HP13Cr不銹鋼工藝實(shí)踐
2014-05-16 06:08:28袁續(xù)陽(yáng)王豐產(chǎn)宋智宇
天津冶金 2014年2期
袁續(xù)陽(yáng),祖 峰,王豐產(chǎn),宋智宇
(天津天管特殊鋼有限公司,天津 300301)
HP13Cr不銹鋼工藝實(shí)踐
袁續(xù)陽(yáng),祖 峰,王豐產(chǎn),宋智宇
(天津天管特殊鋼有限公司,天津 300301)
天津天管特殊鋼有限公司采用電爐出鋼鋼水與感應(yīng)爐熔煉合金鋼水相兌,通過LF、VOD、模鑄工藝生產(chǎn)HP13Cr超低碳不銹鋼,分析和檢驗(yàn)結(jié)果表明,吹氧后碳含量可達(dá)0.017%。VOD還原后,Mn、Cr、Si元素的平均收得率分別可達(dá)89.4%、98.4%、84.6%,鋼錠鍛造后的管坯冶金質(zhì)量均滿足技術(shù)標(biāo)準(zhǔn)要求。
不銹鋼;管坯;電弧爐;感應(yīng)爐;LF+VOD;模鑄
1 引言
我國(guó)不銹鋼的生產(chǎn)與應(yīng)用正處在前所未有的高速發(fā)展期,世界范圍內(nèi),不銹鋼的生產(chǎn)與應(yīng)用也進(jìn)入了競(jìng)爭(zhēng)更加激烈的新階段[1]。面對(duì)國(guó)內(nèi)外這一形勢(shì),天津天管特殊鋼有限公司于2006年進(jìn)行了不銹鋼冶煉設(shè)備改造,通過對(duì)實(shí)際生產(chǎn)數(shù)據(jù)分析,經(jīng)驗(yàn)總結(jié),不斷改進(jìn)生產(chǎn)工藝,目前生產(chǎn)的不銹鋼產(chǎn)品質(zhì)量合格,深得客戶的信賴。
HP13Cr是超級(jí)馬氏體鋼不銹鋼,含碳量低,加入一定量的Mo相當(dāng)于提高了Cr的含量,再加上Ni的配合,可有效地提高HP13Cr耐蝕性能,特別是在含二氧化碳和硫化氫介質(zhì)環(huán)境中的耐蝕性能有很大的提高。因此,HP13Cr不銹鋼在石油和天然氣開采中,作為高鋼級(jí)抗二氧化碳和硫化氫腐蝕的石油套管坯料,得到了廣泛的應(yīng)用。其化學(xué)成分見表1。
