大孔徑軋制機架的加工分析
2014-05-16 06:09:10劉鵬,趙磊
天津冶金 2014年2期
劉 鵬,趙 磊
(天津賽瑞機器設備有限公司,天津 300301)
大孔徑軋制機架的加工分析
劉 鵬,趙 磊
(天津賽瑞機器設備有限公司,天津 300301)
介紹了大孔徑鋼管生產線機架的整套加工分析。加工前期,結合機架的結構特點,對比常規加工方式,分析加工難點,研發設計工裝夾具,解決了加工難題;加工中期,通過實際生產制造,不斷總結加工經驗,形成系統化的問題解決措施,最終成功完成了設備的加工制造。該項目提高了公司的制造能力,開拓了新的加工領域,產生了較大的經濟效益。
大孔徑;軋制機架;工裝夾具;機加工;實用新型專利
1 引言
天津賽瑞機器設備有限公司首次進行了大孔徑(500孔型以上)鋼管生產線核心設備的制造,是提升公司制造水平和市場競爭力、打開新的市場的關鍵。其中主要零部件包括508孔型脫管機和定徑機(見圖1),相比以往接觸過的168孔型、258孔型、350孔型和460孔型機架,此次是目前同類產品中尺寸規格最大的一種,其主要結構特點是三組孔的角度精度較高,孔的角度精度為60°±1′且組孔軸線到中心的距離為(510±0.035)mm,并且在機架內部的尺寸精度也要超越以往加工過的任何一種(孔的具體尺寸為 ?5950+0.07、?5000+0.063、?5350+0.07均為H7公差)。正是由于它們的結構特點和加工精度高等要求,所以對該產品的加工進行詳細分析。
2 脫管機及定徑機架體加工的難點分析
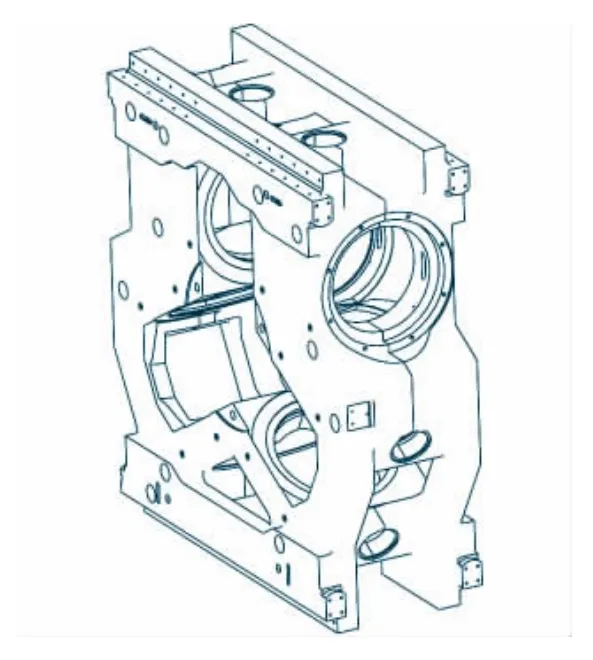
圖1 架體結構圖
常規的加工方法是:將工件(架體)直接固定在鏜床的旋轉工作臺上,將刀具安裝在主軸上進行加工。但車間根據脫管機及定徑機外形尺寸,準備在160鏜床加工最為合適,但其主軸直徑僅為?160mm。目前車間最大數控落地鏜床FB260,主軸直徑也只有?260mm,但工作臺面規格較大,角度加工困難。根據脫管機及定徑機架體的圖紙,可以看出,加工任何一組角度孔,主軸都必須至少伸出1 500mm,伸出較長;且圖紙顯示內孔徑均在?500以上,刀具安裝在主軸上,至少單邊要探出170mm,探出也較長。以上兩種因素嚴重影響角度精度及機架內部的尺寸精度。如不設計工裝,無法保證該工件的加工要求。
3 工裝設計的簡要說明
工裝由工裝底板、刀桿支撐裝配、鏜刀桿裝配、定位塊裝配、中心定位塊五部分組成。其中工裝底板與機床工作臺面連接在一起;刀桿支撐裝配與工裝底板定位連接;鏜刀桿裝配由刀桿支撐裝配支撐,與主軸連接;定位塊裝配與工裝底板定位連接;中心定位塊與工裝底板定位連接。
3.1 工裝底板的設計(見圖2)
