數(shù)控轉(zhuǎn)塔沖床動態(tài)特性研究
2014-06-29 02:27:20龔立新胡金龍吳長明
鍛壓裝備與制造技術(shù) 2014年1期
龔立新,胡金龍,吳長明,佘 健
(江蘇揚力數(shù)控機床有限公司,江蘇 揚州 225127)
0 引言
數(shù)控轉(zhuǎn)塔沖床作為金屬板材加工領(lǐng)域中的重要設(shè)備,至今已有近七十年的應(yīng)用和發(fā)展,是汽車、家用電器、計算機、儀器儀表、電子信息、紡織機械等行業(yè)中重要的工藝裝備。近年來,數(shù)控轉(zhuǎn)塔沖床正向著高速、高精、大噸位、柔性化方向發(fā)展。但隨之而來的振動和噪聲問題則需引起足夠重視。對數(shù)控轉(zhuǎn)塔沖床而言,其沖裁噪聲聲壓級一般在90~110dB 之間,嚴重影響到生活環(huán)境、 產(chǎn)品加工精度以及設(shè)備使用壽命。因此,對數(shù)控轉(zhuǎn)塔沖床的振動和噪聲控制進行研究具有現(xiàn)實意義。
本文以公司的T30 型數(shù)控轉(zhuǎn)塔沖床為例,在通用前處理軟件Hyperworks 中建立了有限元模型,在Ansys 中進行了模態(tài)分析,在顯式動力學分析軟件LS-DYNA 中對轉(zhuǎn)塔沖床在打樁工況下的動態(tài)響應(yīng)進行了分析和研究,該方法和成果具有重要意義。
1 有限元模型的建立
非線性顯式動力學分析程序LS-DYNA 對有限元格要求很高,實體模型最好采用全六面體單元,不推薦使用四面體單元。另外,網(wǎng)格的大小也必須加以控制,過小的網(wǎng)格尺寸直接導(dǎo)致時間步長過小,雖然有利于提高計算精度,但是計算時間過長,甚至達上萬小時。模型采用3D 實體單元Solid164 進行離散,單元算法采用單點高斯積分(Const.stress),Lagrange算法。通過關(guān)鍵字control_bulk_viscosity 和control_hourglass 進行沙漏能控制。
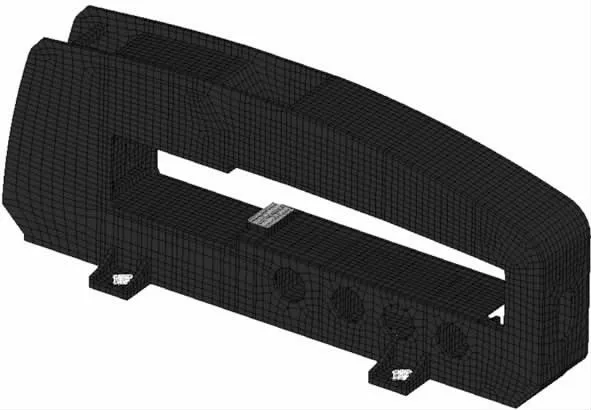
圖1 在Hyperworks 建立的轉(zhuǎn)塔沖床有限元模型
在通用前處理軟件Hyperworks 中對三維CAD實體模型進行網(wǎng)格離散,共劃分了 18410 個Solid164 單元,最小單元尺寸為10mm,有限元模型如圖1 所示。