2 工藝路徑及主要設(shè)備參數(shù)
HP13Cr不銹鋼管坯生產(chǎn)工藝路徑為:電爐鋼水+感應(yīng)爐預(yù)熔合金→LF(扒渣)→VOD→模鑄主要設(shè)備技術(shù)參數(shù)見表2。
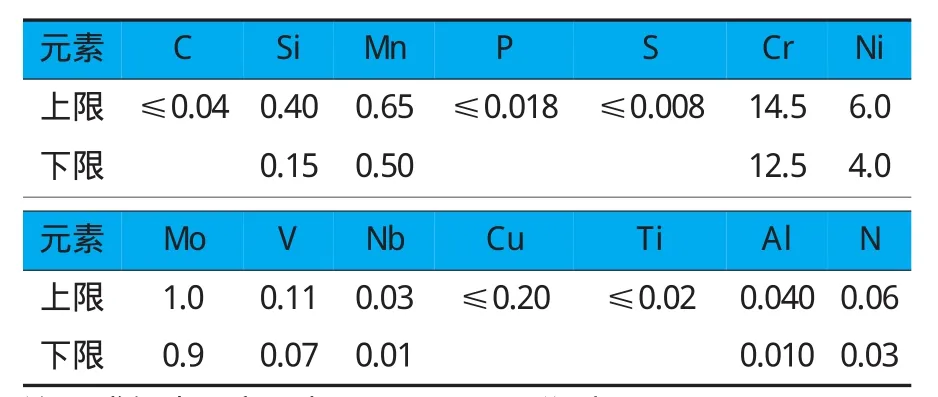
表1 HP13Cr的化學(xué)分/%
3 生產(chǎn)過程控制
3.1 電爐冶煉工藝
電爐冶煉采用“全管頭(含鉻、鉬)+鐵水”配料方案,降低入爐料的P、S含量及五害元素含量,生產(chǎn)數(shù)據(jù)表明:與“普通廢鋼+鐵水”配料方案入爐料相比,可降低鋼水60%初始S含量,降低到0.030%,同時(shí)回收廢鋼中鉻、鉬,其入爐料總裝入量控制在 80~85 t,出鋼量可控制在 58~60t。由于相對(duì)裝入量較小,鋼液面較正常冶煉時(shí)低,因此冶煉過程中需要注意及時(shí)造渣、換渣操作,保證出鋼鋼水P≤0.007%[2-3]。通過偏心爐底出鋼,防止下渣,出鋼時(shí)終點(diǎn)碳控制在0.04%~0.06%,可有效防止鋼水過氧化,降低鋼水中氧含量[2],減少回磷。出鋼過程中按脫氧效果先弱后強(qiáng)的順序加脫氧劑、合金,這樣可以使生成的低熔點(diǎn)脫氧產(chǎn)物,在鋼液中碰撞易于聚集生成大顆粒夾雜,再通過氬氣攪拌而浮出鋼液表面,最后加入渣料,通過鋼渣混沖進(jìn)行脫硫。
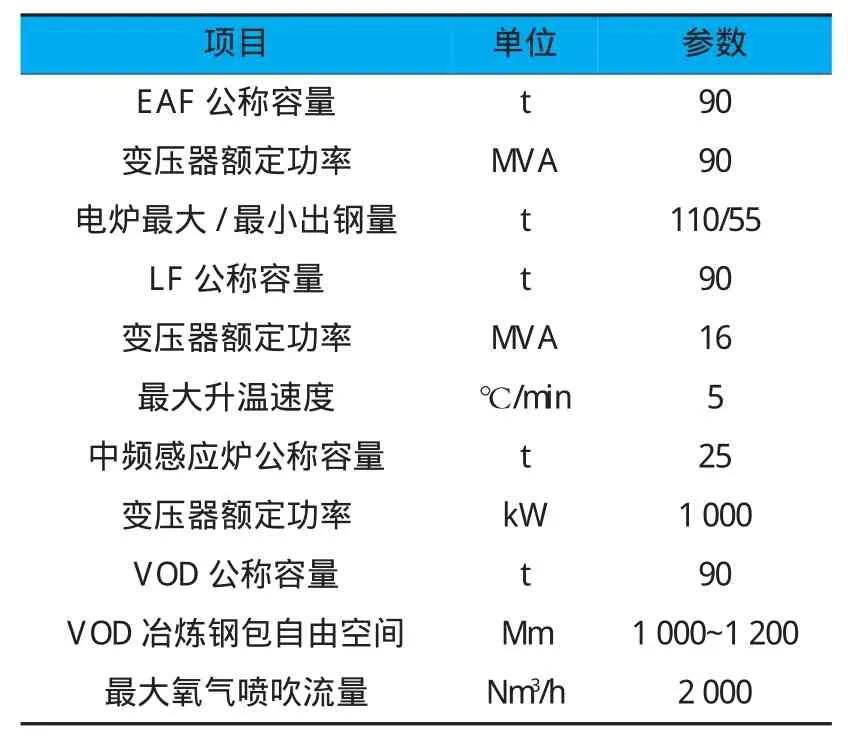
表2 主要設(shè)備技術(shù)參數(shù)
3.2 感應(yīng)爐冶煉工藝
感應(yīng)爐主要用來(lái)熔化合金及部分返回廢鋼。要求使用低P(P≤0.030%)、S含量的合金,確保混合后的鋼水P含量不超規(guī)格上限,鋼水S含量相對(duì)也較低,為L(zhǎng)F處理提供有利條件。裝料順序和供電曲線如下:先裝入低熔點(diǎn)的鎳板(熔點(diǎn)為1 425~1 455℃)、高鉻(熔點(diǎn):1 520~1 550℃)。