根據工件外形尺寸兼顧機床工作臺面參數,從節約工裝制造成本的理念出發,工裝底板采用鋼板焊接結構,在其底部合理位置加入加強筋板,這樣比鑄造成型成本節約將近30%,與鑄造件同樣加工變形小,且強度較好。在數控龍門銑上加工底板上下端面,保證平面度及平行度0.03 mm要求。同時加工出把合其它零部件的把合孔,保證各孔的位置公差要求。該底板支撐機架,起到工裝母體的作用。
3.2 刀桿支撐裝配的設計
共六套,此裝配由軸承座、軸承、端蓋、油杯、密封圈幾部分組成(見圖3)。
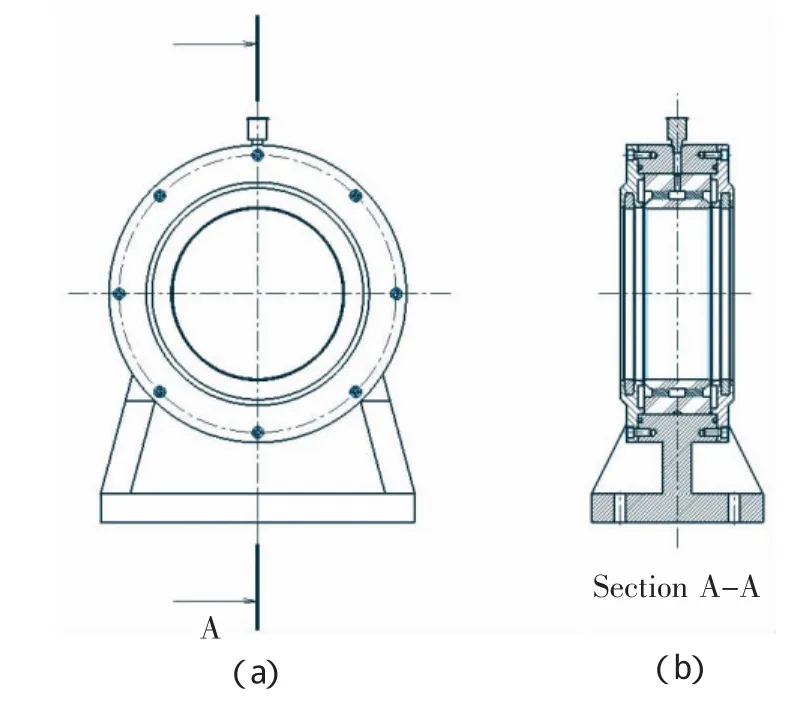
圖3 刀桿支撐裝配
根據工件三組角度孔的中心距要求,設計加工軸承座孔中心距;兩套一組,裝入軸承,由軸承支撐鏜刀桿裝配運動;端蓋及密封圈設計為壓軸承外圈,端面和徑向雙重密封有效起到防塵封油的作用,延長軸承的使用壽命;油杯起到給軸承注油的作用。刀桿支撐裝配與工裝底板采用螺栓和錐銷定位連接,保證工件加工時孔的中心距和角度精度。
3.3 鏜刀桿裝配的設計
此裝配由鏜刀體、刀柄兩部分組成(見圖4)。鏜刀體采用厚壁空心管及圓鋼的焊接結構。刀體直徑?300,有效地控制了刀具的探出長度。采用雙軸承座支撐,避免了由于主軸伸得太長,強力切削時主軸擺動,導致精度無法保證的問題。刀柄與刀體采用定位凸臺、定位鍵及螺栓連接,既定位準確,又較好地傳遞了扭矩,且刀柄可根據機床規格不同更換。
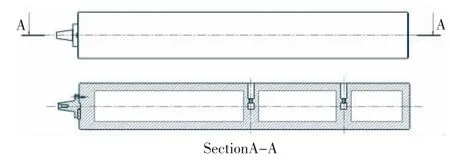
圖4 鏜刀桿裝配
3.4 定位塊裝配的設計(見圖5)
共8套,分為固定定位塊和可調整定位塊兩種。固定定位塊與可調整定位塊分別采用焊接方式安裝在工裝底板四角,工件向工裝底板擺放時,由固定的一側定位,可調整的一側起到微調的作用。
3.5 中心定位塊的設計(見圖6)
粗加工后的架體,架體中心由立車車出一圓孔與中心定位塊配合定位,中心定位塊與工裝底板靠止口定位,這樣架體與工裝就間接定位了。
4 加工流程的簡要說明
整體安裝調試過的工裝(見圖7)。
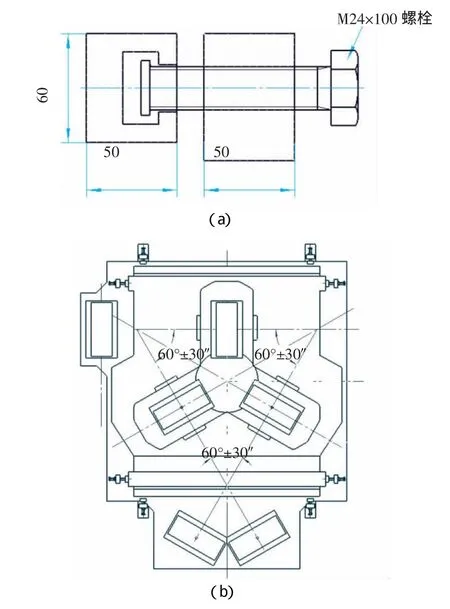
圖5 定位塊裝配及使用
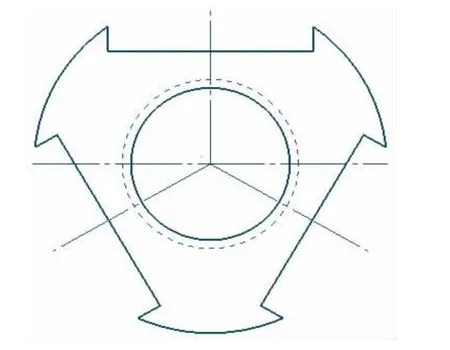
圖6 中心定位塊
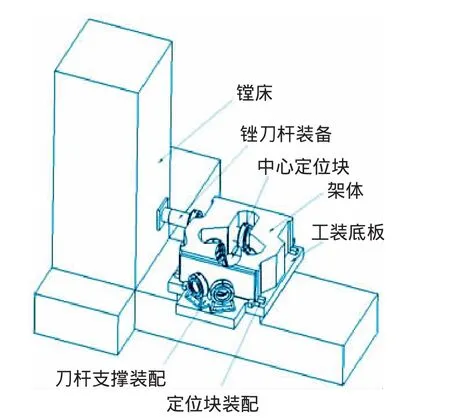
圖7 加工示意圖
使工件的加工完全滿足圖紙要求,加工步驟如下:
(1)刀桿支撐裝配、定位塊裝配、中心定位塊與工裝底板安裝成一體后,整體裝夾在鏜床上。
(2)利用架體已加工的內腔內圓與中心定位塊外圓配合定位,結合固定定位塊,將架體擺放在工裝底板上。
(3)機床找正,利用可調整定位塊對架體進行微調,將架體裝夾在工裝底板上。
