。改變了常規品種的集中熱處理的模式,工藝設計上實現了1.52變形系數能夠保證拔制的順利進行,產品質量穩定。這一大膽嘗試對高合金材質工藝設計上實現了新的突破,積累了經驗。
在現場熱處理工藝控制過程中,通過已確定熱處理工藝,在實現規模生產中,我們充分考慮試驗爐與現場熱處理爐之間的差別,試驗爐預熱時間短,鑒于熱處理爐的有效長度,及爐內供熱點的分配,我們采取了鋼管進爐后在預熱加熱段運行20 min,達到740~760℃后在保溫區運行70 min,根據時間爐長逆推出電機轉數用于現場,確定電機轉數為100轉。
5 生產結果
從整體生產后取樣結果如表3所示。
在規模生產過程中,所取試樣均滿足顧客的特殊要求。

表3 生產取樣結果力學性能
6 結論
我廠首批生產該產品300 t,新拔制工藝、熱處理工藝的開發對于高合金含量材質減少了道次,提高了生產效率,保證產品質量;由于減少了1道次拔制,減少了1次中間熱處理,降低了火耗,正品成材率提高了2個百分點;不僅拓寬了品種的銷售渠道,而且為企業增規模、降成本發揮了積極作用。
[1]冷軋(拔)無縫鋼管生產[M].北京:冶金工業部,1986:129-148.
[2]金屬材料與熱處理[M].北京:冶金工業部,1985:58-78.
[3]趙乃勤.合金固態變相[M].長沙:中南大學出版社,2008:125-129.
(編輯 崔建華)
Process Innovation and Practice on the Production of 12Cr2Mo1?19×3 mm Heat Exchanger Pipe
ZHANG Ling,HE Jing,WANG De-mo,ZHAO Xu,GUO Shuang-shuang and ZHANG Rui-min
(Tianjin Seamless Steel Pipe Factory,Tianjin 300220,China)
In order to lower production cost and improve product competitiveness,12Cr2Mo1?19×3 mm small diameter cold drawn heat exchanger pipe was produced by designing reasonable drawing process and new heat treatment process,deeply excavating the production potential of cold drawing equipment and reducing process passes at cold drawing production.The research and development of the project expanded the product mix of small diameter cold drawn heat exchanger pipe containing high chromium and molybdenum,reduced production consumption,increased product rolling yield and improved market competitiveness.
drawing;pass;heat treatment;mechanical property
10.3969/j.issn.1006-110X.2014.01.007
2013-08-15
2013-09-10
張玲(1964—),女,天津人,高級工程師,主要從事無縫鋼管生產工藝及企業技術管理工作。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
