槍鉸、精車(chē)工藝在氣門(mén)座圈和導(dǎo)管孔加工中的應(yīng)用
2014-06-29 10:35:36杭智剛黃建松王樹(shù)林李金濤
組合機(jī)床與自動(dòng)化加工技術(shù) 2014年11期
關(guān)鍵詞:工藝
杭智剛,黃建松,王樹(shù)林,李金濤
(1.江蘇大學(xué) 機(jī)械學(xué)院,江蘇 鎮(zhèn)江 212000;2.一汽解放汽車(chē)有限公司無(wú)錫柴油機(jī)廠,江蘇 無(wú)錫214000)
0 引言
傳統(tǒng)的氣門(mén)座圈和導(dǎo)管孔成組加工主要有以下幾種加工工藝:①先加工導(dǎo)管孔,以導(dǎo)管孔定位,精锪座圈錐面。這種加工工藝存在著導(dǎo)管孔加工精度差,座圈錐面表面粗糙度差和圓跳動(dòng)量不好等問(wèn)題。②以“一面兩銷(xiāo)”定位,在一次安裝下,使用專(zhuān)用復(fù)合精密刀具加工座圈錐面和導(dǎo)管孔。這種加工工藝對(duì)于導(dǎo)管孔的定位精度和復(fù)合精密刀具的制造精度要求很高,在實(shí)際生產(chǎn)中,無(wú)法保證氣門(mén)導(dǎo)管底孔的位置度要求。③采用專(zhuān)用機(jī)床,根據(jù)基準(zhǔn)重合原則,以頂面和導(dǎo)管外圓作為定位面,槍鉸導(dǎo)管孔、精锪座圈錐面的工藝方法。這種工藝方法容易保證氣門(mén)導(dǎo)管的外圓的中心線(xiàn)與精加工的導(dǎo)管孔的中心線(xiàn)的同軸度要求和提高導(dǎo)管孔的加工精度,滿(mǎn)足產(chǎn)品圖紙要求,但是存在的主要不足是采用成形锪刀進(jìn)行锪削座圈錐面,使得座圈錐面的粗糙度不好,另外,槍鉸刀和精锪刀是一次性整體刀具,在實(shí)際生產(chǎn)中大大增加了生產(chǎn)成本。
因此,解決槍鉸導(dǎo)管孔、精锪座圈錐面加工工藝中存在的座圈錐面表面精度不好,槍鉸刀和精锪刀的利用率低等問(wèn)題,確保能高效率、高精度、高穩(wěn)定性的加工座圈錐面和導(dǎo)管孔,是目前改進(jìn)槍鉸導(dǎo)管孔、精锪座圈錐面加工工藝迫切需要做的工作。這對(duì)于提高柴油機(jī)的核心競(jìng)爭(zhēng)力具有重要意義。
1 主要技術(shù)要求
