管端縮口及去應力退火工藝研究
2014-05-16 06:09:00駱敬輝宋佳芮侯振宇
天津冶金 2014年2期
關鍵詞:工藝
駱敬輝,宋佳芮,侯振宇
(1.天津鋼管集團股份有限公司技術中心,天津 300301;2.藍光奧的斯電梯曳引機(天津)有限公司,天津 300457)
管端縮口及去應力退火工藝研究
駱敬輝1,宋佳芮2,侯振宇1
(1.天津鋼管集團股份有限公司技術中心,天津 300301;2.藍光奧的斯電梯曳引機(天津)有限公司,天津 300457)
通過對管體進行整體縮徑的方式摸索不同規格的管端縮口工藝,得出了縮徑前后的物理參數變化,為了消除殘余應力,以試驗的方式研究了去應力退火的工藝。
縮口;殘余應力;去應力退火
1 引言
在石油管行業中,特殊扣接頭的設計大都采用螺紋+密封的結構形式,螺紋結構用來承受軸向載荷,密封結構用來承受內外壓力載荷,接頭的密封面通常設計在管端,在螺紋對頂之后,增加扭矩對提高密封性能有一定作用,然而,過高的扭矩容易使臺肩屈服。首先,由于加工密封面的需要,使鋼管端部的密封面部分壁厚大大減小,其次,為了保證鋼管內徑與接箍的齊平,往往又需要進行管端內倒角加工,這樣有限的臺肩厚度大大減小,對密封性能及抗壓縮性能極為不利。因此為了提高特殊扣的密封能力兼顧抗過扭能力,在薄壁鋼管的加工工藝上,在加工前通常采用管端縮口(收口)形式,縮口加工是特殊扣接頭加工前的常見工藝。
2 縮口的實現
2.1 縮口工藝的實質
管端縮口是一種無切屑的冷擠壓工藝,它是根據金屬塑性成形原理,將冷態的鋼管管端裝在收口模具型腔內,在強大的壓力和一定的速度作用下,迫使鋼管在模具型腔中順勢屈服變形,從而獲得所要求的尺寸和形狀。
管端縮口是靠縮口模具來控制管體金屬流動的,根據設計圖紙尺寸和形狀的要求,靠金屬體積的轉移來實現管端成型。如圖1所示,將管端插入有錐度的型腔內,在軸向壓力下,管體按照型腔的尺寸控制滑動發生縮口變形。
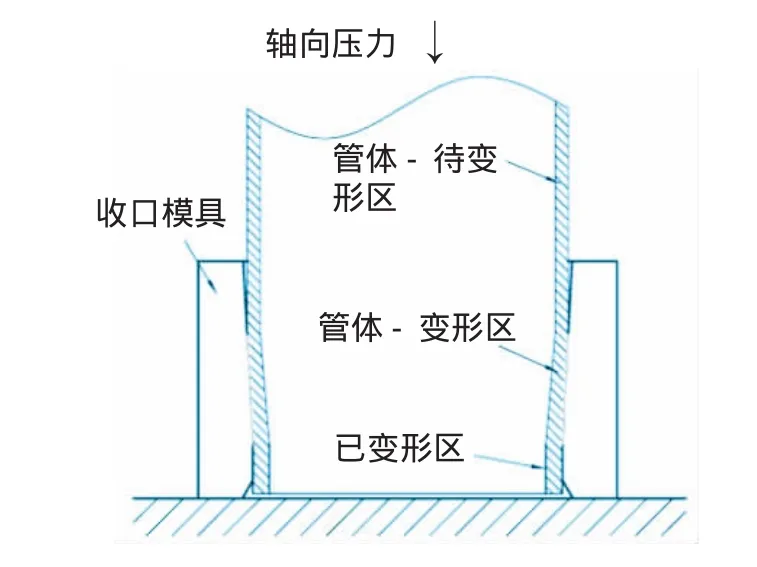
圖1 縮口示意圖
2.2 縮口工藝的實現過程
