某汽車變速器結合齒圈的改進設計與疲勞分析
2014-06-27 05:46:40周冬海王良模董義張艷偉游修東
重慶理工大學學報(自然科學) 2014年8期
周冬海,王良模,董義,張艷偉,游修東
(1.南京理工大學機械工程學院,南京 210094; 2.江蘇太平洋齒輪傳動有限公司,江蘇姜堰 225500; 3.中國人民解放軍75140部隊,廣西柳州 545013; 4.中國人民解放軍91388部隊,湛江 524022)
某汽車變速器結合齒圈的改進設計與疲勞分析
周冬海1,3,王良模1,董義2,張艷偉2,游修東4
(1.南京理工大學機械工程學院,南京 210094; 2.江蘇太平洋齒輪傳動有限公司,江蘇姜堰 225500; 3.中國人民解放軍75140部隊,廣西柳州 545013; 4.中國人民解放軍91388部隊,湛江 524022)
針對某汽車的一擋結合齒圈出現的疲勞失效問題,從制造工藝和結構入手,進行了結合齒圈的改進設計。采用SolidWorks Simulation并進行了靜力學和疲勞有限元分析。結果表明:采用整體鍛壓工藝設計的一端封閉形式的結合齒圈相對于原單獨鍛壓焊接形式的結合齒圈,其最大應力下降明顯,疲勞壽命得到顯著提高,較好地解決了結合齒圈的疲勞失效問題。
結合齒圈;疲勞失效;有限元分析
同步器是汽車變速器中結構最復雜的部件,它可以保證汽車的換擋輕便、迅速、無沖擊,降低駕駛員的操作難度,提高行車安全性[1]。因此,同步器的技術水平直接決定著變速器的性能高低,對變速器的性能和壽命起著決定性的作用。結合齒圈也是同步器上承受載荷最高的零件,擔負著整個系統運行時傳遞扭矩的任務。對于結合齒圈,傳統機加工方法材料利用率低,且良好的表面組織無法保留。某品牌汽車的一擋結合齒圈采用先進的鍛壓(粗鍛加冷精鍛)工藝單獨生產,用激光深熔焊的方式與被動齒輪相連結。但在使用中發現產品在保修期內出現了疲勞失效斷裂。本文針對這一情況,在不改動工藝的前提下,從改進結構入手,研究了采用一端封閉形式的整體鍛造工藝生產的結合齒圈的性能。
1 結合齒圈的改進設計
原結合齒圈與一擋齒輪是各自單獨鍛壓成型,然后用激光深熔焊將結合齒圈的內圈與一擋齒輪側面的錐面外表面相連結,采用焊接進行的裝配(圖1)。圖1(a)中箭頭所指表面為焊接面。2個零件各自鍛壓成型,有利于精度的控制,且采用焊接進行裝配速度快、效率高。但是,結合齒圈只有內表面固定在錐面上,后端面只與一擋齒輪側面凸臺相抵接觸,無連結,結合齒圈上的花鍵齒相當于簡支梁,承載能力有限。
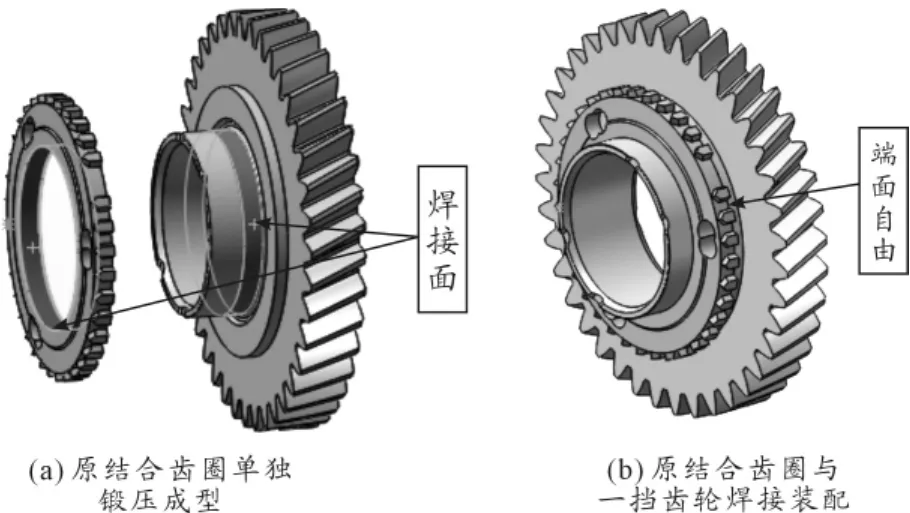
圖1 原結合齒圈與一擋齒輪
采用整體鍛造工藝進行一端封閉形式設計時將圖1中的2個零件整體鍛造成一體,這就使得結合齒圈的后端面被一擋齒輪的側面封閉固定,花鍵齒多了一個固定支撐面,受力情況大大優化,承載能力得到提高。整體鍛造的結合齒圈與一擋齒輪結構如圖2所示。
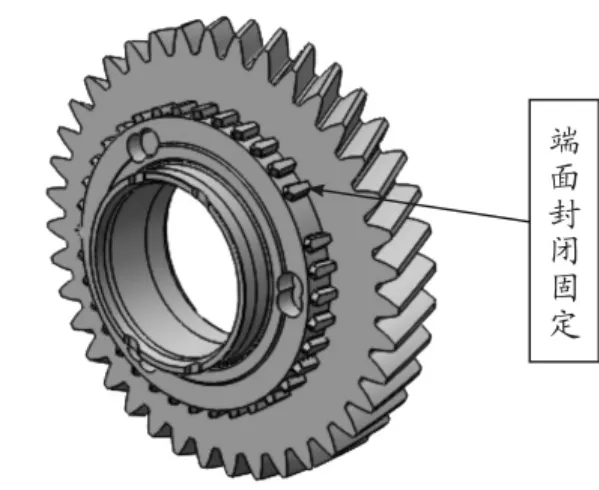
圖2 整體鍛造的結合齒圈與一擋齒輪
2 靜力學對比分析
2.1 材料屬性及零件最大轉矩的確定
結合齒圈是漸開線形外花鍵,采用的材料與一擋齒輪相同,都是20CrMnTiH。20CrMnTiH是性能良好的滲碳鋼,多用于生產齒輪和齒圈,材料性能如表1所示[2]。