起始送電采用先小功率,約3000W,10min后送電功率提高到5000~6000W,待鎳板、高鉻全部熔化后,且合金熔液溫度在1 550℃以上時(shí),再分批加入HP13Cr返回廢鋼,總量控制到10~15 t。最后升功率到7000W以上,通過料倉(cāng)分批加入低鉻(熔點(diǎn):1 600~1 640℃)。爐內(nèi)料位升起后,加入覆蓋劑,防止渣面結(jié)殼。感應(yīng)爐出鋼溫度控制在1 620~1 640℃,待電爐出鋼鋼水就位到感應(yīng)爐出鋼位,鋼包接通氬氣后,翻爐出鋼。出鋼時(shí),調(diào)整好氬氣流量,保證鋼水?dāng)嚢杈鶆颉?/p>
3.3 LF精煉工藝
為進(jìn)一步降低鋼水中S含量,在LF爐中加高堿度頂渣(主要成分CaO)進(jìn)行精煉處理,充分吹氬,氬氣流量控制在100~120NL/min,精煉處理過程中采用螢石調(diào)渣,保證頂渣堿度及流動(dòng)性。使用鋁粉及復(fù)合脫氧劑進(jìn)行渣面脫氧,確保脫S效果[4]。LF進(jìn)行粗調(diào)合金成分,目標(biāo)值控制如表3所示。
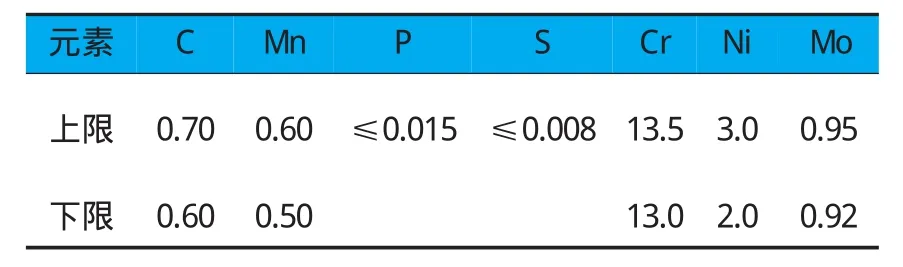
表3 LF處理后成分控制目標(biāo)/%
其他元素V、Nb,在VD處理前調(diào)整;剩余部分Ni板作為VOD后冷卻鋼水合金使用。
LF處理結(jié)束前,加入螢石調(diào)渣,保證渣子流動(dòng)性良好,控制吊包扒渣溫度1 630~1 645℃,扒渣后要求鋼水“鏡面”裸露80%以上。
3.4 VOD處理工藝
扒渣結(jié)束后,開始進(jìn)行VOD處理,VOD處理開始的溫度為1 580~1 600℃,以保證吹氧后鋼水溫度在1 720℃左右(不會(huì)過高或過低)。鋼包就位后,調(diào)整好氬氣,流量控制在30~50NL/min,以氬氣攪拌剛剛裸露出鋼液面為宜(此為扒渣后裸露面)VOD處理鋼水量控制在88~93 t,鋼包自由空間控制在1000~1 200mm。VOD吹氧總量以LF后成分為準(zhǔn)進(jìn)行計(jì)算,具體見表4。