鋼管縮口變形時,管體處于壓應力狀態,見圖2,在與模具的接觸位置,管體內部產生剪切應力,操作中,應使這種變形緩慢而有限,防止管端和模具損壞。縮口前,管端外緣應加工倒角(1~2 mm)×45°,以避免端面棱角劃傷模具,為保證金屬流動流暢,模具與管體均應涂抹混合石墨的潤滑油。縮口屬于塑性變形,當外部擠壓力去除后其彈性變形量將恢復,即“彈復”,試驗表明恢復量在0.3%~0.7%。管體壓入量應提前計算,以某特殊扣的密封面長度為例,在壓入過程中應分段多次縮口。通過試驗與近似計算得到表1。

表1 幾種常見規格的鋼管管端壓入模具量
以常見的?88.9 mm×6.45 mm鋼管為例(K為模具錐度):

在管端縮口過程中,管端在型腔模具的空間的限制下受到軸向壓力的作用,管端徑向變形,產生縮口現象。
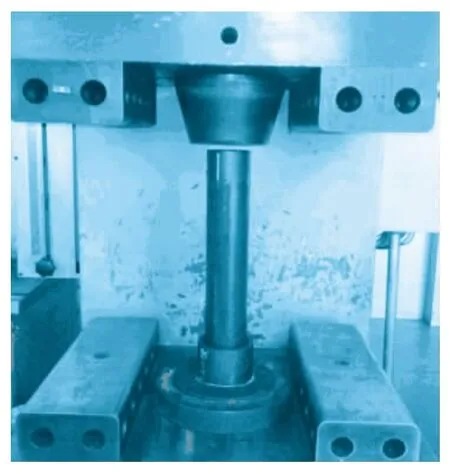
圖2 管端壓入模具圖
評價縮口的兩個指標[1]:
式中:D1為鋼管縮徑前的平均外徑;D2為鋼管縮徑后的平均外徑。
對一段管體進行整體縮徑后,其壁厚增加,長度增加。以?88.9 mm×6.45 mm P110鋼管為例,選取縮徑模具內徑86.20mm,按照圖3預先進行測量位置標記,整體縮徑后,測量如下尺寸見表2、表3。
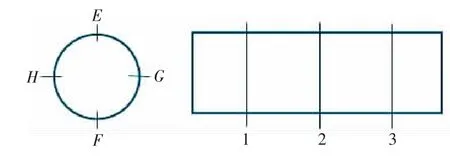
圖3 取樣標記示意圖

表2 縮徑前后長度變化
根據生產實踐得知,不同鋼種與縮徑之間的基本關系見表4,值得注意的是,對于大壁厚的鋼管,必須進行多次縮口處理[2],防止管端開裂現象發生,管端縮口屬于冷加工,在加工中會產生大量的熱能。
3 管端縮口的后續問題
為了研究管端縮口區域的性能變化情況,考慮到縮口區域較小,無法直接加工試樣(材力性能),現取300mm鋼管為樣品,按照圖1的處理方式,對樣品進行整體縮徑處理,模具尺寸按照縮口的目標值進行設計。

表3 縮徑前后的壁厚變化 /mm
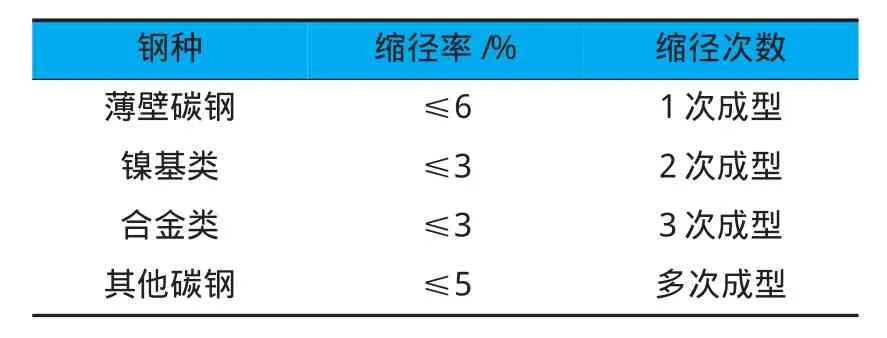
表4 不同鋼種與縮徑之間的基本關系
3.1 喇叭口現象
對鋼管進行整體縮徑后,冷加工的處理方式在管體內部(縱向與環向)會形成殘余應力,當鋼管被擠壓出模具型腔,環向約束消失,管端的內應力徑向釋放,加之收到表面滑移阻力的影響,靜態下表現為管端出現喇叭口狀的彈性恢復,見圖4圓圈內部分。
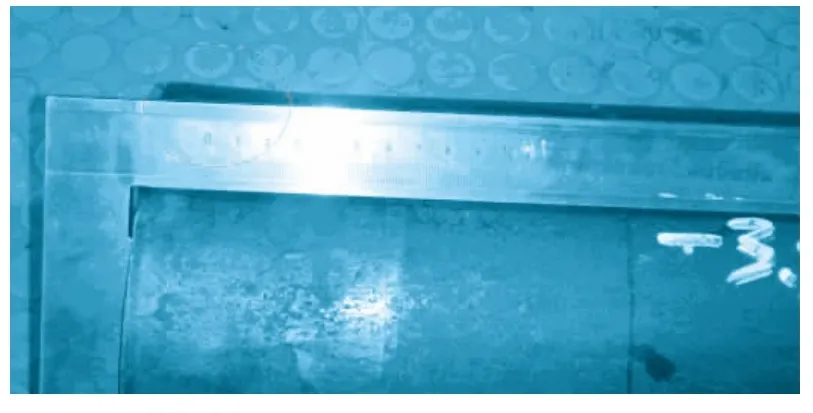