2 模態(tài)分析
模態(tài)分析是結(jié)構(gòu)動力學分析的主要內(nèi)容,也是結(jié)構(gòu)動力學分析的基礎(chǔ)。模態(tài)分析的目的是為了得到結(jié)構(gòu)的模態(tài)參數(shù),進而確定結(jié)構(gòu)的動態(tài)特性。結(jié)構(gòu)的模態(tài)參數(shù)包括:模態(tài)頻率、模態(tài)向量(振型)、模態(tài)質(zhì)量、模態(tài)剛度、模態(tài)阻尼等,其中模態(tài)頻率和模態(tài)向量是最主要的模態(tài)參數(shù)。該類型轉(zhuǎn)塔沖床的工作頻率一般為400 次~600 次/min,而轉(zhuǎn)塔沖床的前幾階模態(tài)頻率通常不高,理論上有發(fā)生共振的可能,因此在壓力機動態(tài)響應(yīng)分析前,首先確定壓力機的前幾階模態(tài)頻率和振型是非常必要的。
在Ansys 中進行模態(tài)分析,獲得了前三階的模態(tài)的頻率和振型,具體如下:
第一階模態(tài)頻率是27.7Hz,振型是機身在x 向(左右方向)的晃動,振幅由下到上逐漸增大;第二階模態(tài)頻率是47.9Hz,振型是機身在z 方向(上下)的振動;第三階模態(tài)頻率是54.4Hz,振型主要是機身后部的局部振動。前三階模態(tài)頻率與系統(tǒng)的激勵頻率相差較大,系統(tǒng)不會工作在共振區(qū);第一、三階振型與工作力不在同一方向上,對壓力機的動態(tài)性能影響不大,第二階振型與工作載荷在同一方向,對加工有影響。
3 動態(tài)響應(yīng)分析
在外部載荷作用下,結(jié)構(gòu)系統(tǒng)的振動位移、速度、加速度隨時間發(fā)生變化,這些變量就是動力學響應(yīng)。動力學問題的有限元方程是通過空間離散方法獲得的,但在時間域上保持著連續(xù)性。動力學問題與靜力學問題有本質(zhì)不同,需要考慮時間域的離散求解,這就是時域積分方法。時域積分方法求解動力學響應(yīng)問題主要采用兩種算法,即隱式算法和顯式算法。隱式算法一般采用Newmark 方法,通常 Newmark 算法是無條件穩(wěn)定的,相對于顯式算法,求解精度較高,但求解效率低,容易出現(xiàn)收斂問題。