表120 CrMnTiH材料特性
結合齒圈采用鍛壓工藝生產,冷精鍛材料強度提高20%以上(在有些文獻中認為精鍛可提高材料強度20%~48%)[3],這里取:

發動機最大輸出扭矩Tmax=150 N·m,1擋傳動比i1=3.545。那么傳遞到輸出軸一擋變速器上的最大轉矩T1max為

2.2 原結合齒圈的靜力學分析
原結合齒圈采用單獨鍛壓的方式,然后在齒圈內圓面與一擋齒輪凸臺外圓面之間由激光深熔焊連結,焊縫深度不小于3 mm。去除倒角和部分圓角等細小的不影響計算精度的特征,在應力集中部位進行圓角處理。對于焊縫不予考慮,采用裝配體組裝結合齒圈和一擋齒輪,以“接合”(等同于一體,只是可以單獨設定材料屬性)的方式將接合齒圈固定在1擋齒輪的凸臺外圓上,設定結合齒圈后端面與1擋齒輪側面的接合面為“無穿透”。由于1擋齒輪不是分析的重點對象,為了節約資源去除其上所有的齒,以齒根圓以內的部分代替1擋齒輪。原裝配體三維圖如圖1所示。
在花鍵齒的側面加載531.75 N·m的力矩,在1擋齒輪齒根圓上加載固定約束,采用“兼容網格”的選項和“基于曲率”的方式劃分網格。有限元計算模型如圖3所示。最大單元大小為1.6 mm,最小單元大小為0.08 mm,單元總數達到62萬個。進行靜力學仿真分析,Mises應力分布云圖如圖4(a)所示,最大應力為341.2 MPa,發生在圓孔右上側齒的齒根處(共3處)。另外空缺齒位右邊第1個齒的齒根處應力也較大,在310 MPa左右。位移云圖如圖4(b)所示,最大位移為1.534×10-2mm,集中在圓孔上方左右的2個齒上末端頂角處(共6處)[4-5]。