圖4 縮徑后管端出現喇叭口現象
3.2 翹曲現象
縮徑后的管體在縱切取拉伸試樣后會出現兩端翹曲現象,如圖5所示。因為隨著管體的切開,基體內大量殘余應力會自由釋放,將性能取樣變形為翹曲狀態。

圖5 縮徑后取樣發生的翹曲現象
3.3 位錯密度的變化
冷加工時,縮口模具強制作用剪切力在滑移面上移動產生位錯,它的運動在宏觀上表現為塑性變形,這是金屬表現塑性的原因。試樣經過冷加工后,晶格組織上產生了大量的位錯,但是隨著位錯的不斷增加,有一部分位錯會離開滑移面形成固定位錯,這些固定位錯就像是定在某些區域的釘子一樣,它對其余位錯的運動會起到阻礙作用,這時,金屬的塑性特征得到減小,也就是說縮徑冷加工的材料強度會增加。
以?88.9 mm×6.45 mm P110鋼管為例,通過試驗測定的位錯密度變化見表5。
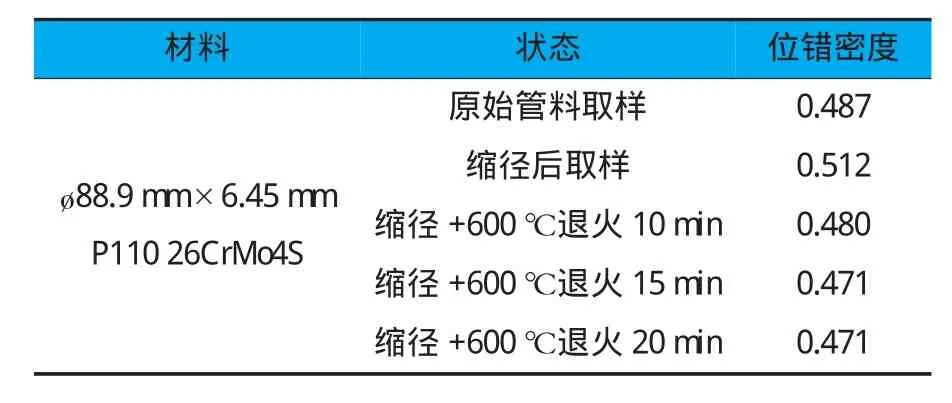
表5 處理工藝對位錯密度的影響
經過退火后,位錯密度有所下降,甚至低于冷加工之前,隨著退火時間的增加,位錯密度逐漸趨于穩定,但始終存在,即使單純的退火,對降低位錯也是有一定幫助的。
3.4 殘余應力的變化
對縮徑后的管段進行開縫法的殘余應力測量:

式中:Df為開縫后的外徑平均值{=(Df+Df+Df)/3},mm;D0為開縫前的外徑平均值{=(D01+D02+D03)/3},mm;υ為泊松系數0.30;E為彈性模量,MPa,取E=20.6×104Mpa;t為平均壁厚。
利用開縫法殘余應力的計算公式,以?88.9 mm×6.45 mm P110鋼管為例,計算得到縮徑前后的內部殘余應力,見表6。
管端縮口屬于冷加工范疇,冷加工過程存在加工硬化現象。隨著金屬材料變形量的增加,材料的強度和硬度增加,塑形下降,其對管端的性能有一定的影響。
外力對材料的做功約有90%轉變成熱能散失,但是約有10%左右以殘余應力形式的彈性能留在塑形變形的材料當中,使材料的內能增加,宏觀表現就是增加了殘余應力,殘余應力是指平衡于金屬內部的應力,當外力去除后而仍然保留下了的內應力,它是由于金屬的內部變形不均勻而引起的,絕大部分的內應力存在于晶格畸變中,翹曲與喇叭口現象都是由于過大的殘余應力造成的,殘余應力的存在會降低材料的抗腐蝕性能,即應力腐蝕[3]。