顯式算法一般采用中心差分向前時間積分方法,在進行動力學分析時,具有極高的計算效率,一般不會出現(xiàn)收斂問題,尤其適合處理極端狀態(tài)下的高度非線性動力學問題。隱式分析與顯式分析各有優(yōu)缺點,綜合考慮數(shù)控轉(zhuǎn)塔沖床的動態(tài)響應(yīng)特點,本文采用LS-DYNA 的顯式時間積分方法進行動態(tài)響應(yīng)分析,獲得了數(shù)控轉(zhuǎn)塔沖床在300kN 打樁工況下的位移、速度和加速度曲線。
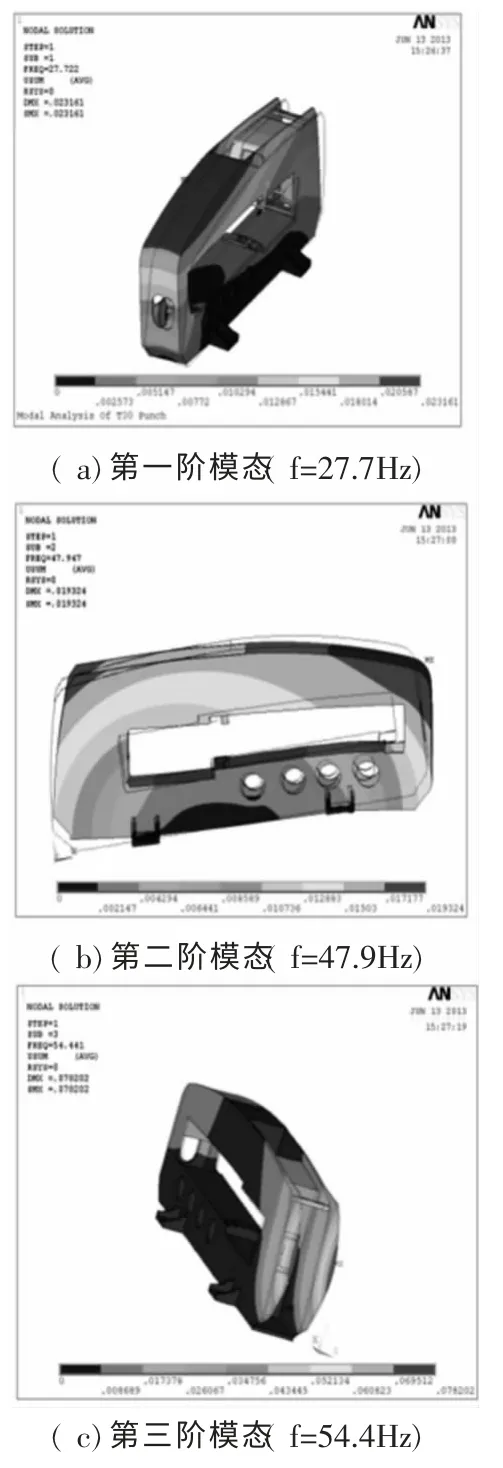
圖2 模態(tài)分析結(jié)果
打樁工況下,沖頭安裝位置的z 向動態(tài)響應(yīng)曲線如圖3 所示,該點的z 向振動位移峰值為0.58,z向的最大振動速度為400m/s,最大z 向加速度為1.4e6m/s2,主要集中在 100Hz、250Hz、575Hz 三個頻段。
通過對仿真曲線的分析可知,沖床在工作過程中,在工作載荷的作用下,機身發(fā)生彈性變形并儲備一定的彈性勢能,在工作載荷消失瞬間,儲備在機身上的彈性勢能就會以振動的形式釋放出來。由于機床結(jié)構(gòu)阻尼的存在和機床不斷向周圍環(huán)境輻射噪聲,使得振動能量不斷衰減,直至為零。
4 結(jié)論
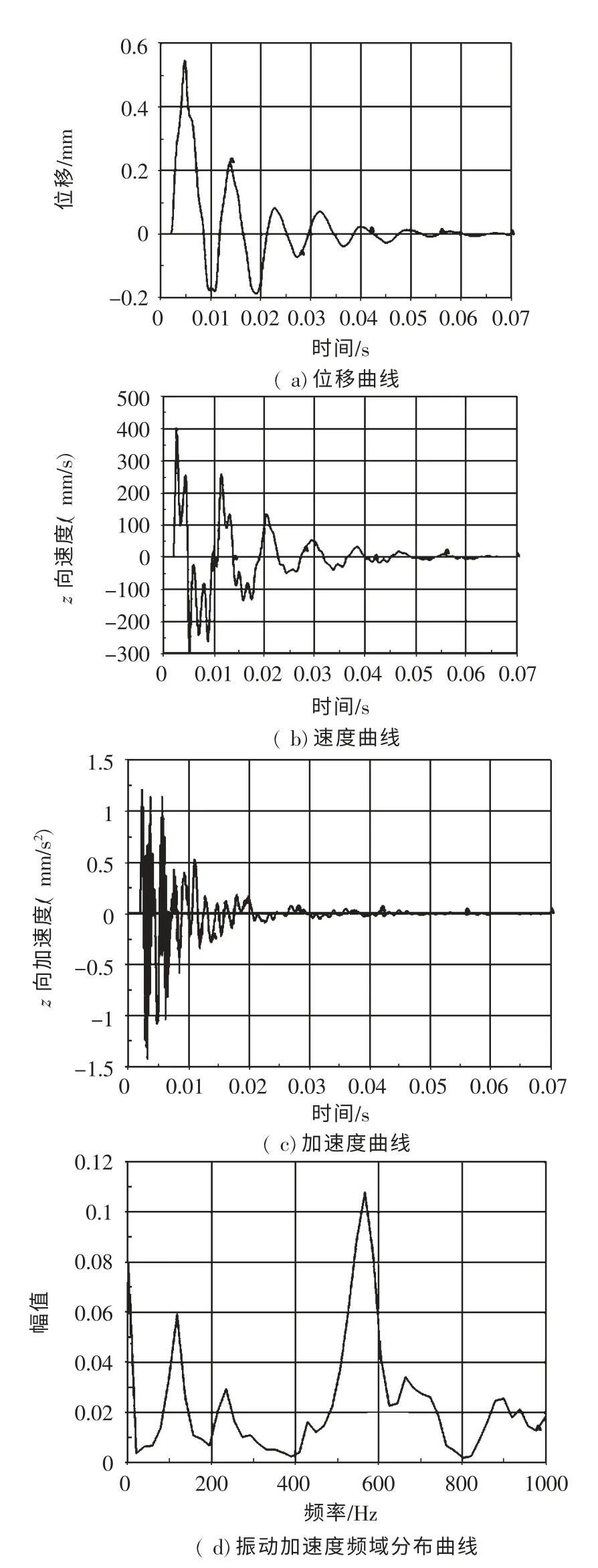
圖3 沖頭安裝位置的z 向動態(tài)響應(yīng)曲線
在轉(zhuǎn)塔沖床工作過程中,由于工作載荷的作用,不可避免地產(chǎn)生振動和噪聲。劇烈的振動和噪聲不僅會降低設(shè)備的加工精度,縮短設(shè)備的使用壽命,增加供料裝置、電子液壓元器件的損壞概率,還會對工作、生活環(huán)境產(chǎn)生不良影響。為此,對轉(zhuǎn)塔沖床進行減振降噪研究具有重要意義。
本文在對T30 型數(shù)控轉(zhuǎn)塔沖床進行模態(tài)分析和動態(tài)響應(yīng)分析的過程中,解決了一些技術(shù)難題,也提出了一些有價值的方法,然而有許多問題仍需要探討和研究,在本文基礎(chǔ)上可以從以下幾方面進行轉(zhuǎn)塔沖床的減振降噪研究:
(1)優(yōu)化沖頭運動曲線,如采用伺服電機驅(qū)動主傳動機構(gòu),利用其運動曲線的可控性,在沖頭接觸板面的瞬間降低速度,可以在很大程度上抑制振動和噪聲的產(chǎn)生。
