TP110-SUP13Cr薄壁油管的熱軋生產
2014-05-12 01:15:24梁海泉丁宏鈞
天津冶金 2014年2期
關鍵詞:生產
丁 煒,孫 強,梁海泉,丁宏鈞
(天津鋼管集團股份有限公司軋管二部,天津300301)
TP110-SUP13Cr薄壁油管的熱軋生產
丁 煒,孫 強,梁海泉,丁宏鈞
(天津鋼管集團股份有限公司軋管二部,天津300301)
介紹168PQF機組TP110-SUP13Cr薄壁油管的熱軋生產方法。采用151孔型,減小軋制力與總延伸系數;與普通碳鋼混合軋制,減輕工具粘鋼,提高產品內外表面質量;采用專用管坯加熱制度,實現管坯充分加熱;合理調整穿孔、連軋工藝參數,有效避免軋卡和毛管分層,提高軋制穩定性。
熱軋;高合金;薄壁;無縫鋼管
1 引言
隨著能源需求增大,油氣生產廠家開始轉向開發腐蝕環境較為惡劣的油田和天然氣井,過去普遍使用的碳鋼和低合金鋼鋼管難以保證足夠的抗腐蝕性能。在各油氣田的材料腐蝕方面,石油管材的腐蝕是較為突出的問題之一,嚴重威脅著油田的正常生產。石油管材的腐蝕分為內腐蝕和外腐蝕[1]。外腐蝕過去研究較多,主要是土壤腐蝕、地下水腐蝕、雜散電流腐蝕和宏觀電池腐蝕等;內腐蝕由內部介質所導致,其顯著特點是存在氣、水、烴、固共存的多相流腐蝕介質,其中CO2腐蝕為目前研究的熱點和難點。圖1為典型的油管CO2腐蝕案例圖片。
API標準中可選用L80-13Cr鋼級管材進行CO2腐蝕環境下油氣開采,其在150℃以下具有較好的抗CO2腐蝕能力,但當溫度高于150℃,且H2S氣體濃度較高時,L80-13Cr鋼級管材的抗局部腐蝕性能就較差。實驗證明,在13Cr馬氏體不銹鋼中通過添加鎳元素和鉬元素,可使其在CO2環境中擁有優良的抗點蝕和抗均勻腐蝕性能[2-3]。國外將含鎳5%、含鉬2%左右的13Cr馬氏體不銹鋼稱為SUP13Cr,國內鋼鐵行業將其稱為超級13Cr,不同企業結合自身產品體系,又為企業編號名稱,其中天津鋼管集團有限公司開發的超級13Cr鋼種稱為TP110-SUP13Cr,屬于馬氏體不銹鋼,具有優良的抗CO2腐蝕性能。
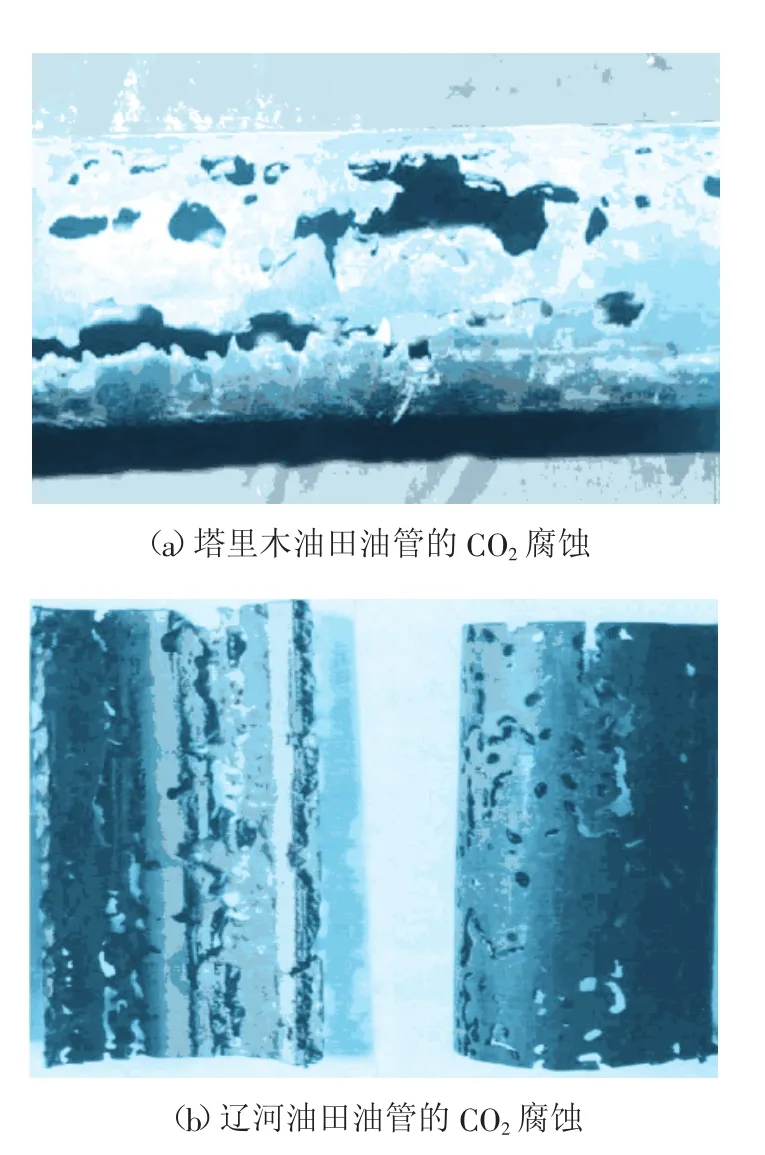
圖1 CO2腐蝕案例圖片