CA6DL 缸蓋進(jìn)、排氣氣門(mén)座圈材料為硬粒子分散強(qiáng)化型,型號(hào)為X4125,硬度為HRC 40~50。氣門(mén)導(dǎo)管材料為鐵基粉末冶金,硬度為HRB 60~100。
主要技術(shù)要求如圖1 所示。
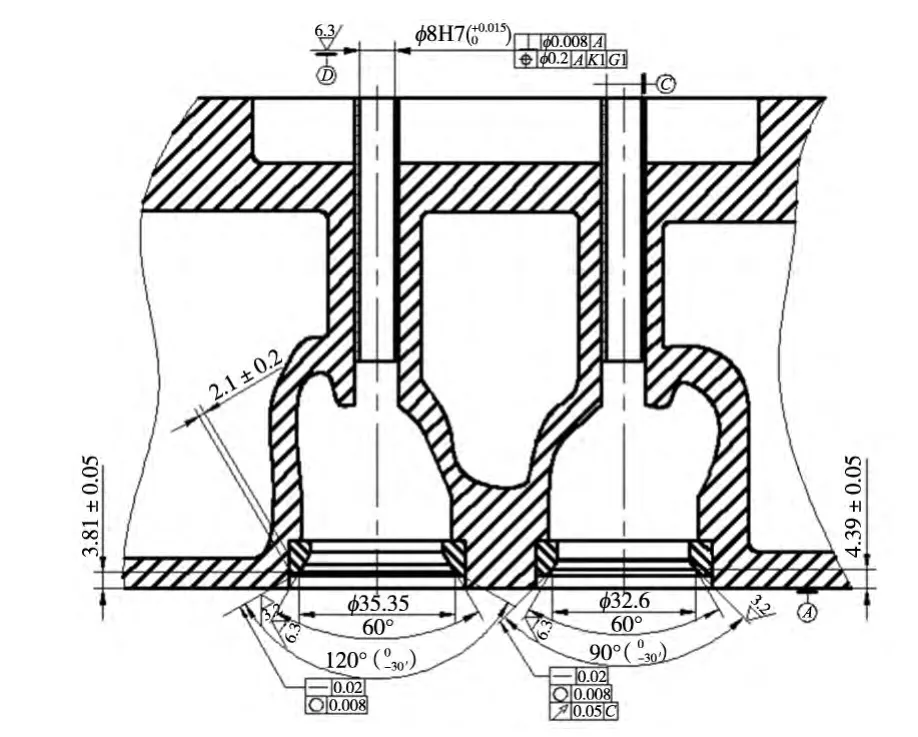
圖1 氣門(mén)座圈和導(dǎo)管孔的技術(shù)要求
2 加工工藝研究
2.1 槍鉸、精車(chē)加工的關(guān)鍵措施
槍鉸、精車(chē)加工是指槍鉸導(dǎo)管孔、精車(chē)座圈錐面的工藝加工。這種復(fù)合切削加工的是設(shè)計(jì)一種雙層套裝主軸,加工刀具選擇MAPAL 槍鉸動(dòng)力頭(如圖2 所示),在同一軸線(xiàn)上,采用雙速電機(jī)變速進(jìn)行槍鉸導(dǎo)管孔、精車(chē)座圈錐面的切削加工。這樣方法可以提高導(dǎo)管孔的直線(xiàn)度以及座圈錐面對(duì)導(dǎo)管孔的同軸度的技術(shù)要求。
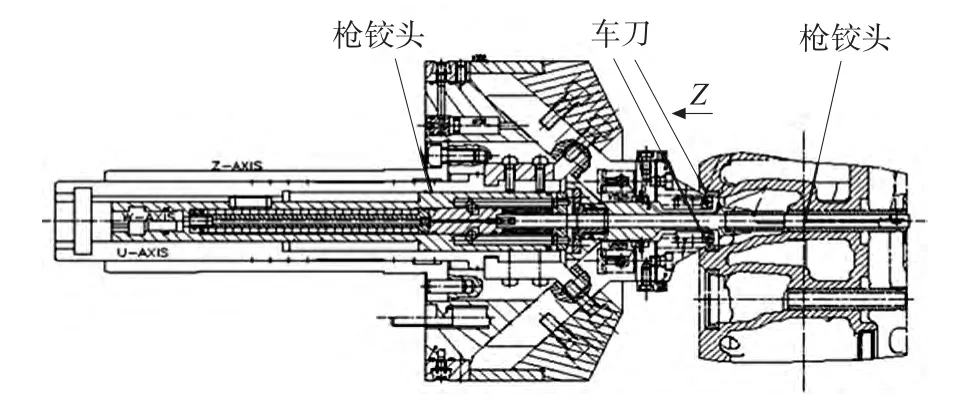
圖2 MAPAL 槍鉸動(dòng)力頭
2.1.1 氣門(mén)座圈加工
精锪氣門(mén)座圈錐面加工時(shí),機(jī)床主軸是軸向進(jìn)給,用成形的整體式精锪刀進(jìn)行加工的,這種加工的缺點(diǎn)在于加工中精锪刀和座圈錐面是一條線(xiàn)接觸,錐面質(zhì)量取決于刀具的成形精度和耐磨度。所以在生產(chǎn)中很難保證更高的錐面精度。而改成車(chē)削座圈錐面,就能很好的解決座圈錐面精度不高的問(wèn)題。機(jī)床主軸采用座圈錐面成形的斜向進(jìn)給的切削方式,車(chē)刀的刀尖和座圈錐面是點(diǎn)接觸,從而對(duì)座圈錐面進(jìn)行連續(xù)的切削。這種加工方法使得座圈錐面精度取決于機(jī)床進(jìn)給的狀態(tài)和切削參數(shù)是否合理,這在實(shí)際生產(chǎn)中更加容易得到控制與優(yōu)化。此外,MAPAL 槍鉸動(dòng)力頭上的車(chē)刀采用的可轉(zhuǎn)位刀片,能大大增加刀桿的使用價(jià)值,降低刀具的成本。
2.1.2 導(dǎo)管孔加工