表6 縮徑前后的殘余應力變化
對于管端而言,隨著螺紋的加工,端面壁厚變薄,加速了殘余應力的釋放,有可能造成加工參數的不穩定,影響加工精度,甚至出現開裂。
4 去應力退火工藝
去應力退火是將工件加熱到Ac1以下的適當溫度(根據鋼種確定),保溫一定時間后緩慢冷卻的工藝方法。去應力退火是一種無相變的退火,其目的是為了去除由于機械加工、變形加工等后等產生的殘余應力。
4.1 去應力退火工藝曲線(見圖6)
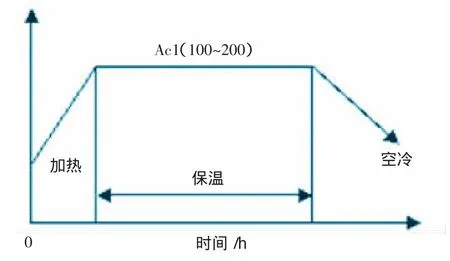
圖6 去應力退火工藝曲線
去應力退火的溫度范圍一般為500~650℃,一般應比最后一次回火溫度低40~60℃,以免降低硬度及力學性能[3]。
4.2 試驗研究
試驗程序及取樣,見圖7。
本試驗取3個規格鋼管,分別按照下列試驗程序進行:
(1)取樣總長約1 200mm,縱向4象限標記,做定位標記測量外徑與壁厚(每圈8個點)。
(2)分為 3段(每段400mm),一段為原始,另一段為縮徑樣,另一段為縮徑后+退火樣。
(3)測量縮徑后的外徑壁厚,測量縮徑后退火后的外徑壁厚。
(4)原始段測量殘余應力,取拉伸試樣。
(5)縮徑段測量殘余應力,取拉伸試樣。
(6)縮徑再退火后測量殘余應力,取拉伸試樣。
(7)整理數據。按照如上所述試驗程序完成后,得到的數據見表7。
可見,去應力退火對消除殘余應力,恢復材料的機械性能十分有必要。對同一鋼管的去應力退火,其實是加熱溫度、保溫時間、及冷卻速度三者共同作用的結果[4]。針對熱處理對象的規格、大小及鋼種制定合適的退火工藝需要進行大量的小樣熱處理科學試驗[3]。
5 結論
在特殊扣螺紋加工中,為了保證扭矩臺肩部位的加工完整性,進而提高密封及抗過扭能力,管端收口是一種有效的預處理方法,但是,由以上的試驗可知,收口這種冷加工方式增大了管端的內應力,產生了不利的影響,通過大量的試驗數據,發現消除殘余應力變得十分有必要,進行去應力退火處理是消除殘余應力的常見工藝,在試驗中摸索合適的退火工藝是對生產具有一定的指導意義。
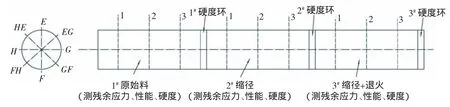
圖7 去應力退火取樣標記圖
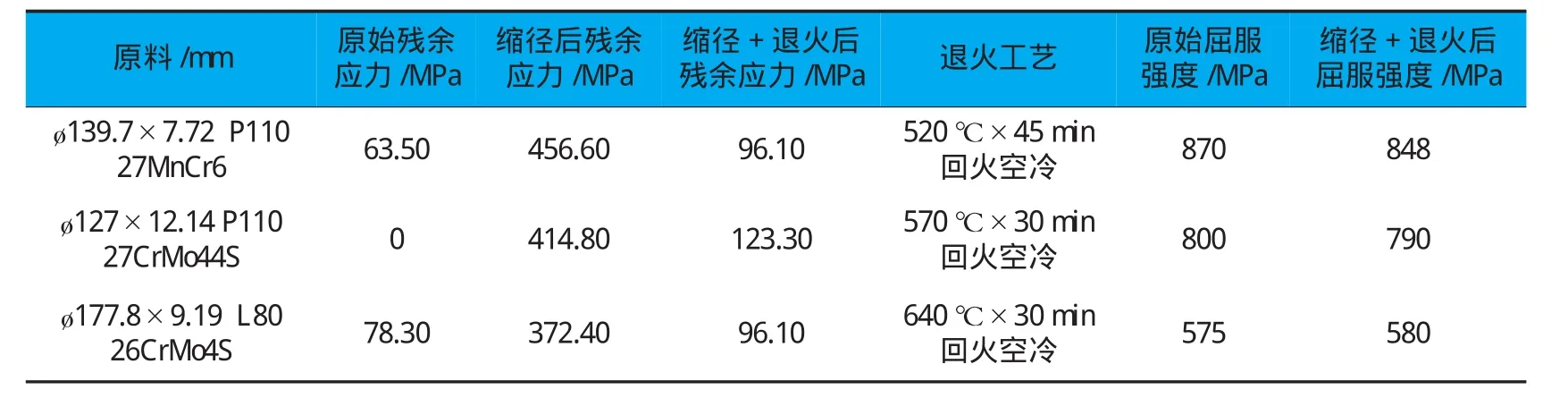
