新型減振鏜桿在大型液壓缸加工中的應用
2014-06-29 02:27:22顏培,陸紅
鍛壓裝備與制造技術 2014年1期
關鍵詞:工藝
顏 培,陸 紅
(徐州壓力機械有限公司,江蘇 徐州 221004)
0 引言
液壓缸是大型液壓機整機液壓性能和技術參數的關鍵部件,而液壓缸內圓柱面的精鏜加工為重點質量保證工序。在液壓油缸的加工過程中,缸體內圓柱面的粗糙度和圓柱度最為關鍵。在國內液壓缸設計制造同行的機械加工工藝中,缸體內圓柱面精加工的方法諸如:粗精鏜削后滾壓珩磨及砂帶精磨等。但由于活塞式液壓缸缸體的圓柱內孔較深,一般的懸臂鏜桿在進行精鏜加工時,必然產生鏜桿的有害振動,繼而在缸體內圓柱表面產生鏜削加工波紋及精鏜刀刃的過早磨損,其結果加大了內圓柱表面表面粗糙度、降低了圓柱度精度。因此,在滾壓珩磨之前保證精鏜加工內圓表面的質量及形位公差,決定了缸體內圓柱表面最終的綜合精度。
近年來由于市場和用戶需求的不斷提高,對液壓缸內圓柱表面質量的要求更加嚴苛。為此在具備優(yōu)良機械加工設備的前提下,作為新穎工藝裝備的減振鏜桿就是嚴格控制加工精度的關鍵環(huán)節(jié)。
1 減振鏜桿結構與應用
本實用新型專利設計的獨到之處是“ 雙金屬復合”的鏜桿,這種由厚壁無縫鋼管的桿芯和球墨鑄鐵外壁結合的中空鏜桿機構,另有夾刀法蘭及刀桿后端夾緊固定桿座等。
(1) 竹節(jié)狀桿芯為厚壁無縫鋼管車制而成;外層金屬為球墨鑄鐵,桿芯與外層鑄鐵經鑄造工藝熔合為一體。此設計結構充分發(fā)揮了兩種不同金屬材質各自的物理特性:桿芯保持精鏜桿在軸向長度懸臂應有的機械韌性;而球墨鑄鐵則以其良好的減振性能,大幅消減鏜削過程中的有害機械振動。另外桿芯的前端為夾刀法蘭,夾刀法蘭上裝有刀具,刀具下面為工件。桿芯的后端有刀桿后法蘭,刀桿固定壓緊在底座上,桿芯中間貫穿有冷卻液管道。如圖1 所示。
(2)厚壁無縫鋼管加工成竹節(jié)狀的桿芯,將球墨鑄鐵以金屬鑄造工藝熔鑄牢固地附著于桿芯的外壁,使其兩種不同的金屬材料復合成一個完整的整體。刀桿固定壓緊在機床的后底座上,刀具精穩(wěn)在內圓柱表面上實施高精度的鏜削。與此同時,切削冷卻液由冷卻液管道輸送到鏜削區(qū)域,對切削部位實施冷卻降溫,并潤滑已精鏜的內圓柱表面、及時排除切屑。
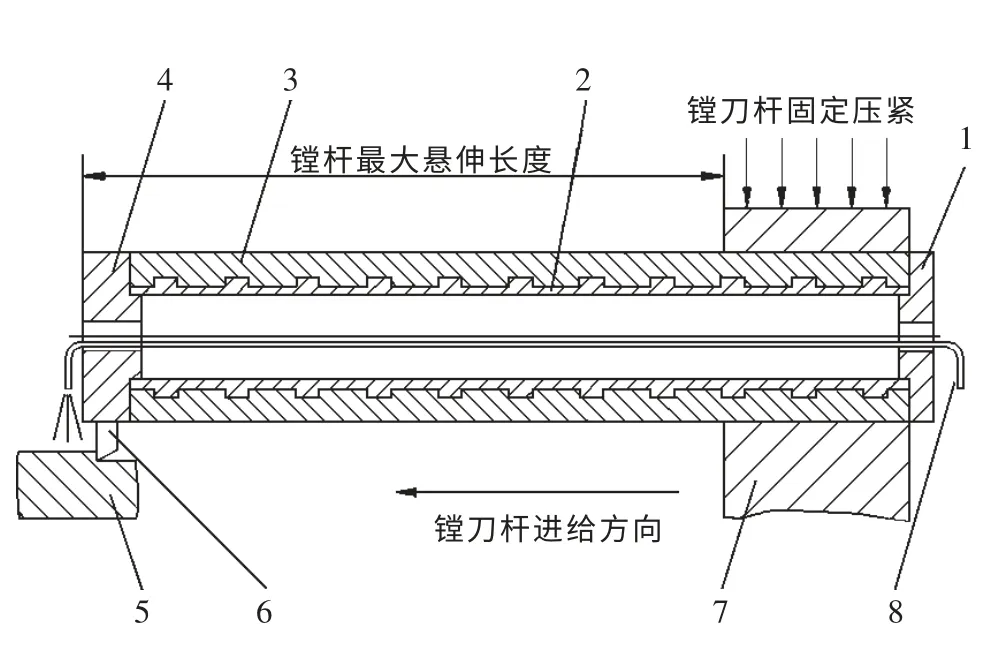
圖1 減振深孔鏜桿結構示意圖
2 結語
缸體內圓柱表面的粗糙度、 軸向直線度和圓柱度,對保證液壓機的綜合性能至關重要。在當前液壓機行業(yè)技術競爭的氛圍中,如何在保證產品的品質情況下降低生產成本更是至關重要。這種雙金屬復合式減振液壓缸深孔精鏜桿,能全面有效地提高缸體內圓柱表面精鏜的綜合精度,從而保證了后續(xù)滾壓珩磨工藝質量精度的穩(wěn)定。
[1]王圣蓮,陸 紅,胡海燕.液壓機液壓缸柱塞桿表面缺陷分析及工藝策略[J].鍛壓裝備與制造技術,2012,47(4).
[2]帥長紅.液壓機設計、制造新工藝新技術及質量檢驗標準規(guī)范實務全書[M].北京:北方工業(yè)出版社,2000.
[3]徐 灝,等.機械零件設計手冊[M].北京:化學工業(yè)出版社,1991.[4]王先奎.機械制造工藝學[M].北京:機械工業(yè)出版社,1995.
[5]壓力機漏油的產生及預防措施分析[J].鍛壓裝備與制造技術,2009,44(3) :50-53.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