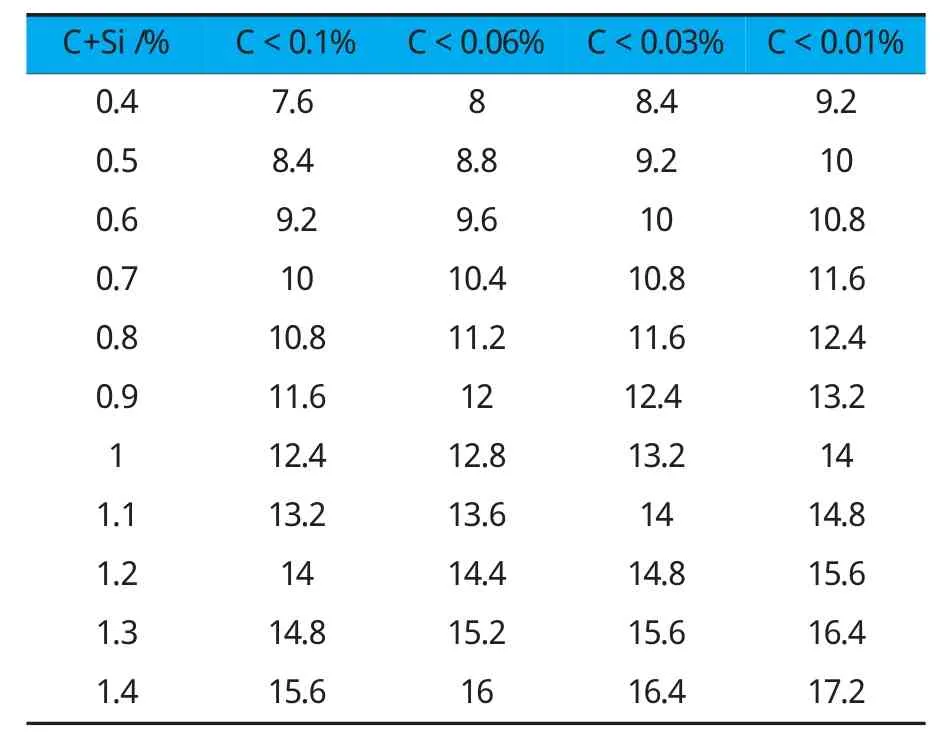
表4 VOD吹氧總量計(jì)算/Nm·3t-1
VOD吹氧過程按表5進(jìn)行控制,要求脫碳速度平緩進(jìn)行,這樣鋼水噴濺相對(duì)較小。
MTA(多功能氣體分析儀)是一個(gè)廢氣測(cè)量的新系統(tǒng),通過廢氣量的檢測(cè)達(dá)到過程監(jiān)控的目的通過畫面中CO、CO2含量等曲線變化,見圖1,可以對(duì)吹氧過程、真空碳脫氧過程進(jìn)行精確控制,減少Cr、Mn的氧化損失。
根據(jù)MTA曲線判斷停止氧氣噴吹:
(1)與金屬反應(yīng)氧大于70%。
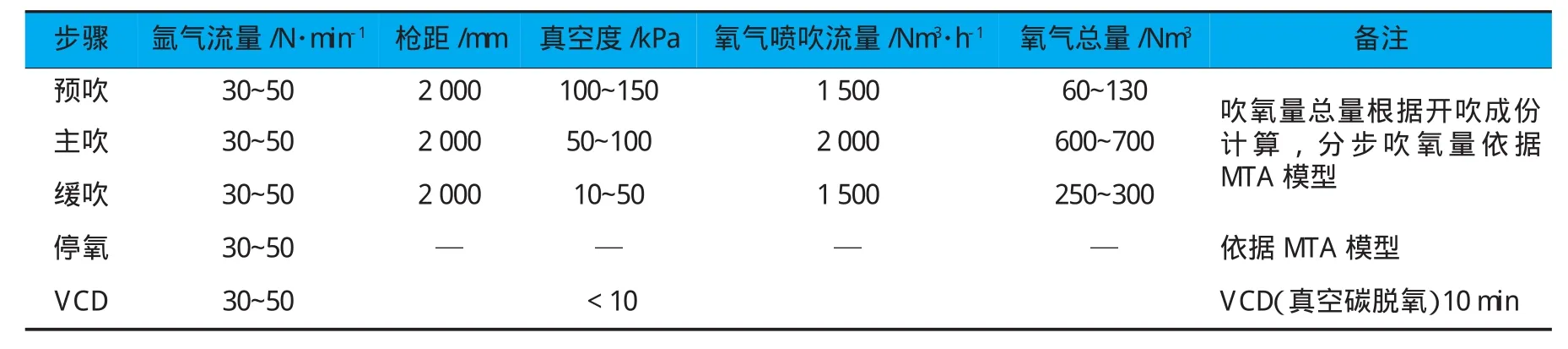
表5 VOD吹氧過程主要控制參數(shù)
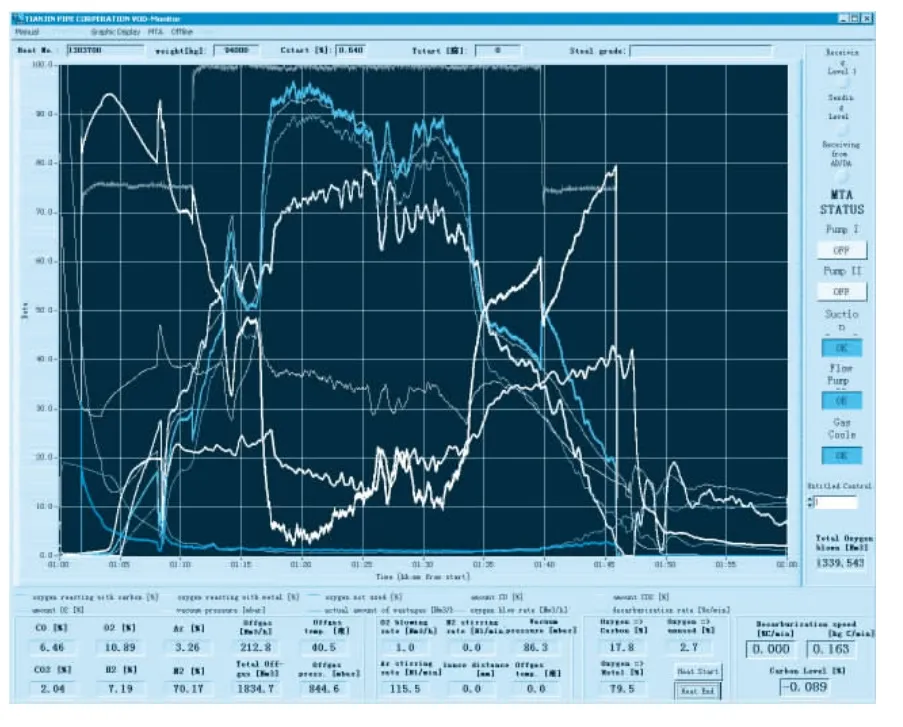
圖1 MT A曲線
(2)脫碳速度明顯降低,小于1.5 kgC/min。
(3)脫碳量明顯降低,小于0.025 kg。
(4)吹氧總量到計(jì)算值。
另外,緩吹過程首先是Si的氧化,計(jì)算出Si的總耗氧量,并根據(jù)MTA顯示,吹氧初期,與金屬反應(yīng)的氧明顯降低,CO含量稍微降低,可以提高氧氣噴吹量,轉(zhuǎn)為主吹。當(dāng)CO含量曲線與CO2含量曲線相交后,CO含量曲線明顯降低時(shí),可以降低氧氣噴吹量,轉(zhuǎn)為緩吹。
停氧后,降低系統(tǒng)真空度(<1 kPa),進(jìn)行VCD處理,一般只有超低碳不銹鋼進(jìn)行VCD處理,VCD處理時(shí)間大于10min。VCD處理結(jié)束后,根據(jù)取樣結(jié)果,進(jìn)行還原及造渣操作。采用一定比例硅鐵及鋁塊對(duì)鋼水進(jìn)行還原。加入一定量的石灰、白云石石灰、螢石調(diào)渣,加入時(shí)根據(jù)鋼渣實(shí)際情況按比例進(jìn)行調(diào)整。
