汽車座椅連接件級進模具設計
2014-07-01 09:30:58馮連杰畢大森
鍛壓裝備與制造技術 2014年6期
馮連杰,畢大森
(1.天津市雙威精密模具有限公司,天津300350;2.天津市精密級進模具成型技術工程中心,天津300112)
汽車產業已成為我國的支柱產業,我國的汽車產銷量穩居世界第一。大量的汽車生產拉動了對汽車沖壓零部件的需求,而且在質量與價格上的競爭也日趨激烈。過去采用幾套甚至十幾套單工序沖壓模具生產的汽車配件,生產中零件需多次定位,具有產品尺寸不穩定,沖壓操作不方便,生產效率低,廢料多等缺點,遠遠不能滿足市場需求。為了解決這些問題,改用級進模具完成復雜零件的沖壓成形成為發展趨勢。與普通單沖模具、復合沖壓模具相比具有省工、省料、效率高等優點,適合大批量生產[1]。
1 產品分析
圖1 為汽車座椅連接件產品圖,材料SAPH440,料厚2.3mm。該產品的特點是脹形結構復雜,產品所用材料厚,側面折彎形狀復雜,且不在同一平面上,從而對折彎角度與產品尺寸造成影響,所以要求合理設計沖壓工序以保證各面的位置精度。根據產品的特點及生產需求量要求,采用級進模具生產,圖2為產品實物圖。
2 排樣設計
設計多工位級進模首先要設計條料排樣,這是模具設計的關鍵。合理的排樣及適當的搭邊值是降低成本和保證工件質量及模具壽命、使用性能的有效措施。根據產品的特點及生產需求量要求,采用單排方式進行級進模具沖壓生產。
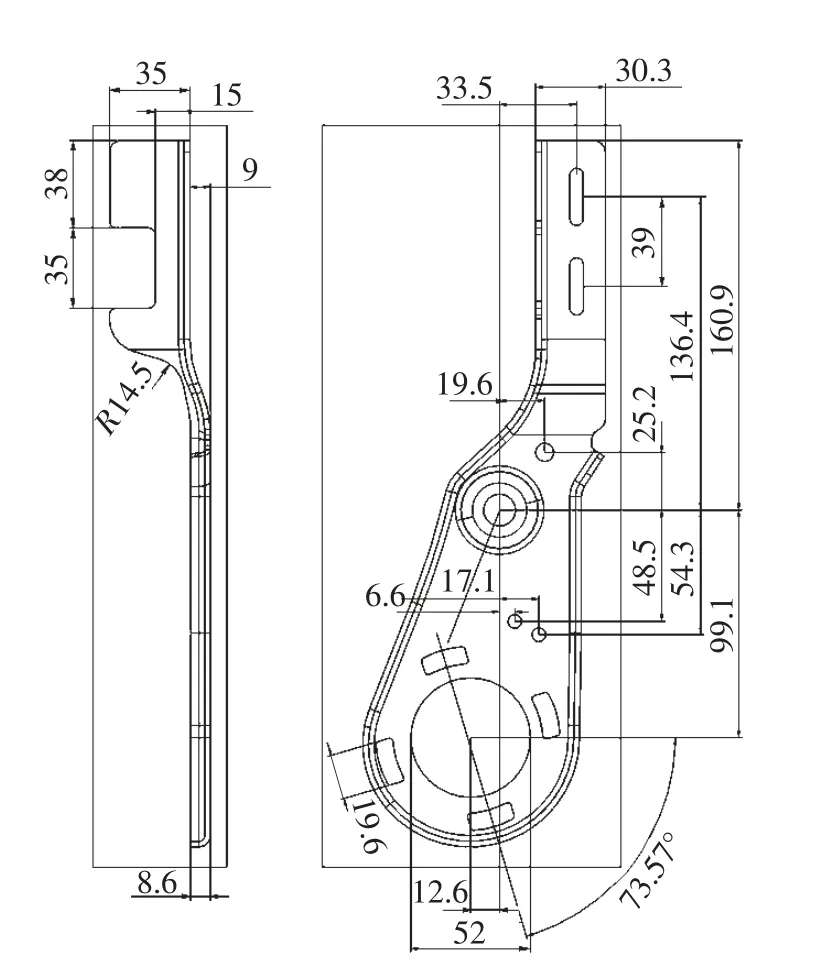
圖1 發汽車座椅連接件產品圖
根據對產品的分析,確定工序方案如下:沖孔、切邊→切邊、脹形→角部彎曲→四周折彎→沖孔→切斷。因產品圖中要求平面精度為±0.2mm,直角度為0.5°,故在排樣中加入了空工位進行整形。
為保證產品底面孔位尺寸,避免因成形拉料而造成成形孔位移動,參考以往設計經驗,避免折彎拉料對底面孔位尺寸的影響,決定在整形工位之后再沖制底面高精度孔。產品排樣如圖3 所示,實際生產料條如圖4 所示。
由于工件上部周邊需要折彎,因此條料只能采用單側連接送料,這對于送料、定位和保證沖壓精度十分不利。為此,采取在工件上增加工藝導正孔,以提高送料精度。最后,工藝導正孔被去除,圖5 所示為工藝導正孔。

圖2 汽車座椅連接件產品實物
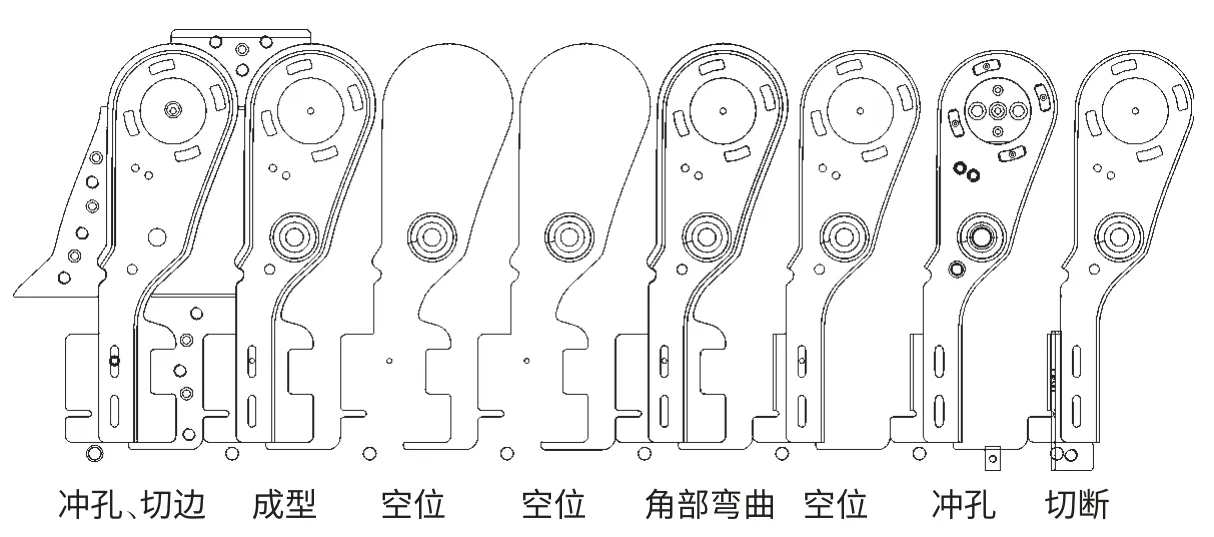