圖3 有限元計算模型

圖4 原結合齒圈的靜力學分析云圖
齒根許用彎曲應力為

其中:SF是抗彎強度的計算安全系數,取1.5;K1是使用系數,取1.25;K2是齒側間隙系數,取1.0; K3是分配系數,取1.3;K4是軸向偏載系數,取1.0[6]。軟件中由第四強度理論仿真解算出的最大應力值為341.2 MPa,小于齒根許用彎曲應力值,說明原結合齒圈的設計是滿足靜力學強度要求的。
2.3 整體鍛壓結合齒圈的靜力學分析
原結合齒圈只有內圓面焊接在凸臺上,其后端面與齒輪側面是接觸無連結,花鍵齒后端面懸空,相當于簡支梁。花鍵齒齒長為4.9 mm,距離齒輪側面的距離為3.04 mm。
采用齒輪和結合齒圈整體鍛造的方式,使得結合齒圈不僅內圓與凸臺形成一體,還使得結合齒圈后端面與齒輪側面形成一體,花鍵齒延長了3.04 mm,且端面也固定在齒輪側面。這就給花鍵齒多提供了一個固定支撐面,齒長增加到7.94 mm,使得受力面增加。這種整體鍛壓一端封閉的方式是目前較為先進的技術,其三維視圖如圖2所示。
為簡化模型,在花鍵齒側面生成載荷加載面(并不是全齒長進行接觸),加載載荷和約束方式一樣,劃分網格。進行靜力學仿真分析,Mises應力分布云圖如圖(5a)所示。最大應力值約為168.7 MPa,發生位置在空缺齒位右方第1個齒的齒根部。位移云圖如圖5(b)所示,最大位移為3.065×10-3mm,發生位置變化不大,只是略微前移。
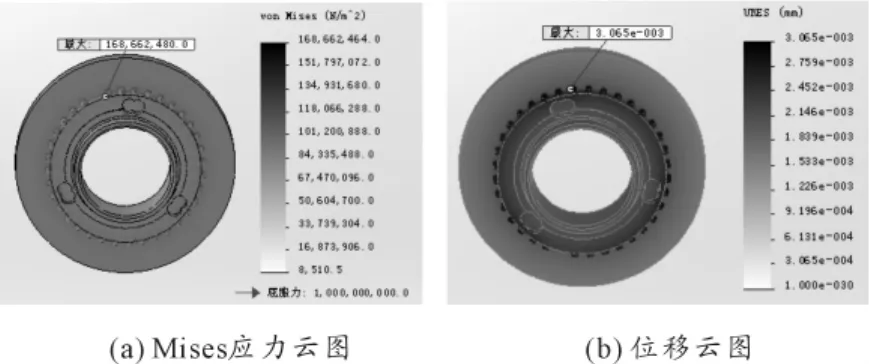
圖5 整體鍛壓結合齒圈的靜力學分析云圖
3 疲勞對比分析
從本文的靜力學仿真分析結果可以看出:采用獨立鍛壓加焊接工藝生產的結合齒圈,其最大應力值為341.2 MPa;采用整體鍛壓工藝設計的結合齒圈,由于花鍵齒延長并且一端固定封閉,其最大應力值降低為168.7 MPa,降低幅度超過了50%。2種設計方案都滿足靜力學強度要求,但在實際使用中,原結合齒圈在保修期內出現了疲勞失效。所以只有通過疲勞仿真分析,才能進一步比較出2種方案的差異。
在靜力學運算結果的基礎上建立疲勞算例,基于軟件中已知材料奧氏體鋼的S-N曲線,從材料的彈性模量和零件的疲勞因子派生出零件的S-N曲線進行疲勞壽命仿真。“負載”加載設置應力比率為LR=ρmin/ρmax=0的恒定高低幅度事件,平均應力糾正方法采用Gerber。零件由于應力集中、尺寸效應、表面狀態效應和載荷加載方式等綜合因數的影響產生疲勞因子,查閱相關手冊計算后取0.57[7-9]。
3.1 原結合齒圈疲勞仿真分析
進行疲勞仿真運算,生命周期云圖如圖6所示。從結果可以看出,最小生命周期發生在應力最大的位置,為1.02×105次。