傳統(tǒng)的槍鉸導(dǎo)管孔加工工藝中,槍鉸刀是多刃的整體式,能滿(mǎn)足導(dǎo)管孔的技術(shù)要求。但容易因刀具磨損而造成整根槍鉸刀報(bào)廢,槍鉸刀刀桿的利用率不高,不適合在大批量生產(chǎn)中應(yīng)用。而采用MAPAL 單刃槍鉸刀進(jìn)行切削加工,由于采用了精密研磨的可轉(zhuǎn)位刀片,因此大大提高了槍鉸刀刀桿的利用率,降低了刀具成本。此外,刀體上鑲有的2 兩塊短支撐導(dǎo)條起到支撐和吸收切削所引起的振動(dòng)的作用,這樣有利于提高刀具的剛性,有利于提高座圈錐面對(duì)導(dǎo)管孔加工的圓跳動(dòng)。槍鉸刀因細(xì)且長(zhǎng),配有襯套,刀體上4 塊長(zhǎng)支撐導(dǎo)條與襯套的配合能起到糾正因壓裝導(dǎo)管而產(chǎn)生的導(dǎo)管孔軸線(xiàn)偏移的作用。
常規(guī)的加壓噴淋冷卻方式,不能對(duì)槍鉸刀進(jìn)行及時(shí)的冷卻,也不易清除這些殘留在導(dǎo)管孔和氣道內(nèi)的鐵屑,這主要是由于導(dǎo)管孔的直徑比較小以及氣門(mén)座圈與導(dǎo)管孔連接部分的氣道形狀復(fù)雜等問(wèn)題所致,如果選用刀具加壓內(nèi)冷卻可以很好的解決以上問(wèn)題,從槍鉸刀柄部到切削刃有1~2 個(gè)通孔,使壓縮切削液穿過(guò)刀桿并從切削刃旁邊的通孔噴射而出,起到冷卻刀具和沖走導(dǎo)管孔和氣道內(nèi)的鐵屑的作用。
2.2 定位方式的確定
傳統(tǒng)的座圈錐面和導(dǎo)管孔加工定位中,“一面兩銷(xiāo)”定位方式存在著定位銷(xiāo)與定位孔,氣門(mén)座圈和導(dǎo)管孔與定位孔之間的兩種定位誤差,定位精度不好;以頂面和導(dǎo)管外圓的定位方式,不存在上訴定位誤差,并能保證氣門(mén)導(dǎo)管的外圓的中心線(xiàn)與半精加工的導(dǎo)管孔的中心線(xiàn)的同軸度要求,定位精度最好。但在大批量生產(chǎn)中,工件一次定位安裝后,刀具一次只能加工一個(gè)孔,生產(chǎn)效率不高。