還原后進(jìn)行VD處理,要求高真空(<67 Pa)保持時(shí)間大于10min,保證脫氧及脫硫效果。處理結(jié)束后按照成品目標(biāo)值進(jìn)行V、Nb、Si、Mn的成分微調(diào),采用鋁粉進(jìn)行渣面脫氧,保證白渣操作,提高金屬收得率。進(jìn)行吹氮?dú)庠龅に嚕档獣r(shí)間大于15 min,流量大于500NL/min。溫度合適后,根據(jù)目標(biāo)成分喂入鋁絲,調(diào)整最終鋁含量大于0.015%,間隔一定時(shí)間后喂入硅鈣絲,弱攪拌15 min以上,確保夾雜物變性充分上浮。弱攪拌結(jié)束后,進(jìn)行模鑄,溫度控制在大于1 560℃。
3.5 模鑄工藝操作
3.5.1 模鑄錠模的準(zhǔn)備
清理干凈模鑄錠模,對(duì)模鑄錠模、底盤進(jìn)行烘烤,保證模鑄時(shí)錠模的溫度不低于80℃,底盤的溫度不低于100℃。
3.5.2 模鑄澆注
澆注過程中采用氬氣保護(hù)澆注,防止鋼水二次氧化。澆注時(shí)保證錠模充滿,脫模要求模表面溫度小于200℃。
3.5.3 模鑄保護(hù)材料
使用專門模鑄保護(hù)材料,模鑄保溫劑:混合型新型發(fā)熱劑。模注保護(hù)渣:MB1。
3.5.4 紅送鋼錠
鋼錠在澆注結(jié)束2.0h左右進(jìn)行脫帽口操作紅送鋼錠進(jìn)行鍛造加工,確保紅送時(shí)錠模表面溫度大于600℃。
4 生產(chǎn)效果
4.1 成分情況
根據(jù)20爐冶煉數(shù)據(jù)統(tǒng)計(jì),吹氧后碳平均控制在0.017%;VOD處理前后,主要合金元素平均收得率見表6。
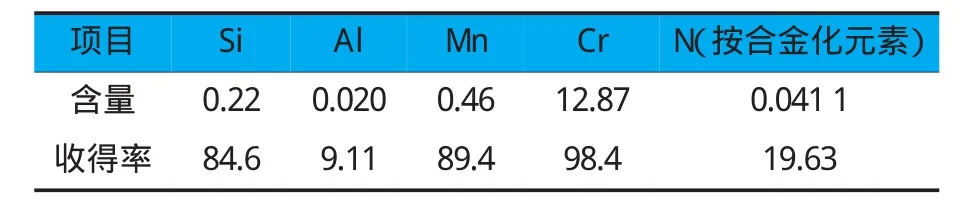
表6 合金元素平均收得率
經(jīng)檢驗(yàn),特鋼公司生產(chǎn)的HP13Cr超低碳不銹鋼,成分全部合格,滿足設(shè)計(jì)要求。
4.2 夾雜物情況
鋼管非金屬夾雜物控制情況較好,A粗0級(jí),A細(xì)0.5級(jí),B類0級(jí),C類0級(jí),D粗0級(jí),D細(xì)0.5級(jí),未出現(xiàn)夾雜物超標(biāo),完全滿足用戶協(xié)議要求。抽取5爐中的10個(gè)樣品的夾雜物評(píng)級(jí)情況見表7。