與L80-13Cr管材一樣,TP110-SUP13Cr鋼級油套管只能采用無縫鋼管生產。由于TP110-SUP13Cr管坯的變形抗力大,穿孔、連軋工序的軋制力均高于普通碳鋼,生產薄壁油管時,軋制力更是超出設備設計能力,跳電停機的隱患大。同時,鋼管的內、外表面缺陷較軋制普通碳鋼產品時更易出現,軋制工具壽命明顯縮短,導盤、頂頭、芯棒容易粘鋼、磨損,缺陷率很高。傳統的熱軋鋼管生產工藝很難保證TP110-SUP13Cr薄壁油管的軋制質量與軋制效率。
天津鋼管集團有限公司168新型鋼管廠,為三輥連軋管技術的開拓者。自2003年投產以來,至今已連續生產10年。在生產高合金高鋼級產品方面,該機組已積累了寶貴的生產經驗。為攻克TP110-SUP13Cr薄壁油管的熱軋生產難題,機組的技術人員通過自主創新,在外方設計的185孔型基礎上,成功開發出151孔型,專用于軋制變形抗力大、總延伸系數要求小的難軋產品及重點合同。經過實踐檢驗,該孔型能穩定軋制生產TP110-SUP13Cr薄壁油管。
2 TP110-SUP13Cr薄壁油管的熱軋工藝
2.1 管坯準備
選用TP110-SUP13Cr材質鍛造管坯,其主要元素含量見表1。將TP110-SUP13Cr鑄錠快鍛為?165 mm,用機械修磨為截面規格為?150 mm的圓面柱狀管坯,管坯定尺2 500 mm,管坯端部不做中心定位孔。投料管坯計劃軋制生產為10.5~11.3 m的三倍尺?73.02 mm×5.51 mm目標規格薄壁油管。同時準備等數量、同規格的45#鋼連鑄管坯。
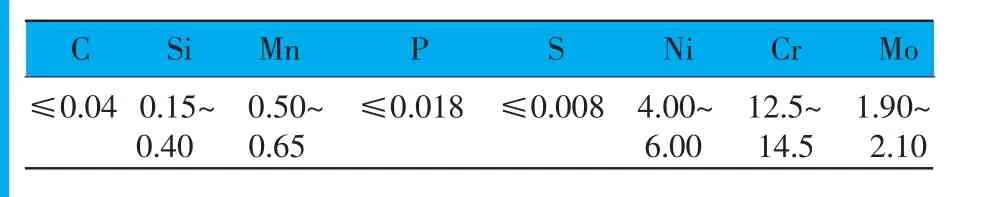
表1 TP110-SUP13Cr主要元素含量/%
2.2 環形爐裝料及加熱
據文獻4介紹,熱軋不銹鋼時,采用混合軋制模式,可利用混軋碳鋼清洗軋輥等工具表面,提高不銹鋼產品的內外表面質量。TP110-SUP13Cr材質薄壁油管生產時采用混合軋制工藝方式,即將TP110-SUP13Cr材質定尺管坯與普通碳鋼材質管坯每6支一組交替裝爐,既平衡生產,減輕設備軋制壓力,又防止連續軋制高合金產品,軋輥、導盤、芯棒等工具表面粘鋼。混合軋制工藝管坯裝爐示意圖見圖 2,普通碳鋼管坯長度應大于 TP110-SUP13Cr管坯長度。