(4)與天車配合,將鏜刀桿裝配從外側穿過刀桿支撐裝配,達到孔的加工位置。
(5)將鏜刀安裝在鏜刀桿裝配的刀方中,頂絲固定,按圖進行鏜孔加工。
(6)一組孔加工完后,將鏜刀桿裝配拉出,旋轉工作臺,再將鏜刀桿裝配重新裝入工裝中,進行下一組孔的加工,直至三組孔加工完成。
5 常見加工問題的解決
5.1 架體合箱錯縫問題
架體為鑄件,鑄造外形誤差較大,給后期合箱找正帶來一定的加工難度;且由于把合孔的加工問題,同樣也會造成外形錯縫的現象。
針對此問題,有三種解決方案。如僅外形存在較小錯縫問題,直接加工外形,圓滑過渡,保證外觀質量;如組孔端面存在錯縫問題,首先加工此面完全見光,鑲板塞焊,
保證尺寸公差,保證使用性能;如調整后,各部位錯位較嚴重,達到15~20mm,影響正常加工,執行退料更換原則。
5.2 架體補焊修復問題
架體材質為球墨鑄鐵(QT400),可焊性較差。如果缺陷小且存在于不主要的部位,用純鎳焊條或鎳基焊條,采用冷焊法,焊后可以加工,但強度可能達不到母材級別;如果缺陷較大,則采用與母材相同的石墨球化鑄鐵焊條(通用鑄鐵焊條Z268)補焊。這種焊條采用低碳鋼芯,除在藥皮中摻加石墨化劑及球化劑外,還摻加較多的脫氧元素和孕育劑,對水分、空氣、鐵銹等不敏感,球化不變性很高,白口傾向較低。焊后形態滲碳體較少、鐵素體較多,具有必然的塑性,因此抗裂性較好。剛度不大的部位可以采用不預熱焊接工藝,但剛度很大的部位則應進行預熱或采用加熱減應區法。
5.3 導軌間距超差問題
導軌間距是機架整體上線使用的關鍵尺寸,超差影響機架使用。由于導軌面裝配時有調整墊進行調整,因此導軌間距超差0.5 mm以內,可調;若超差0.5 mm以上,需進行補焊修復。
5.4 軋輥安裝側隙過小問題
軋輥安裝側隙過小,軋輥與架體之間易產生干涉,嚴重影響機架的正常運轉。若側面間隙不均勻,可能存在側端面垂直度超差,必須先檢測三組孔的角度精度,再修復間隙量;若側面間隙均勻,直接修復即可。
6 結語
通過對機架加工方式的深入剖析,本文提供了一種數控機床的輔助工裝,解決了大孔徑508孔型脫管機及定徑機三組孔的角度精度和內部尺寸精度的加工問題,使大孔徑機架的加工具有可操作性。工裝通過實際應用,在保證工件加工精度和加工穩定性的前提下,加工效率較無工裝時至少提高50%。工裝的使用擴大了機床的加工范圍,開闊了此類工件的加工思路。經過不斷總結經驗,形成系統化的生產,最終圓滿地完成了該批工件的加工任務,產生了巨大的經濟效益。截至目前,我公司先后承攬了近百架508孔型機架的制造合同,直接創造產值約5000萬元。同時,此工裝設計已成功申報了實用新型專利。
[1]陳玉平.球墨鑄鐵鑄件的焊補工藝[J].新技術新工藝(熱加工技術),2004(10):50-5 1.