(2)優(yōu)化轉(zhuǎn)塔沖床機身結(jié)構(gòu),提高機身的靜、動態(tài)剛度,對噪聲產(chǎn)生的聲源進行主動控制。
(3)對噪聲傳播的途徑進行隔離,比如設(shè)計沖壓區(qū)域隔離罩,并在隔離罩上粘貼阻尼材料,利用阻尼材料進行吸聲。
[1]A.Ghiotti,P.Regazzo,S.Bruschi,P.F.Bariani.Reduction of vibrations in blanking by MR dampers.CIRP Annals-Manufacturing Technology,2010,(59):275-278.
[2]趙升噸,張學來,等.高速壓力機的現(xiàn)狀及其發(fā)展趨勢[J].鍛壓裝備與制造技術(shù),2005,40(1):17-24.
[3]L.L.Koss,J.A.Moffatt.Vibration and acoustic data for a punch press.Journal of Sound and Vibratio,1982,(4):543-554.
[4]H.J.Seidel.Noise Reduction on Punch Presses by Manipulating the Force -Displacement Curve.Proc.of Int.Conf.on Noise Control Engineering.Edinburgh,Scotland,1983:91-94.
[5]張曉陽,王興松,等.閉式高速曲柄壓力機動平衡優(yōu)化設(shè)計[J].鍛壓技術(shù),2006,(6) :96-99.
[6]胡金龍,賈 方,王興松,等.高速閉式壓力機隔振設(shè)計與數(shù)值仿真[J].鍛壓裝備與制造技術(shù),2007,42(5):37-40.
[7]張洪武,關(guān)振群,等.有限元分析與CAE 技術(shù)基礎(chǔ)[M].北京:清華大學出版社,2004.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
湖北經(jīng)濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:44
計算物理(2014年2期)2014-03-11 17:01:39
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