圖3 產品排樣圖
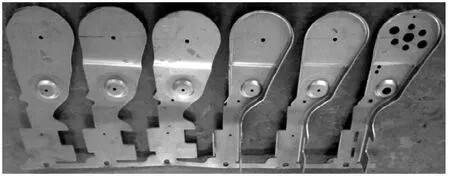
圖4 實際生產料條
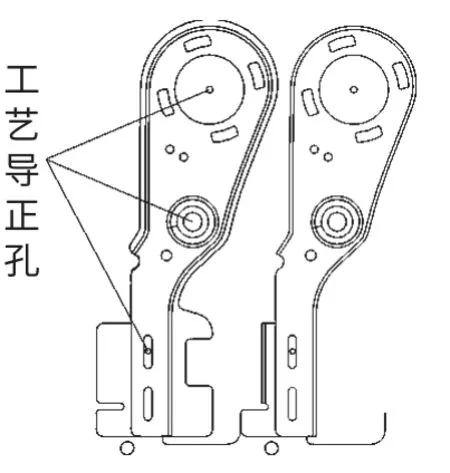
圖5 工藝導正孔
3 模具結構
模具實物圖如圖6所示。
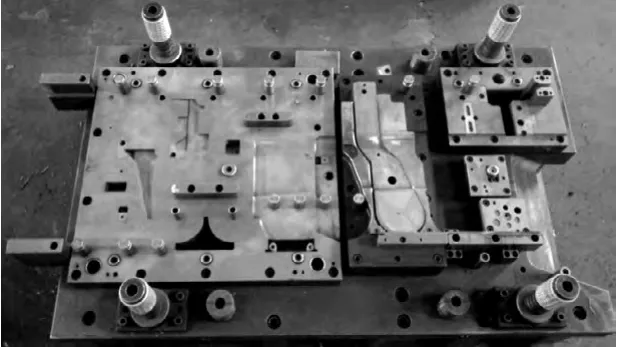
圖6 模具實物圖
因產品尺寸較大,為保證加工精度,便于加工、裝配與調試,模具采用組合子模結構,局部做鑲塊。模具兩側采用浮升導料柱導料,同時為避免上模導正銷帶料,造成生產時送料不順暢,在上模導料銷旁邊加了2 個頂料銷脫料。
4 模具制造
(1)模板、鑲塊及沖頭用慢走絲機床和數控加工中心進行加工,采用真空熱處理,成型件表面做PVD處理,以保證模具工作部分有較高的硬度與韌性,滿足大批量生產的需要。
(2)各工位的成形件采用高速銑削加工,模具成形塊均一次裝夾完成多工步加工。提高成形件的表面光潔度,減小誤差和變形量。使模具制造精度達到模面的少鉗工、無鉗工化。基本上不用修圓角、不用開間隙,不用去刀痕、不用推磨。
(3)使用三維軟件建立裝配零件間的對應關系,進行干涉檢查,尺寸測量并修改造型,在裝配完成后,按照設計圖紙確定裝配零件間的對應關系,通過三坐標測量機3D 數模的輸入測量偏差值以便糾正實際各步成形件之間的位置、形狀誤差。
5 總結
通過模具技術的改進與創新,合理調整級進模設計工序,避免了產品因拉料造成尺寸不穩定。由于加工精確,裝配精密,該模具經試模調整后一次沖出合格零件,產品質量穩定,模具運行平穩,達到了預期效果。通過多工位級進模設計,合并了沖壓工序,有利于進行大批量的生產。同時,提高了企業的生產效率,降低了生產成本。
[1]邵國洪,姜伯軍.按鍵級進模設計[J].模具工業,2013,39(12):22-25.
[2]金龍建,洪慎章.鍵盤接插件外殼級進模設計[J].鍛壓裝備與制造技術,2010,45(1):95-98.
[3]向小漢.座椅加強板多工位級進模設計[J].鍛壓技術,2013,38(6):100-104.
[4]錢曉琳.支架板與壓板套料沖裁模設計[J].鍛壓裝備與制造技術,2013,48(4):63-64.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46