[2]洛陽軸承研究所.滾動軸承產品樣本[M].北京:中國石化出版社,2000:193-2 3 7.
[3]楊叔子.機械加工工藝師手冊[M].北京:機械工業出版社,2001:17 6 1-17 7 3.
[4]成大先.機械設計手冊[M].4版.北京:化學工業出版社,2002:192-204.
[5]京第一通用機械廠.機械工人切削手冊[M].6版.北京:機械工業出版社,2004:4 3 1-4 4 2.
Machining of Big Bore Rolling Stand
LIU Peng and ZHAO Lei
(Tianjin SERI Machinery Equipment Corporation Limited,Tianjin 300301,China)
This paper introduces the machining of the entire set of big bore stand in pipe rolling pro
duction line.At the early phase of machining,the author considered the structure characteristics,compared regular machining approach,analyzed machining difficulties,and developed and designed the clamping tools to solve machining difficulties.During machining,by summarizing and accumulating machining experience,systematic solutions came into being and the machining and manufacturing of the equipment was successfully accomplished at last.The project improved the manufacturing capability of the company,developed new machining field and made much economic benefit.
big bore;rolling stand;clamping tool;machining;utility model patent
10.3969/j.issn.1006-110X.2014.02.040
2013-09-13
2013-10-13
劉鵬(1980—),男,工程師,主要從事工藝技術管理、設備改造及維護等方面的研究工作。