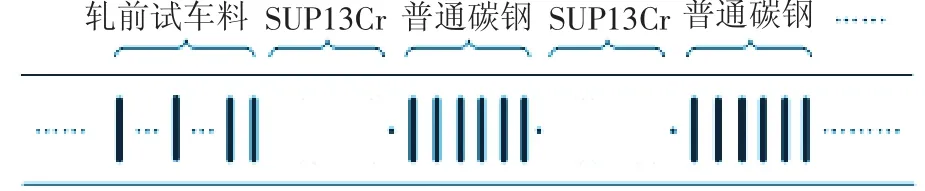
圖2 TP110-SUP13Cr材質薄壁油管管坯裝爐示意圖
圖3為13Cr的垂直截面相圖,從圖3中看出,溫度在1 285℃左右會析出δ鐵素體,產生晶界熔化,在軋制過程中容易產生內表面缺陷,溫度太低又會大大增加軋制抗力,容易造成穿孔咬入困難或尾端軋卡的情況。TP110-SUP13Cr雖然在13Cr鋼的基礎上添加了擴大奧氏體區的Ni元素,但因Cr元素含量高達12.5%~14.5%,其加熱特點依然可以參考13Cr相圖。經過實踐驗證,較為合理的管坯加熱溫度為1 180~1 260℃。
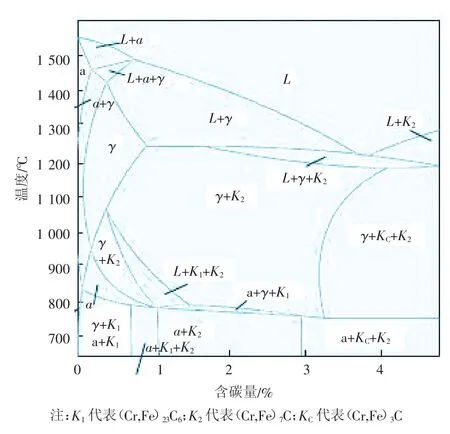
圖3 13Cr的垂直截面相圖
根據TP110-SUP13Cr材質特點,168機組開發了專用管坯加熱制度:即環形爐加熱采用六區溫度加熱控制,加熱燃料使用天然氣,其中前三區設定溫度850℃,加熱、保溫約1.5 h,使管坯在850℃以下預熱充分,溫度沿整個金屬坯料軸向均勻分布。后三區設定溫度1 200~1 240℃,加熱、保溫1~1.5 h,使管坯在850℃以上快速加熱至目標溫度并保溫。管坯在爐加熱總時間為2.5~3 h,出爐溫度設定為1 200~1 240℃。管坯加熱溫控曲線見圖4。
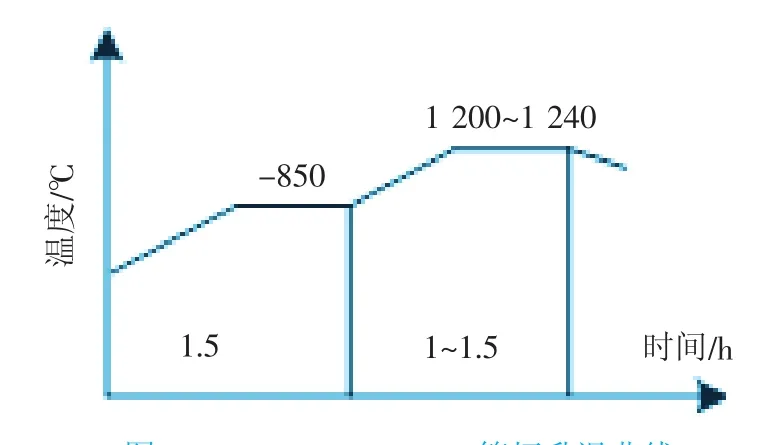
圖4 TP110-SUP13Cr管坯升溫曲線
要依靠熱輻射,外表能量聚集,內外溫差較大。生產中,由于設備等原因造成生產停機超過30 min時,需將開軋時出爐溫度降低30~50℃,依靠管坯自身的熱傳導,降低管坯內外溫差,以有效避免軋輥、導盤的粘鋼,避免軋卡。
2.3 錐形輥斜軋穿孔
使用狄舍爾錐形輥穿孔機,將TP110-SUP13Cr管坯軋制成毛管。將軋輥距離、導盤距離、頂頭前伸量結合在一起調整,使穿孔機各參數組合達到最佳狀態,如設定不當,很容易引起壁厚不均和內外表面缺陷,而且還容易誘發軋卡等故障。