表7 幾種管體材料的去應力退火結果
[1] 俞漢清.金屬塑性成型原理[M].北京:機械工業出版社,2007.
[2] 張水忠.擠壓工藝及模具設計[M].北京:化學工業出版社,2009.
[3] 王榮聲.工程材料及機械制造基礎[M].北京:機械工業出版社,1997.
[4] 張艾麗.劉志斌.關偉宏.焊接件去應力退火工藝參數試驗[J].汽輪機技術,2000,42(4):41-43.
Study on Pipe End Necking Down and Stress Relief Annealing Process
LUO Jing-hui1,SONG Jia-rui2and HOU Zhen-yu1
(1.Technology Center of Tianjin Pipe[Group]Corporation,Tianjin 300301,China;2.BlueLight Otis Elevator Traction Machine[Tianjin]Company Limited,Tianjin 300457,China)
Pipe end necking down processes for pipes with different sizes were explored by way of entire pipe diameter necking down to obtain physical parameter variation before and after diameter necking down.In order to eliminate residual stress,stress relief annealing process was studied by way of experiment.
necking down;residual stress;stress relief annealing
10.3969/j.issn.1006-110X.2014.02.005
2013-09-1 5
2013-10-1 2
駱敬輝(197 6—),男,碩士,工程師,主要從事石油管性能評價試驗工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52