圖6 原結合齒圈生命周期云圖
3.2 整體鍛壓結合齒圈疲勞仿真分析
進行疲勞仿真運算,參數設置不變。生命周期云圖如圖7所示。從圖7可以看出:零件上所有部位的生命周期都達到了106次以上,即達到了工程中要求的無限壽命要求。

圖7 整體鍛壓結合齒圈生命周期云圖
4 結束語
從前面的有限元仿真分析結果可以看出:采用整體鍛壓一端封閉固定的結合齒圈,相對于原來采用獨立鍛壓和激光深熔焊連結工藝的結合齒圈,其最大應力值降低幅度超過了50%,壽命提高了數十倍,達到了無限壽命的要求。由此可以得出:采用整體鍛壓一端封閉技術設計生產的結合齒圈性能優越[10]。但此種結構和加工方法只適合結合齒圈大徑小于齒輪齒根圓較多的情況(低擋齒輪和結合齒圈正好滿足,相應承受載荷也高),且對設備要求較高,投資大,適合批量生產供應中高端汽車使用。對于結構尺寸不滿足加工條件,且承受載荷較小的高擋齒輪和結合齒圈,分體加工焊接的方式可完全滿足壽命要求且更經濟。
[1]薛桂鳳.汽車同步器的發展方向[M].汽車齒輪,2003 (1):7-15.
[2]機械工程材料性能數據手冊[M].北京:機械工業出版社,1994.
[3]王仲仁,張凱峰.鍛壓手冊[M].3版.北京:機械工業出版社,2008.
[4]陳超詳,胡其登.SolidWorks Simulation基礎教程[M].北京:機械工業出版社,2012.
[5]陳超詳,胡其登.SolidWorks Simulation高級教程[M].北京:機械工業出版社,2012.
[6]成大先.機械設計手冊:單行本.連接與緊固[M].5 版.北京:化學工業出版社,2010.
[7]趙少汴,王忠寶.抗疲勞設計——方法與數據[M].北京:機械工業出版社,1997.
[8]秦大同,謝里陽.現代機械設計手冊:單行本.疲勞強度與可靠性設計[M].北京:化學工業出版社,2013.
[9]陳傳堯.疲勞與斷裂[M].武漢:華中科技大學出版社,2002.
[10]謝水生,李強,周六如.鍛壓工藝及應用[M].北京:國防工業出版社,2011.
(責任編輯 劉舸)
Improved Design and Fatigue Analysis of the Combined Ring Gear in a Car Transmission
ZHOU Dong-hai1,3,WANG Liang-mo1,DONG Yi2,ZHANG Yan-wei2,YOU Xiu-dong4
(1.School of Mechanical Engineering,Nanjing University of Science&Technology,Nanjing 210094,China;2.Jiangsu Pacific Gear Co.Ltd.,Jiangyan 225500,China; 3.Unit 75140 of PLA,Liuzhou 545013,China;4.Unit 91388 of PLA,Zhanjiang 524022,China)
Changes in manufacturing process and construction to improve design were done to solve the problem of fatigue failure occurred in the combined ring gear,that was combined with the first gear of a kind car in this paper.The previous one was welded with the first gear while the improved one,closed at one end,was whole forged with the first gear.Finite element analysis was applied to static analysis and fatigue strength analysis of these gears.Results showed that there was an apparent decline on the maximum stress of the improved one,that could increase the life of the combined ring gear.
gear ring;fatigue failure;finite element analysis
U463.212+.41
A
1674-8425(2014)08-0018-04
10.3969/j.issn.1674-8425(z).2014.08.004
2014-05-20
江蘇省科技支撐計劃資助項目(BE2011164)
周冬海(1980—),男,湖北襄陽人,碩士研究生,主要從事汽車同步器的研究;通訊作者王良模(1963—),男,教授,博士生導師,主要從事車輛系統動力學、車輛動態模擬與仿真研究。
周冬海,王良模,董義,等.某汽車變速器結合齒圈的改進設計與疲勞分析[J].重慶理工大學學報:自然科學版,2014(8):18-21.
format:ZHOU Dong-hai,WANG Liang-mo,DONG Yi,et al.Improved Design and Fatigue Analysis of the Combined Ring Gear in a Car Transmission[J].Journal of Chongqing University of Technology:Natural Science,2014(8):18-21.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06