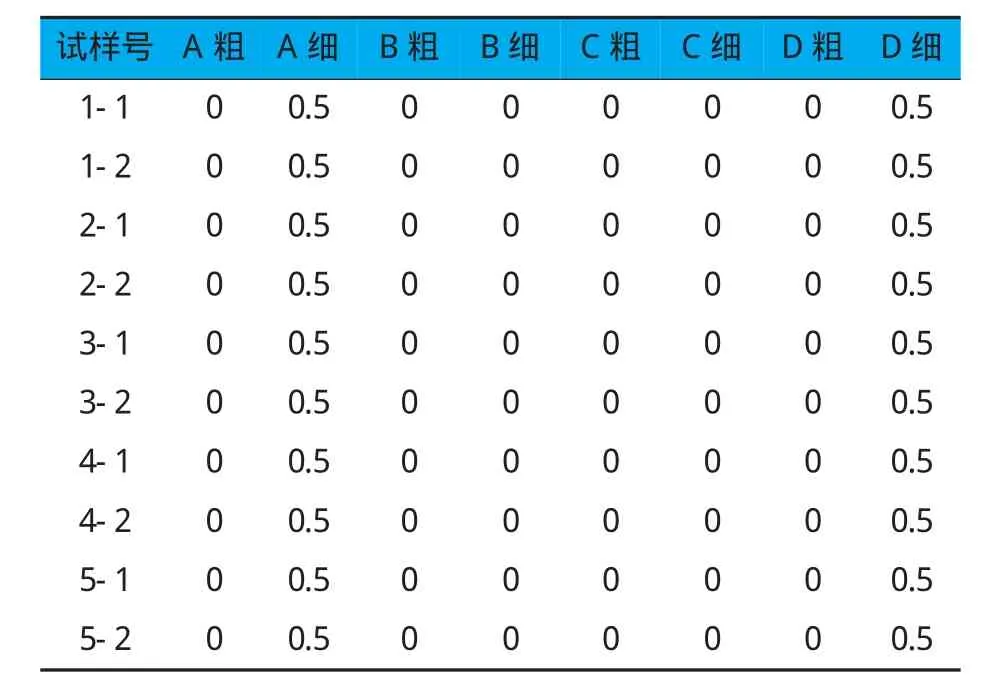
表7 HP13Cr夾雜物評(píng)級(jí)情況
4.3 低倍組織情況
通過對(duì)鍛坯酸侵低倍檢驗(yàn)表明,鍛坯內(nèi)部質(zhì)量良好,沒有發(fā)現(xiàn)內(nèi)部質(zhì)量問題,達(dá)到了預(yù)期的效果:皮下裂紋0級(jí),中部裂紋0級(jí),芯部裂紋0級(jí),潔凈度0級(jí),縮孔0級(jí),皮下氣泡0級(jí),中心疏松1級(jí),中部氣泡0級(jí)。低倍的具體情況見圖2。
經(jīng)檢驗(yàn)評(píng)定,冶煉HP13Cr超級(jí)馬氏體不銹鋼低倍組織及夾雜物評(píng)級(jí)[8]均滿足技術(shù)條件的要求。
通過設(shè)計(jì)合理的工藝過程和化學(xué)成分,采用關(guān)鍵生產(chǎn)技術(shù)和相關(guān)措施,有效地解決了生產(chǎn)HP13Cr超低碳不銹鋼的技術(shù)難題,使鋼的實(shí)物質(zhì)量滿足了高鋼級(jí)抗二氧化碳和硫化氫的石油套管坯料的使用要求。
圖2 HP13Cr鋼種鍛坯低倍檢驗(yàn)情況
5 結(jié)論
依據(jù)天津天管特殊鋼有限公司現(xiàn)有的設(shè)備條件,通過設(shè)計(jì)合理的工藝流程和化學(xué)成分,天津天管特殊鋼有限公司生產(chǎn)的HP13Cr超級(jí)馬氏體不銹鋼,經(jīng)過低倍檢驗(yàn),夾雜物評(píng)級(jí),性能檢驗(yàn)等分析,實(shí)物質(zhì)量完全滿足用戶協(xié)議要求。
[1] 陸世英.不銹鋼概論[M].北京:化學(xué)工業(yè)出版社,2007.
[2] 邱紹岐,祝桂華.電爐煉鋼原理及工藝[M].北京:冶金工業(yè)出版社,1996.
[3] 趙沛.爐外精煉及鐵水預(yù)處理實(shí)用技術(shù)手冊(cè)[M].北京:冶金工業(yè)出版社,2004.
[4] 崔中圻,劉北興.金屬學(xué)與熱處理[M].北京:機(jī)械工業(yè)出版社1989.
Practice of HP13Cr Stainless Steel Production Process
YUAN Xu-yang,ZU Feng,WANG Feng-chan and SONG Zhi-yu
(Tianjin Tianguan Special Steel Company Limited,Tianjin 300301,China)
HP13Cr ultra low carbon stainless steel is produced by EAF molten steel charged with IF molten alloy steel through LF-VOD-Mould Casting process at Tianjin Tianguan Special Steel Company Limited.Analysis and test results show that carbon content after oxygen blowing can reach0.017%and average yields of Mn,Cr and Si after VOD reduction,89.4%,98.4%and 84.6%respectively.The metallurgical quality of billet produced by ingot forging meets all requirements of technical standard.
stainless steel;pipe billet;EAF;IF;LF+VOD;mould casting
10.3969/j.issn.1006-110X.2014.02.017
2013-09-15
2013-10-12
袁續(xù)陽(yáng)(1984—),男,工程師,主要從事煉鋼工藝方面的研究工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00