由于傳統(tǒng)加工定位存在諸多缺點(diǎn),在槍鉸、精車(chē)加工工藝中,需要合理選擇定位基準(zhǔn)面。采用“三面基準(zhǔn)”定位方式雖然存在著氣門(mén)座圈和導(dǎo)管孔與定位面之間的定位誤差,但多次工藝試驗(yàn)加工結(jié)果都能滿(mǎn)足產(chǎn)品要求,且這種定位方式的最大優(yōu)點(diǎn)是,工件在專(zhuān)業(yè)機(jī)床上一次定位安裝后,采用多個(gè)MAPAL 槍鉸動(dòng)力頭完成一次性加工,大大提供了生產(chǎn)效率。
2.3 刀具材料的選擇
氣門(mén)導(dǎo)管材料硬度較低,采用普通的硬質(zhì)合金刀具加工就可以滿(mǎn)足精度要求,然而X4125 氣門(mén)座圈材料硬度很高,一般涂層的硬質(zhì)合金刀片加工容易出現(xiàn)刀片承受切削力大而易磨損,壽命較低,座圈錐面表面粗糙度差等問(wèn)題。因此,為了提高刀片壽命,座圈錐面加工精度,生產(chǎn)效率,綜合對(duì)比各種刀具材料的優(yōu)缺點(diǎn),選用車(chē)削座圈錐面刀具所采用的的刀片材料為PCBN(聚晶立方氮化硼)。
PCBN 刀具作為一種高性能的超硬材料刀具,在實(shí)際生產(chǎn)中應(yīng)用PCBN 刀具可以提升工件的加工質(zhì)量,提高切削加工效率,尤其是對(duì)于保證加工精度要求,高效切削等方面發(fā)揮了無(wú)可比擬的作用。在槍鉸導(dǎo)管孔中,相對(duì)于原來(lái)的硬質(zhì)合金鉸刀片壽命500 孔而言,使用PCBN 材質(zhì)的鉸刀片壽命達(dá)到2000 孔。精車(chē)座圈錐面時(shí),相對(duì)于原來(lái)的硬質(zhì)合金車(chē)刀片壽命300 而言,PCBN 材質(zhì)刀片壽命達(dá)到800。PCBN 材質(zhì)刀片是槍鉸導(dǎo)管孔、精車(chē)座圈錐面的理想材料之一。
2.4 切削參數(shù)的選擇
在加工過(guò)程中,切削參數(shù)的選擇對(duì)工件的質(zhì)量和刀具的壽命尤為重要,如果切削速度、進(jìn)給率太低,刀具容易振動(dòng),導(dǎo)致工件表面粗糙度降低;如果切削速度、進(jìn)給率太高,刀具受到的切削力將會(huì)增高,導(dǎo)致刀具磨損加快,刀具壽命降低。在槍鉸、精車(chē)加工過(guò)程中,由于選擇的MAPAL 槍鉸動(dòng)力頭,單刃槍鉸刀,精車(chē)刀以及采用PCBN 材質(zhì)刀片等原因,機(jī)床主軸轉(zhuǎn)速、進(jìn)給率、切削速度將高于槍鉸、精锪加工時(shí)的切削參數(shù),將達(dá)到高進(jìn)給、高切削速度的加工狀態(tài),從而大大提高生產(chǎn)效率。綜合多次工藝試驗(yàn)后確定的較佳切削參數(shù)為:
車(chē)削座圈錐面:主軸轉(zhuǎn)速S=1600r/mm,進(jìn)給F=90mm/min,切削速度Vc=164m/min
槍鉸導(dǎo)管孔:主軸轉(zhuǎn)速S=2000r/mm,進(jìn)給F=250mm/min,切削速度Vc=50m/min
3 不同工藝方法與刀具的加工效果的對(duì)比與分析
在確定了槍鉸、精車(chē)工藝的加工刀具、定位方式、刀具材料、切削參數(shù)后,不同工藝方法與刀具的加工效果的對(duì)比見(jiàn)表1、表2 和表3。
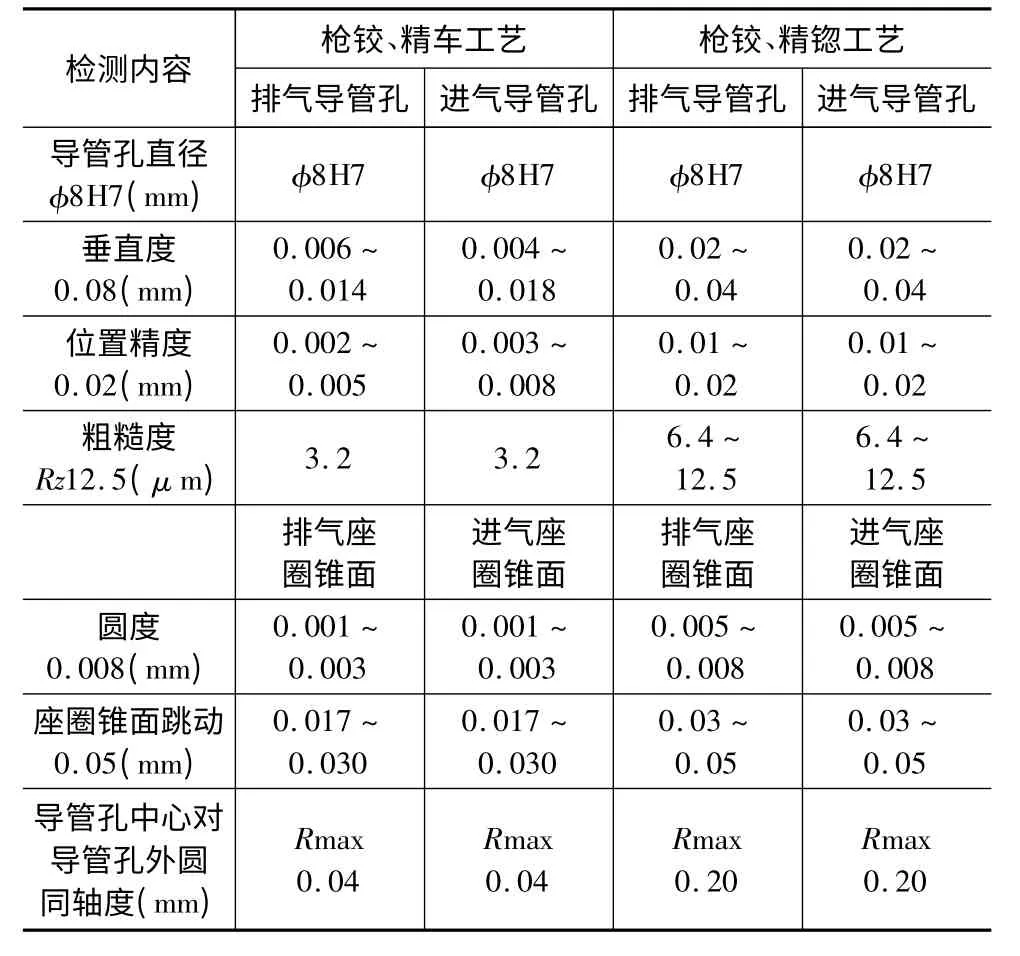
表1 槍鉸、精車(chē)工藝與槍鉸、精锪工藝精度對(duì)比
MAPAL 槍鉸刀與整體式槍鉸刀(6 刃)對(duì)比情況見(jiàn)表2:
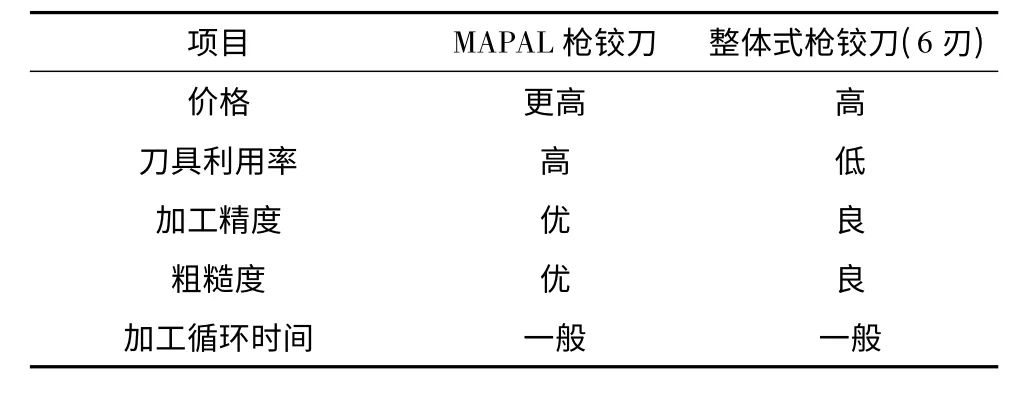
表2 MAPAL 槍鉸刀與整體式槍鉸刀(6 刃)對(duì)比
精車(chē)刀與精锪刀對(duì)比情況見(jiàn)表3。
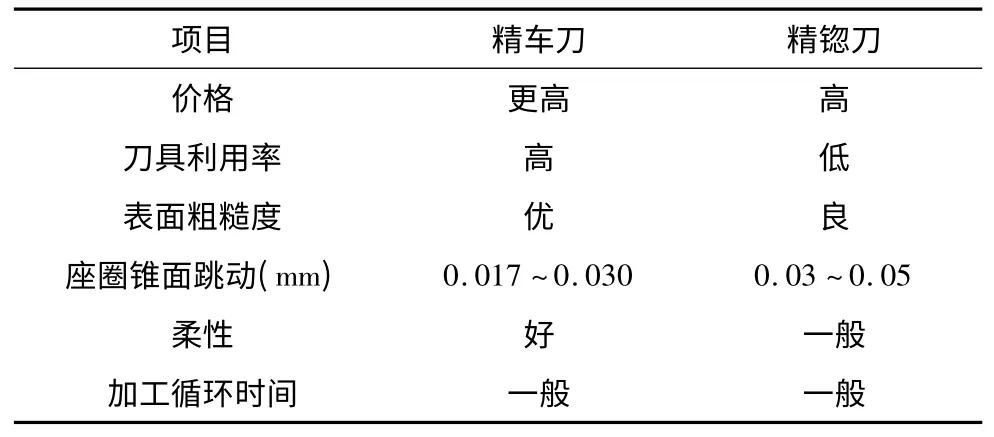
表3 精車(chē)刀與精锪刀對(duì)比
從表1、表2、表3 中可以分析得出:
(1)從各項(xiàng)加工精度檢測(cè)內(nèi)容來(lái)看,槍鉸、精車(chē)工藝要優(yōu)越于槍鉸、精锪工藝;
(2)MAPAL 槍鉸刀具刀桿利用率高,在大批量生產(chǎn)中,相對(duì)于整體式槍鉸刀來(lái)說(shuō),MAPAL 槍鉸刀具使用的費(fèi)用低;
(3)精車(chē)刀刀具成本相對(duì)與精锪刀較高,但是從滿(mǎn)足座圈錐面精度、粗糙度和刀具利用率的角度看,選擇精車(chē)刀要遠(yuǎn)遠(yuǎn)優(yōu)于精锪刀。
4 總結(jié)