據文獻5介紹,當管坯咬入位置到頂頭前端的距離(X)和管坯直徑(D)之比<0.6時,內表面裂紋缺陷的發生率就較低。同時還要保證導盤不粘鋼、不發生軋卡,要求 X/D>0.4。為確保穿孔TP110-SUP13Cr管坯時滿足0.4<X/D<0.6,穿孔的頂前壓下率必須控制在4%~7%,排產時穿孔輥壽命控制在6 000支以內最佳,而當穿孔輥軋制支數超過10 000支時,無法保證0.4<X/D<0.6的范圍要求,造成內表面缺陷和咬入不佳。根據生產實踐認為導盤距離(A)和軋輥輥距(E)比值應控制在1.07~1.15范圍內,軋制TP110-SUP13Cr薄壁油管時,按下限控制。
控制穿孔變形速度非常重要,變形速度越快,軋件溫升大,穿孔時容易析出δ鐵素體,造成內表面缺陷的增加和軋制工具的磨損。生產實踐證明,軋輥的線速度為1.0 m/s時比線速度為0.5 m/s時內外表面缺陷概率增加1倍。導盤電機的扭矩和導盤速度成正比,導盤速度過快會造成導盤電機扭矩增大,軋制TP110-SUP13Cr時控制導盤線速度為軋件速度的2.0~2.5倍。穿孔時咬入角α控制在11°≤α≤11.5°,避免軋卡和毛管分層(見圖5)。適當降低穿孔機軋輥轉速,有利于減小頂頭的軸向阻力,且管坯中心易發生塑性變形,較易形成空腔,減少了內折、分層等的產生;TP110-SUP13Cr在高溫下較易造成導盤粘鋼,粘鋼會造成管體劃傷、內外壁凹坑等缺陷,并增加了脫棒的難度,因此穿孔過程中,應加強對導盤的冷卻,減少粘鋼的趨勢。穿孔后毛管的名義外徑178 mm,名義壁厚13.5 mm。
圖5 TP110-SUP13Cr材質產品的分層缺陷
2.4 限動芯棒連軋
使用5機架高精度PQF三輥限動芯棒連軋管機,將TP110-SUP13Cr毛管軋制成荒管,再經3機架脫管機,使芯棒與荒管分離。對預穿速度、限動速度、出口速度分別進行合理設定,使軋制過程盡可能處于穩定狀態,如果設定不當,很容易因限動載荷過高造成芯棒從襯瓦中脫離、芯棒鍍鉻層破損、產品內表面缺陷等問題,影響生產作業率及產品質量,降低工具壽命。
軋制速度的控制非常重要,TP110-SUP13Cr材質的變形抗力大,軋機速度較快,金屬變形速率大,連軋主電機所承受的扭矩較高,對連軋設備的壓力增大,容易造成設備故障,甚至引發連軋主機保護性跳電停機,生產TP110-SUP13Cr薄壁油管時,連軋出口速度按2.5~3.5 m/s控制。限動速度過快,限動扭矩波動性增大,容易發生芯棒脫離,引發抱棒;限動速度過小,限動力增大,容易發生襯瓦失效,生產時控制限動速度在0.4~0.8 m/s,可有效平衡限動扭矩的大小與穩定性,提高軋制成功率。