本文通過(guò)對(duì)氣缸蓋座圈錐面和導(dǎo)管孔的加工工藝的研究,可以得出,提高生產(chǎn)效率和加工質(zhì)量的有效途徑是:選用MAPAL 單刃槍鉸刀提高導(dǎo)管孔的加工精度和槍鉸刀的經(jīng)濟(jì)性;車(chē)削座圈錐面提高座圈錐面的表面精度;采用“三面基準(zhǔn)”定位方式可以在保證加工精度的前提下,最大化的提高生產(chǎn)效率;采用PCBN 刀具加工高硬度的氣門(mén)座圈材料,能提高加工精度及刀具壽命;采用刀具加壓內(nèi)冷卻方式,提高了刀具的壽命和工件加工質(zhì)量。因此,采用槍鉸導(dǎo)管孔、精車(chē)座圈錐面的加工工藝完全可以滿(mǎn)足座圈錐面和導(dǎo)管孔的加工要求和提高生產(chǎn)效率。
[1]王睿. Mastercam9 實(shí)用教程[M]. 北京:人民郵電出版社,2003.
[2]金霞. 氣缸蓋氣門(mén)座圈和氣門(mén)導(dǎo)管的加工技術(shù)研究[J].制造裝備技術(shù),2010(5):154 -155.
[3]左楊. 關(guān)于缸蓋座圈60°錐面寬度控制方法的研究[J].制造裝備技術(shù),2012(7):10 -12.
[4]鄧玉明. 淺談氣缸蓋機(jī)械加工工藝[J].科技創(chuàng)新導(dǎo)報(bào),2008(11):118.
[5]顧永生. 缸蓋的氣門(mén)座圈錐面和導(dǎo)管孔精加工的發(fā)展方向[J].內(nèi)燃機(jī).1997(1):15 -20.
[6]史勝祥,黃建松. 氣缸蓋導(dǎo)管孔槍鉸刀具優(yōu)化試驗(yàn)研究[J].汽車(chē)工藝與材料,200 (12):308 -309.
[7]馬志健. 柴油機(jī)氣缸蓋精密加工工藝研究[D].南京:南京理工大學(xué),2011.
[8]龔偉國(guó),許偉達(dá). MAPAL 刀具在缸蓋加工中的應(yīng)用[J].刀具技術(shù),2004 (4):72 -74.
[9]刑海軍. 氣缸蓋氣門(mén)座圈和導(dǎo)管孔加工工藝研究[D].天津:天津大學(xué),2003.
[10]田兵. 槍鏜工藝在柴油機(jī)配氣系統(tǒng)加工中的應(yīng)用[D].天津:天津大學(xué),2005.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