圖6為相同出口速率、不同限動速度下的連軋軋制力圖,限動速度的不同對連軋軋制力影響不大;圖7為相同出口速率、不同限動速度下的連軋、限動扭矩圖,限動速度為0.4 m/s時的限動扭矩比0.6 m/s時平均值增加27%,但限動扭矩波動性減小,軋制穩定性明顯提高。同時,為確保脫管順利,可將脫管機的速度提高1%~3%。
軋制時共使用6支TP110-SUP13Cr專用芯棒,連軋后荒管名義規格為?143.8 mm×5.80 mm。由于TP110-SUP13Cr遇冷水極易產生裂紋,連軋過程中,除連軋機架、脫管機架開啟冷卻水外,連軋區域輥道、限動床身、入口夾送輥以及連軋后巷道冷卻水均應關閉,以防止大量冷卻水濺到鋼管表面致其開裂,特別注意不使用連軋前的高壓水除鱗。
2.5 再加熱爐與張力減徑
為保證張力減徑工序中荒管的初始溫度均勻,進而保證張減后油管質量和性能穩定,對TP110-SUP13Cr荒管采用再加熱爐快速入爐生產工藝。再加熱爐設定出爐溫度980℃,采用30 s穩定連續出料方式進行張力減徑加工。
使用24機架張力減徑機將出再加熱爐后的荒管軋制成目標油管。使用?143.8 mm→?73.02 mm規格的張力減徑機架,控制終軋長度36.6 m左右。熱軋張減之后油管的規格即為成品規格?73.02 mm×5.51 mm,無需后續冷加工。普通碳鋼材質管坯投料后軋制成?73.00 mm×5.50 mm結構管。張力減徑后,TP110-SUP13Cr材質油管與普通碳鋼管在冷床雙排布料,做好人工標志。生產時關閉張減前高壓除鱗水。
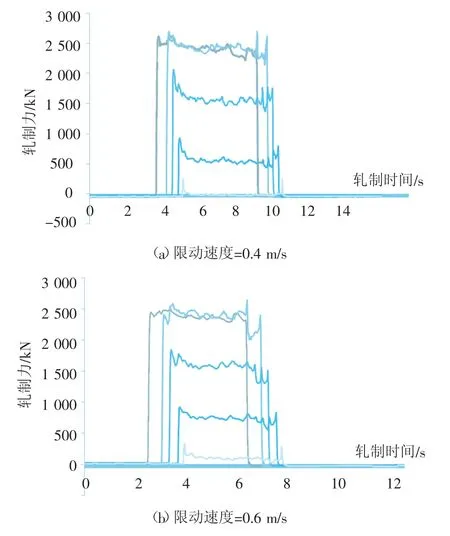
圖6 相同出口速度、不同限動速度時的連軋軋制力對比
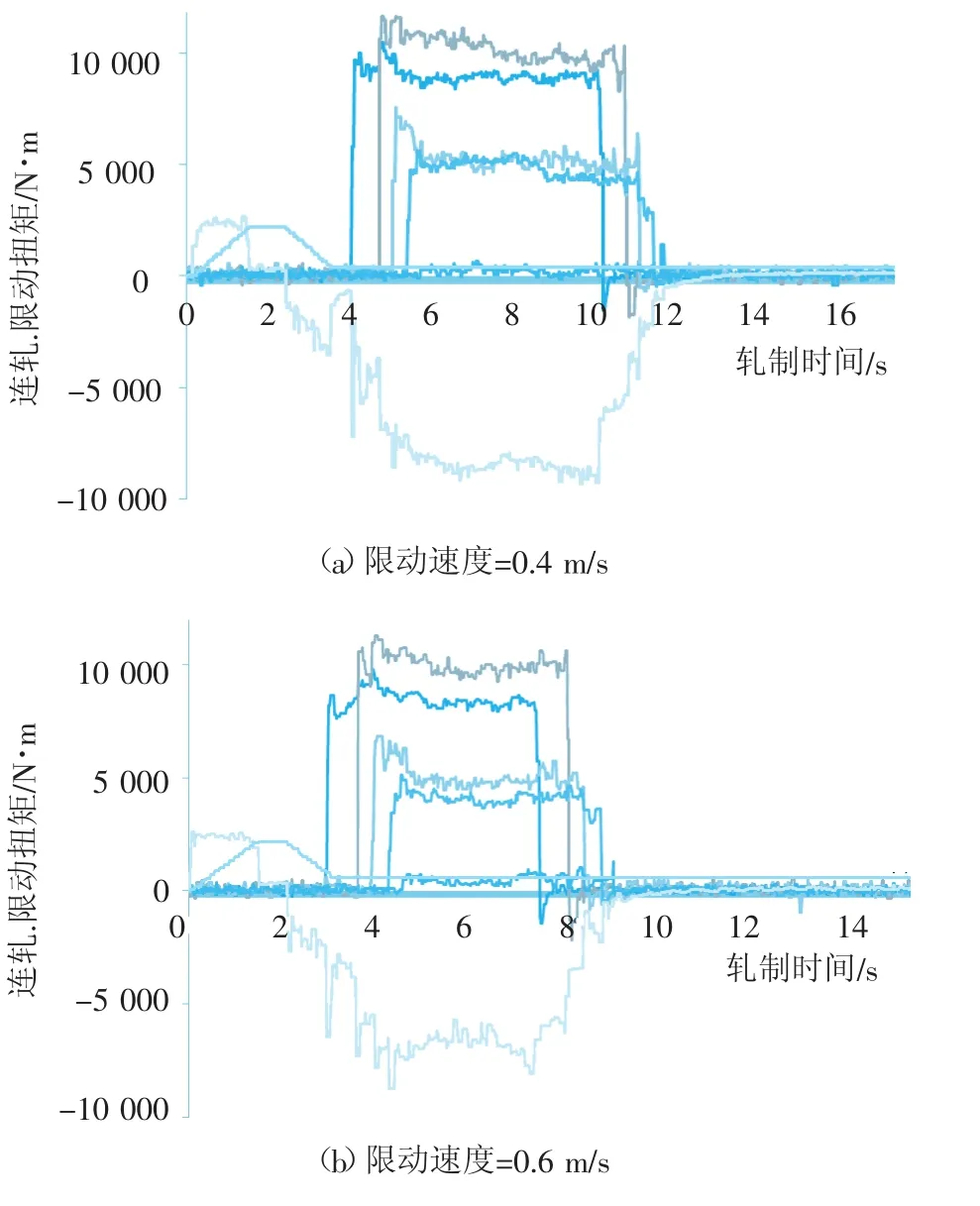
圖7 相同出口速度、不同限動速度時的連軋、限動扭矩對比
3 產品指標
通過上述熱軋工藝方法軋制生產的TP110-SUP13Cr材質?73.02 mm×5.51 mm薄壁油管,軋制后空冷即得到馬氏體組織,需及時進行熱處理或去應力退火。實物產品經空氣淬火、高溫回火后,各項性能指標均滿足公司內控工藝要求,其中,屈服強度≥758 MPa,抗拉強度≥862 MPa,硬度≤32 HRC,晶粒度符合ASTM標準,在天津鋼管集團有限公司技術中心進行的取樣壓扁試驗測試和抗CO2腐蝕試驗測試中,壓扁量72.37%時油管無破裂,在模擬CO2腐蝕介質下試驗,管材的腐蝕速率指標合格。
經人工檢測,軋制的TP110-SUP13Cr薄壁油管幾何尺寸滿足API標準要求,鋼管的內外表面質量良好,熱處理后超聲波探傷合格率達90%以上。合格產品已在中國神華煤制油化工有限公司鄂爾多斯煤制油分公司的“CO2收集與封存10萬t示范井”項目中成功應用。
4 小結
(1)天津鋼管集團有限公司168新型鋼管廠自主設計開發的151孔型,通過采用小口徑管坯,減小總延伸系數的設計方法,成功實現 TP110-SUP13Cr薄壁油管的穩定熱軋生產。
(2)采用與普通碳鋼混合軋制的生產工藝,減輕工具粘鋼,提高內外表面質量;采用850℃以下預熱保溫足夠長時間,之后快速升溫至目標溫度的專用管坯加熱制度,實現TP110-SUP13Cr管坯的充分加熱;合理調整穿孔輥距、導距、頂前壓下率,采用較小的咬入角、較低的金屬變形速度,有效避免軋卡和毛管分層;使用專用芯棒,控制連軋出口速度,合理設定限動速度,平衡限動扭矩的大小與穩定性,提高軋制成功率。
(3)本文采用的方法實現了TP110-SUP13Cr薄壁油管的穩定熱軋生產,產品的各項性能指標滿足標準要求,已在實際工程項目中成功應用。
[1]趙文德.石油天然氣管道的腐蝕與防護 [J].化學工程與裝備, 2009(7):100-101.
[2]易邦旺,錢學君,郎文運,等.鎳含量對13Cr型馬氏體不銹鋼性能的影響[J].金屬功能材料,1997(2):75-78.
[3]劉克斌,周偉民,植田昌克,等.超級13Cr鋼在CO2的CaCl2完井液中應力腐蝕開裂行為[J].石油與天然氣化工,2007,36(3):222-226.
[4]任賢霖,馬文博.超純鐵素體不銹鋼熱軋生產控制方法[J].寶鋼技術,2009(6):47-50.
[5] 盧立峰,王君國,高瑞全.13Cr不銹鋼毛管錐形穿孔生產工藝[J].天津冶金,2008(5):61-63.
Hot Rolling Production of TP110-SUP13Cr Thin Wall Oil Casing
DING Wei,SUN Qiang,LIANG Hai-quan and DING Hong-jun
(The Second Division of Pipe Rolling Department,Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
The hot rolling production approach for TP110-SUP13Cr thin wall oil casing by 168PQF mill is introduced.151 pass was adopted to reduce rolling force and total elongation coefficient.Mixed rolling with carbon steel was applied to alleviate the sticking on the tool and to improve internal and external surface quality.Specified billet heating system was adopted to realize thorough heating of the billet.Process parameters for piecing and continuous rolling were adjusted reasonably to effectively avoid rolling block and blank pipe lamination and to lift rolling stability.
SUP13Cr;high alloy;thin wall;seamless steel pipe;hot rolling
10.3969/j.issn.1006-110X.2014.02.010
2013-09-05
2013-09-29
丁煒(1985—),男,碩士,工程師,主要從事無縫鋼管生產工藝與理論研究工作。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16